Les Matériaux au cœur des enjeux stratégiques Post COVID
livre blanc
1-Introduction et Synthèses des propositions / recommandations
1-1 Introduction générale
Les Matériaux, au cœur des enjeux stratégiques Post COVID
Tout est matériau. Les Matériaux sont partout et servent l’ensemble des marchés d’usages stratégiques : Santé, Mobilité, Bâtiment, Énergie, Luxe… mais leurs positions transversales et amont font que leurs rôles sont bien souvent méconnus voire oubliés. Les matériaux sont au cœur des innovations pour transformer les idées en réalités concrètes. Les matériaux avancés et actifs ont même été définis comme la technologie clef n°1 une étude de la DGE sur la préparation de l’industrie du futur. Donc pas de relance sans Matériaux !
Les solutions sont multi-matériaux et donc elles doivent être pensés en cycle pour leur utilisation : du « berceau au berceau et non plus à la tombe », c’est l’économie circulaire, un point clef du « Green deal ». Les transitions numériques et écologiques impactent l’industrie des matériaux (procédés, choix des matériaux, éco-conception des solutions) et inversement les matériaux sont essentiels pour la réussite de ces transitions (les robots, les capteurs (internet des objets), les batteries, les stockeurs d’hydrogène, les bâtiments à énergie neutre). Dans le domaine médical, des biomatériaux toujours plus bio-inspirés et multifonctionnels se développent tant pour une médecine de masse que personnalisée…
La crise COVID-19 a mis en avant le rôle clef des industries de transformation des matériaux dans les chaînes de valeurs de l’industrie française ; de nombreux exemples peuvent être cités : plasturgie pour les respirateurs, les masques et les visières ; textiles pour les masques ; tubes pour les lits ; forêt-bois-papier pour l’emballage ; matériaux pour le conditionnement des vaccins, … Elle a aussi rendu visible l’absence de certaines technologies clefs sur le territoire français.
Cette pandémie COVID 19 (et ses conséquences économiques) se couple avec d’autres contraintes comme le réchauffement climatique. L’industrie émet 20% du CO2 mais elle devra apporter «la solution à 100% », via les nouvelles technologies, les nouvelles approches … qui passeront à un moment ou à un autre par les matériaux pour leur réalisation. Cependant, il faut aborder le développement durable dans ses 3 piliers : la Planète évidemment, mais sans oublier l’Economie c’est-à-dire la pérennité des entreprises via l’innovation, et la société, les Personnes, et donc les compétences et leur développement. Un 4ème pilier pourrait s’y rajouter : les Partenaires, c’est-à-dire l’écosystème tant pour la recherche et le développement que pour l’industrialisation.
Nous ne reviendrons pas au monde d’avant, les attentes sociétales vont aussi changer. Notre nouveau rapport au temps, aux lieux, à la consommation, aux autres est donc une source d’opportunités. L’efficience est un concept qui devient clef, en utilisation du temps, de l’énergie, des matières… pour développer des solutions plus durables, plus recyclables, plus rapidement. C’est une Renaissance à construire.
L’objectif de ce « Livre Blanc » est de partager les réflexions et propositions de spécialistes du monde des Matériaux tant industriels qu’académiques, sur leur vision du « monde d’après » au travers de grands domaines d’application ou d’enjeux stratégiques. Nous n’avons pas l’ambition d’être exhaustif mais de montrer des réalisations et d’identifier des pistes crédibles pour le futur pour les produits, les procédés de fabrication, voire les solutions complètes.
L’innovation est le carburant de demain !
Bonne lecture, les spécialistes des matériaux restent à disposition pour toute discussion ultérieure.
Danièle QUANTIN
et le Comité « Livre Blanc » SF2M
Yves BIENVENU, Nathalie BOZZOLO, Bruno CHENAL, Christophe DROUET, Anna FRACZKIEWICZ, Emmanuel HOROWITZ, Jean Luc JACQUOT, Éric LE BOURHIS, Jean- Jacques MAILLARD, Hubert SCHAFF, Frédéric SCHUSTER,
Un grand merci à tous les contributeurs :
S. Allain, B. Appolaire, B. Assouar, J.P. Attal, S. Beguin, A. Benoit, M. Bernacki, Y. Bienvenu, J.P. Birat, N. Blanchemain, E. Boyer, N. Bozzolo, P.F. Ceccaldi, A. Celzard, Y. Champion, B. Chenal, M. Colin, O. Delcourt, A. Depil-Duval, J. Dhers, C. Drouet, C. Dumont, E. Dursun, M. Dwek, V. Fierro, J. Flament, V. Fouquet, S. Gangloff, D. Garnier, A.L. Gaultier, J.Y. Guedou, J.L. Guichard, T. Guilbert, E. Herms, E. Horowitz, M. Laurent-Brocq, E. Le Bourhis, S. Le Goff, V. Lemarteleur, L. Lillenstein, J.J. Maillard, E. Maire, B. Martel, N. Martin, S. Meille, D. Mercier, F. Montaigne, P. Morenton, F. Moussy, F. Mudry, P. Odou, F. Patisson, N. Perry, J.F. Pierson, P. Pilate, G. Pillet, P. Plaisance, J.Poirier, F. Primaux, D. Quantin, T. Quatravaux, C. Richard, B. Rihn, G. Rochefort, I. Royaud, H. Schaff, F. Schuster, S. Seghir, A.M. Sfarghiu, F. Tancret, L. Tapie, B. Tavitian, P.L. Tharaux, E. Vennat, B. Zamansky, J. Zollinger.
1-2 Synthèse des propositions / recommandations
Les matériaux sont partout. Ils peuvent se vanter d’un rôle sociétal et économique majeur. Ils évoluent avec le monde qui les entoure. Leur production, développement et utilisation font la signature d’une société. Le monde « post-Covid » sera de plus en plus concurrentiel ; les « matériaux » font et feront partie de cette concurrence accrue.
1. La France possède des atouts dans le domaine de matériaux ; des atouts à toute échelle (industriels, scientifiques, éducationnels) des atouts qu’il faut préserver, conforter, renforcer. Les matériaux sont facteurs de notre indépendance économique indispensable.
Pour notre indépendance économique, il est nécessaire de conserver en France une panoplie de producteurs de matériaux stratégiques et ceux de de haute qualité. Leurs liens avec le tissu de recherche académique de haut niveau, existant, permettra des partenariats de développement de nouveaux matériaux et procédés, présentant des propriétés nécessaires à une nouvelle application et ouverture vers un marché nouveau (chap.2).
Les liens entre la recherche fondamentale académique et les applications industrielles sont à renforcer. Le réseau de laboratoires d’excellence aux compétences complémentaires, les Centres de transferts de technologie et les IRT (Instituts de recherche technologique) sont des structures récentes capables de porter les résultats de la recherche à des niveaux plus proches de la finalisation du produit (chap. 2). Leur rôle est à renforcer, afin de pouvoir utiliser les compétences (et moyens) hautement spécialisées de laboratoires académiques pas seulement pour de la recherche mais aussi pour des développements industriels (chap. 2). Les effets en seront bénéfiques pour les deux parties : renforcement de l’attractivité de l’industrie et mise en valeur les compétences de laboratoires.
Notre modèle de financement de la recherche, industrielle et publique, appelle quelques améliorations :
- La recherche industrielle souffre en ce moment de crise de manque de liquidités, qui conduite à une baisse des dépenses externes, notamment, vers la recherche et développement (R&D) publique. Avec le redémarrage de l’économie attendu, une certaine stabilisation des budgets R&D des industries pourrait être accélérée grâce à des financements publics, sous forme d’avances remboursables (chap. 2).
- Si le mécanisme du CIR (crédit impôt recherche) est généralement apprécié, l’utilisation de ce soutien de l’état devrait être associée, sous une forme à définir, à un certain droit de regard sur les décisions qui sont prises pour l’industrialisation des découvertes faites en France.
- De même, il parait nécessaire d’établir, a posteriori, un bilan des actions de financements publics de la recherche (par exemple, celles de l’ANR (Agence Nationale de la Recherche)), mettant en avant le « retour sur Investissement », en termes de valorisation industrielle, mais aussi celle d’accroissement des connaissances fondamentales et de visibilité des laboratoires. Une analyse des échecs ou des points de blocage pourrait compléter utilement cette analyse (en prenant l’exemple sur des programmes de recherche européens, ECCA), (chap.2).
Le succès de toute démarche passe aussi par des approches pluridisciplinaires, moins hyperspécialisées. Par exemple, pour mener à bien un développement matériau, il est nécessaire de coupler dès le début, les trois aspects : physique (microstructure), mécanique (lois de comportement, critères fatigue, rupture…) et numérique (dimensionnement sous contrôle de la faisabilité industrielle, coût, approvisionnement matière…). Les liens efficaces entre ces trois aspects sont encore rares ; ils nécessitent des collaborations des équipes de compétences différentes… et donc, armées de formations larges et complémentaires, tout en restant dotées d’un socle commun significatif.
La formation en matériaux reste un fondamental de la formation d’ingénieurs et d’ingénieurs-chercheurs. Evolutive, en accord avec les évolutions de la société, une telle formation doit :
- Proposer des enseignements et activités interdisciplinaires pour leur apporter des connaissances poussées sur les matériaux et procédés et des compétences multi-physiques. Plusieurs exemples viennent du domaine de la santé (chap. 2) : il est nécessaire d’initier des futurs ingénieurs mécaniciens à des problématiques de bio-ingénierie et donc aux propriétés de biocompatibilité des matériaux ; aborder le monde des matériaux naturels ou des propriétés biologiques ; confronter les étudiants à des problématiques réelles, avec des cahiers des charges complexes multi-objectifs (mécanique vs biologique, sanitaire, recyclabilité, approvisionnement, toxicité…).
- Intégrer les formations au numérique / digital : Il est plus efficace de former un ingénieur Matériaux aux technologies digitales que de former des data scientists aux matériaux.
- Sensibiliser les étudiants à de nouveaux matériaux ou de nouvelles techniques de fabrication (matériaux hybrides (composites ou architecturés) ou encore des procédés avancés (e.g. les traitements de surface, la fabrication additive, performances et la fiabilité de systèmes…) afin d’accélérer les transitions industrielles attendues et qui viendront avec les compétences des futures générations des cadres de l’industrie.
- Intégrer des outils liés à la transition écologique et à l’économie circulaire; enseigner et sensibiliser les étudiants, aux les risques liés aux chaînes d’approvisionnement
- Créer dès la formation initiale des liens forts entre le monde universitaire et industriel. L’enseignement à distance pourrait s’avérer bénéfique pour développer l’expertise des étudiants grâce aux études de cas réels et des projets intégrateurs où les étudiants sont amenés à faire converger plusieurs compétences, couplant plusieurs modèles, méthodes et aptitudes grâce aux logiciels de simulation.
- Encourager des compétitions étudiantes (exemples : courses de véhicules ou bateaux solaires, robotique, « World Steel Challenge » annuel…). Elles constituent d’excellentes occasions pour mettre en application des connaissances acquises en cours et rapprocher les futurs ingénieurs ou scientifiques des démarches de projet, présentes dans des contextes professionnels.
- Enfin, l’avenir est numérique… et il nous faut des ingénieurs matériaux qui maîtrisent parfaitement les concepts et les outils numériques, bien que les compétences expérimentales resteront très importantes pour valider les solutions proposées et ne pourront pas disparaitre au profit du tout numérique (Chap. 7).
2. Les matériaux restent une clef pour le futur de l’industrie et de la société… et ils évoluent avec elle
La métallurgie du futur bénéficiera du caractère « flexible » des métaux et des alliages métalliques (points de fusion, plasticité, variétés d’alliages extrêmement grandes, large gamme de microstructures, de phases et de propriétés…). C’est cette flexibilité des alliages métalliques qui est à l’origine de leur fort impact sur le développement industriel, l’économie et la société. La science et la technologie en métallurgie ont produit pendant des décennies, d’énormes quantités de données, de méthodes, d’expériences et d’expertise, utilisées pour le développement d’autres matériaux (céramiques, verres, semi-conducteurs). Cette flexibilité est bien adaptée pour initier de nouvelles approches et de nouvelles méthodes de conception de matériaux. La complexité qui y est associée demandera d’être abordée par les outils naissants autour des approches combinatoires, des méthodes de caractérisation à haut débit, la fouille de données, la modélisation, et les méthodes de l’intelligence artificielle (chap. 3).
Le futur matériau sera numérique, avant de devenir « réel »… La France fait partie des pays les plus en pointe pour le développement et l’utilisation des outils numériques pour représenter et simuler numériquement le matériau au cours de sa mise en forme ou sollicité en service. Cette position doit être maintenue en continuant et en amplifiant les efforts de recherche et de transfert industriel dans le domaine. Il est nécessaire de promouvoir le matériau numérique dans les programmes de formation d’ingénieurs en matériaux et développer une offre de formation continue pour l’adaptation des personnels en poste à ces nouveaux outils. Ces formations pourraient du reste être adossées à un grand programme national, associant les meilleurs laboratoires académiques et les acteurs industriels (Chap.7)
Parmi les matériaux en plein développement, matériaux polymères et composites attirent une attention particulière (chap. 2, 4). Pour assurer leur progrès, des approches transverses, fédérant les chimistes/physicochimistes, les rhéologues, les plasturgistes et les mécaniciens, avec une complémentarité des compétences théorie/expérience/numérique, sont une nécessité. Afin de bénéficier au mieux du potentiel de ces matériaux, le développement de nouveaux outils expérimentaux (couplages in situ) est nécessaire. De plus, une prise en compte de l’impact environnemental (l’analyse de leur durabilité, et en particulier de leur fin de vie et de la réutilisation/recyclage), se situent parmi les défis majeurs du domaine. Enfin, leur rôle croissant dans le domaine de la santé constitue une justification supplémentaire des efforts à entreprendre.
Les matériaux réfractaires (chap. 2) sont clefs pour les procédés de l’industrie des matériaux. Il s’agit des matériaux très « techniques », et leurs approvisionnements se font en grande partie hors Europe. Ils nécessitent des ressources et des technologies, mais aussi de l’expertise, des compétences et donc de la formation appropriée. Il est indispensable que notre société garde une maîtrise suffisante de la production de ces matériaux ainsi que des activités de recherche les concernant.
Cependant, nous sommes dépendants dans ce domaine des matières premières importées ; une diminution de la dépendance, ne pourra venir qu’avec l’amplification et la pérennisation d’une série de mesures, dont la plupart sont déjà en cours :
- L’évaluation et la valorisation de toutes les sources possibles d’approvisionnement ;
- L’invention et la production de nouvelles matières premières ;
- L’invention, l’optimisation et l’utilisation de nouveaux matériaux réfractaires ;
- L’optimisation des procédés de fabrication et d’utilisation des réfractaires ;
- L’optimisation des procédés de récupération et de recyclage.
3. Les matériaux se situent au cœur de la transition écologique
L’industrie métallurgique, indispensable pour créer des matériaux de structure en particulier, se trouve face au trois défis majeurs (chap. 5) : réduction de l’empreinte environnementale (et des émissions de CO2) des procédés métallurgiques en phase liquide ; optimisation des performances et de la durabilité des alliages métalliques industriels par le design des microstructures ; recyclage des matériaux métalliques.
Les procédés de fabrication nouveaux, tels que la fabrication additive, peuvent apporter des progrès notables en termes de qualité et d’efficacité d’utilisation de la matière (chap. 5) et de fabrication de nouvelles géométries optimisées pour une fonction définie. Plusieurs familles de verrous restent à lever pour un développement industriel massif :
- La maîtrise du cycle des matières premières.
- La maîtrise des procédés industriels « du micro au macro » grâce à l’instrumentation et la simulation.
- Le développement des outils de conception pour des composants fortement contraints.
- La fonctionnalisation intelligente de composants par fabrication additive et intégration de capteurs directement dans les pièces en cours de fabrication (smart fonctionnalisation).
- La maîtrise de la chaîne numérique depuis le design jusqu’au contrôle non destructif des pièces en passant par l’optimisation des procédés par une approche de type Intelligence Artificielle et la constitution de bases de données des matériaux issus de la fabrication additive.
L’économie circulaire est une nécessité sociétale criante. L’économie des matériaux commence par des solutions optimisées économiquement et / ou écologiquement (chap. 5).
Pour des matériaux classiques, optimisons leur emploi (par allégement de structures grâce à une amélioration de la tenue mécanique … ou par une augmentation de leur durée de vie !)
L’optimisation peut aussi être topologique : placer la matière là où il faut sans se fier à la situation existante ou à l’intuition. C’est mathématiquement difficile mais des débuts d’applications existent même s’il est nécessaire de dégrader la solution trouvée pour la rendre réalisable industriellement.
La relocalisation des matières premières n’est pas toujours faisable : Dans certains cas, le développement des productions nationales à partir du sous-sol français y compris en métropole (lithium, indium) n’est pas exclu, sous réserve d’une analyse préalable de faisabilité tenant compte des aspects techniques et sociétaux. Dans d’autres cas, il nous faut donc identifier et exploiter de façon intensive les « mines urbaines » dans le cadre d’une approche économie circulaire optimisée (chap. 5). Il s’agit de technologies de recyclage mais d’abord de tri, de traçabilité puis de flux logistiques, de recherche, d’expérimentation et de compétences qui elles doivent être nationales pour maîtriser ces approvisionnements. C’est la combinaison traçabilité + tri + recyclage qui est clef pour garder la valeur économique du matériau. Et, dans tous les cas, pour chaque matière première, la notion de « écobilan » devrait être développée et généralisée. Ce concept prendrait en compte l’exploitation d’un matériau, les diverses étapes de sa transformation et de sa consommation, son transport. A moyen terme, les produits ayant un trop mauvais « écobilan » seraient pénalisés par des taxes ou même des règlementations rédhibitoires.
Les techniques du recyclage des produits en fin de vie devraient être généralisées à tous les niveaux. Il faudra développer les incitations fiscales et les normes réglementaires pour encourager et encadrer ces nouvelles techniques; l’effort de R&D en matière de recyclage doit être accru. Pour les matériaux métalliques, l’hydrométallurgie reste une technique de choix en ce qui concerne la valorisation des déchets miniers, des déchets industriels et des produits en fin de vie (les mines urbaines).
4. Les besoins en matériaux de la société du futur changent… tout en restant constants. Nous aurons toujours besoin de produire l’énergie, de construire nos infrastructures, de nous déplacer et de nous soigner.
Pour mieux construire nos infrastructures et mieux utiliser l’énergie dont nous disposons, il faudra développer de nouveaux matériaux à très forte capacité d’isolation (type aérogels ou isolants sous-vide) ; développer une filière de matériaux de construction à plus faible empreinte carbone ainsi que développer des matériaux à « capacité de guérison » pour des solutions plus durables (chap. 6).Le sujet des matériaux pour énergie couvre un vaste domaine. L’énergie fait partie des challenges sociétaux fondamentaux, sur deux volets : l’écologie (réduction des émissions du Co2 par le développement des énergies décarbonées) et l’autonomie économique.
Les technologies de l’énergie décarbonée font face à trois défis : développer des synergies nucléaire/non nucléaire sur les procédés émergents ; faciliter la mise en place et la croissance des start-up pour la synthèse et l’intégration des nanomatériaux en particulier ; renforcer une approche d’éco-innovation des composants pour les énergies.
Dans ce domaine, des progrès notables sont attendus des développements de nouveaux micro et nano matériaux pour une électricité verte abondante (chap. 6). Les « métamatériaux » et leurs propriétés électromagnétiques hors du commun sont potentiellement des solutions pour le futur. Les matériaux poreux ont un bel avenir devant eux : ils sont de plus en plus utilisés pour la séparation, le stockage et la compression des gaz et, comme support de catalyseurs dans les applications liées à l’énergie, telles que les électrodes de piles à combustible, électrolyseurs et supercondensateurs. Le défi reste d’obtenir ces matériaux à partir de matières premières renouvelables au lieu d’utiliser des précurseurs pétrochimiques.
L’hydrogène est une source d’énergie prometteuse pour une production / consommation de proximité, évitant toute importation. Cela semble une bonne solution pour le transport lourd (les batteries étant plus adaptées pour le léger, pour les déplacements urbains). Il est à utiliser dans une approche de filière décarbonée, via l’utilisation d’énergies renouvelables (photovoltaïque et éolien) pour aller vers l’électrolyse de l’eau. Des besoins en développement des matériaux pour ces usines d’électrolyse et pour le stockage d’énergie aussi peuvent devenir critiques pour la filière ; des efforts sont nécessaires. Le nucléaire, l’éolien, et le photovoltaïque doivent être regardés dans une approche d’économie circulaire (démantèlement, réutilisation, réparation, recyclage, …) (chap. 6). Le recyclage des matériaux du nucléaire, le reconditionnement de composants des éoliennes, et des centrales photovoltaïques, constituent des filières économiques à structurer d’importance majeure (chap.6).
La mobilité est en train de devenir de plus en plus « électrique » et par là même connectée avec les nouveaux développements de l’énergie sans oublier la poursuite de la chasse aux kilos au travers d’une optimisation du choix des matériaux dans un compromis sécurité/ autonomie.
Le domaine de la santé (chap.4) continue à former un grand défi pour les matériaux. Dans ce domaine, peut-être même plus que dans d’autres, des collaborations interdisciplinaires sont nécessaires : il est essentiel de bien identifier les besoins cliniques des soignants pour adapter les solutions « biomatériaux » à envisager et les capacités de production.
En plus des développements déjà classiques (implants, prothèses, …), le développement de biomatériaux et nano-systèmes bio-inspirés pourrait être renforcé pour la mise au point de solutions toujours plus biocompatibles voire multifonctionnelles.
Pendant la crise sanitaire récente, les risques sanitaires se sont invités dans la partie : le développement de surfaces et de matériaux anti bactériens, virucides, auto nettoyants, anti salissures, est devenu une nécessité. Diverses approches antimicrobiennes sont pertinentes à poursuivre, que ce soit à base de métaux/couches métalliques antibactériennes, de systèmes céramiques ou polymères. Un axe de recherche prometteur porte sur l’optimisation de la durabilité des systèmes désinfectants. D’autres voies de recherche sont en train de s’ouvrir : systèmes (très peu nombreux) permettant une décontamination de l’air par destruction du virus en combinant plusieurs modes de décontamination ; des technologies de type impression 3D ou electrospinning. Elles se sont avérées pertinentes pendant la pandémie du Covid ; leur utilisation et potentiel devraient encore être explorés.
5. Enfin, nos objectifs « matériaux », tant industriels qu’universitaires, nécessitent une dimension européenne
Un rapport européen récent (chap. 3) a défini les priorités et approches européennes dans ce domaine :
- Besoin de coordonner la recherche Matériaux au niveau Européen avec une stratégie commune pour définir une recherche multidisciplinaire tirant profit de synergies multi-compétences. C’est une des manières les plus efficaces pour atteindre les objectifs du « Green deal ».
- Développement de réglementations et de standards communs disponibles gratuitement au niveau de l’Europe pour faciliter les développements produits et réduire les coûts de fabrication en Europe.
- Les matériaux doivent être durables, économes en énergie avec une faible empreinte carbone au niveau de leur fabrication et de leur usage. Une approche économie circulaire est nécessaire pour minimiser l’utilisation des matières premières.
- Un investissement intensif dans les matériaux est nécessaire pour la production d’énergies décarbonées et renouvelables, leur stockage et leur distribution sans oublier le besoin pour des carburants alternatifs efficaces et une réduction des émissions.
- La modélisation des matériaux, l’intelligence artificielle, le « machine learning », les matériaux pour les technologies de la communication et de l’information et les technologies quantiques sont clefs pour réussir la nécessaire transition numérique de notre société.
- Une économie Européenne plus résiliente grâce à un accès aux matières premières garanti peut être réalisée avec un approvisionnement durable combiné avec une durabilité plus grande des matériaux, une plus grande efficacité énergétique, un taux plus important, tout au long de la vie des produits, de récupération – réparation – réutilisation – recyclage ainsi qu’une écoconception des solutions.
- Un futur plus sûr serait garanti par une production de qualité en Europe via des alliances pour une chaine d’approvisionnement résiliente, permettant une flexibilité accrue et une reconfiguration avec des règles communes.
- Une économie verte stable et durable nécessite une « conception pour et par le recyclage » et des réglementations européennes adaptées pour réussir des alternatives plus durables, alignées avec les cibles du « Green Deal ». Le développement de matériaux et surfaces intelligentes, avec de nouvelles fonctionnalités, des capteurs embarqués sera nécessaire pour l’économie circulaire.
- Les sciences et l’éthique scientifique peuvent aider la société à recréer une coopération et une confiance avec les citoyens et les états. Ceci va bien au-delà de la science des matériaux évidemment.
1-3 Liste des contributions
1 – Introduction et Synthèses des propositions / recommandations
- Introduction générale
- Synthèse des propositions / recommandations
- Liste des contributions
2 – On ne pourra jamais se passer de matériaux
- Introduction Bruno CHENAL
- COVID-19, Société, risques sanitaires et Matériaux Jean-Pierre BIRAT
- Les partenariats de développement de nouveaux matériaux entre concepteurs de produits innovants et producteurs de matériaux de haute qualité sont un facteur-clé de la capacité d’innovation en France Hubert SCHAFF
- Prospectives Matériaux « Polymères et Composites » Isabelle ROYAUD pour l’équipe 304 – Physique, Mécanique et Plasticité – Institut Jean Lamour
- Matériaux céramiques réfractaires, indispensables pour l’industrie « primaire » (élaboration des matériaux de structure), pilier de l’industrie Pascal PILATE, Jean-Louis GUICHARD, Jacques POIRIER pour la Commission mixte GFC SF2M – Matériaux céramiques réfractaires
- Fabrication additive métallique Julien ZOLLINGER (Institut Jean Lamour), Frédéric SCHUSTER (CEA), Bruno CHENAL (Constellium)
- Les enjeux de la formation post-pandémie Mauricio DWEK, Nicolas MARTIN, David MERCIER (Granta Education Division, Material Business Unit, Ansys Inc., Lyon, France)
- Sur la réindustrialisation et les matériaux pour l’indépendance économique de la France François MUDRY
- Enjeux et défis pour les matériaux Olivier DELCOURT (Safran)
- Des aides à la R&D matériaux incomplètes… Christian DUMONT (Aubert &Duval), Nathalie BOZZOLO (MINES ParisTech CEMEF), Jean Jacques MAILLARD, Hubert SCHAFF
3 – Les matériaux de demain : une affaire européenne
- Introduction Danièle QUANTIN
- Réflexion pour de futures orientations en métallurgie sur la base des initiatives de l’union européenne Yannick CHAMPION (SIMaP)
- Le rôle des matériaux dans une société Post COVID – Réflexion collective sur les matériaux, porteurs de solutions pour un monde plus sain, plus sûr et résilient dans le cadre d’une économie durable, stable et plus forte capable de répondre aux attentes des citoyens Éditeurs pour EUMAT : Marco FALZETTI, Winfried KEIPER, Amaya IGARTUA, Rodrigo MARTINS, Nieves GONZALEZ, Éric LE BOURHIS
4 – Notre santé dépend aussi des matériaux
- Introduction Christophe DROUET
- Sur le rôle clé des nanomatériaux et nanotechnologies en virologie Christophe DROUET (CIRIMAT, Université de Toulouse, CNRS / INP / UT3)
- Matériaux antimicrobiens : retour sur le projet CUPROCARE et l’alliage Steriall® Julien FLAMENT et François PRIMAUX- (Groupe Lebronze alloys), Sophie GANGLOFF et Marius COLIN (EA 4691 Biomatériaux et inflammation en site osseux, UFR Pharmacie, Université de Reims Champagne-Ardenne)
- Élaboration de matériaux composites pour la décontamination des virus dans l’air par une approche originale combinant adsorption et photothermie Sylvie BEGIN et al. (IPCMS, Strasbourg)
- L’electrospinning au service de la prévention contre le COVID-19 : fabrication de membranes biocides Bernard MARTEL1*, Nicolas BLANCHEMAIN2, Pascal ODOU3– (1) UMET – Unité Matériaux et Transformations, Université of Lille, CNRS, INRA, ENSCL UMR8207, (2) Controlled Drug Delivery Systems and Biomaterials, Université of Lille, Inserm, CHU Lille, U1008, (3) CHU Lille, Institut de Pharmacie
- Particules de pollution et COVID-19 : Vers la genèse des matériaux anti-inflammatoires Ana-Maria SFARGHUI (INSA Lyon)
- Visières protectrices imprimées en 3D pour les professionnels de santé LEMARTELEUR V1, FOUQUET V2, LE GOFF S2, TAPIE L2, MORENTON P3, BENOIT A2, VENNAT E2,3, ZAMANSKY B2, GUILBERT T4, DEPIL-DUVAL A5, GAULTIER AL6, TAVITIAN B6,7, PLAISANCE P1,5, THARAUX PL7, CECCALDI PF1,8, ATTAL JP2,9, DURSUN E2,10 __ . 1 Université de Paris, Centre de Simulation iLumens Paris Diderot-Paris Nord, – 2 Université de Paris et Université Sorbonne Paris Nord, URB2i (UR 4462) –3 Université Paris-Saclay, CentraleSupélec – 4 Université de Paris, Institut Cochin, Inserm (U1016), CNRS (UMR 8104) – 5 Service d’Urgence-SMUR, AP-HP, Hôpital Lariboisière, Paris- 6 Service de Radiologie, AP-HP, Hôpital Européen Georges Pompidou, Paris- 7 Université de Paris, PARCC, Inserm, – 8 Service de Gynécologie et Obstétrique, AP-HP, CHU de Beaujon, Clichy – 9 Service de Médecine Bucco-Dentaire, AP-HP, Hôpital Charles Foix, Ivry-sur-Seine –10 Service de Médecine Bucco-Dentaire, AP-HP, Hôpital Henri Mondor, Créteil
- Codéveloppement d’une valve trachéale pour système clos de ligne de ventilation / intubation sur patient en réanimation (contexte SARS-COV2 – printemps 2020) Nicolas PERRY (Arts et Métiers, CNRS, I2M Bordeaux)
- Opportunités pour les biomatériaux et la médecine régénératrice de relever les défis de la COVID-19 Gael Y. ROCHEFORT (PhD-SATT LUTECH, Paris)
- Matériaux pour filtrer et détruire le virus SRAS-CoV-2 responsable de la dissémination de la maladie COVID-19 dans des lieux fermés Yves BIENVENU (MINES ParisTech, Paris)
- Matériaux pour la santé, matériaux /surfaces céramiques antimicrobiens Gérard PILLET (SFC – Société Française de Céramique)
- Effet oligodynamique du cuivre et coronavirus Caroline RICHARD (Université de Tours – GREMAN – CNRS 7347)
- Matériaux et Santé : Interfaces vivant / inerte Bertrand RIHN (Institut Jean Lamour, Laboratoire N2EV)
- Surfaces et Traitements de Surfaces Jean-François PIERSON (Institut Jean Lamour, Laboratoire CP2S)
5 – L’optimisation des matériaux : la base de l’économie circulaire
- Introduction – Matériaux et Economie circulaire : Une révolution par une production écoresponsable et par le recyclage est-elle possible ? Emmanuel HOROWITZ, François MOUSSY, Bruno CHENAL
- Matériaux et transition écologique : Réduction de l’impact énergétique et environnemental des métaux abondants Sébastien ALLAIN, Fabrice PATISSON et Thibault QUATRAVAUX – Institut Jean Lamour
- Vers l’éco-conception et la géo-conception de nouveaux alliages métalliques Franck TANCRET – Université de Nantes
- Construction et Environnement Sylvain MEILLE – Equipe Céramiques et Composites, laboratoire MATEIS INSA Lyon
- Recyclage co-produits et déchets de la métallurgie Jean-François PIERSON – Institut Jean Lamour, Laboratoire CP2S
- Vers une amélioration du recyclage des métaux et alliages métalliques Lola LILENSTEN 1, Mathilde LAURENT – BROCQ2 – 1: Institut de Recherche de Chimie Paris, Chimie ParisTech, CNRS, PSL Research University, 2 : Université Paris Est Créteil, CNRS, ICMPE (UMR 7182)
6 – Les nouveaux matériaux : une solution pour produire de l’énergie décarbonée
- Introduction Danièle QUANTIN
- Les matériaux pour les Nouvelles Technologies de l’Énergie dans un contexte d’Économie Circulaire Étienne BOUYER, Frédéric SCHUSTER (CEA)
- Vent d’innovation dans l’éolien Delphine GARNIER, Sakina SEGHIR (Pôle de Compétitivité MATERALIA)
- Matériaux et transition énergétique Jean François PIERSON (Institut Jean Lamour / Laboratoire CP2S) et François MONTAIGNE pour le Projet MiNaMat (Institut de Physique et Chimie des Matériaux de Strasbourg (IPCMS), Institut de Science des Matériaux de Mulhouse (IS2M), Institut Jean Lamour)
- Matériaux et procédés pour l’énergie nucléaire Emmanuel HERMS (CEA + SFEN/Section Technique), Jean DHERS (Framatome)
- Matériaux poreux pour l’énergie et l’environnement Vanessa FIERRO et Alain CELZARD (Institut Jean Lamour, Équipe Matériaux Biosourcés, Laboratoire N2EV)
- Matériaux du futur : les Métamatériaux Badreddine ASSOUAR (Institut Jean Lamour / Laboratoire N2EV)
- Matériaux et Mobilité Éric MAIRE (INSA Lyon), François MOUSSY, Danièle QUANTIN, Jean-Yves GUEDOU
7 – La conception des futurs matériaux passe par le numérique
- La simulation numérique au cœur de l’Industrie 4.0 de l’élaboration, de la transformation et du recyclage des matériaux Marc BERNACKI et Nathalie BOZZOLO (MINES ParisTech CEMEF, Sophia Antipolis), Benoît APPOLAIRE (Institut Jean Lamour, Nancy)
2-On ne pourra jamais se passer de matériaux
2-1 Introduction
Bruno CHENAL (Constellium)
Mots Clefs : Société, industrie, autonomie, approvisionnement, formation, recherche, partenariats, innovation
L’industrie des matériaux et de la métallurgie est un secteur stratégique pour la France. Il est essentiel à l’ensemble de l’industrie, en tant que producteur de bon nombre de ressources intermédiaires utilisées par les autres industries. La consommation des matériaux étant directement liée à celle des biens de consommation, la pandémie a conduit à une demande accrue dans le domaine de la santé mais également à un ralentissement dans les transports en raison des restrictions de mobilité. Ces restrictions ont exacerbé la nécessité de maintenir une industrie manufacturière en France alimentée par des approvisionnements locaux et sécurisés. Il convient donc de bâtir une véritable économie circulaire pour les matériaux avec notamment le recyclage des matériaux ou l’émergence des bio-matériaux. La pandémie semble avoir accentué la prise de conscience environnementale et accéléré cette évolution inéluctable vers une économie durable.
L’industrie des matériaux et de la métallurgie représente plus de la moitié des emplois industriels français. Au côté des grandes entreprises telles que ArcelorMittal, Constellium, Eramet, Aperam, il y a également de nombreuses petites et moyennes entreprises. Pour le secteur de la métallurgie, c’est plus de 43 000 entreprises dont 80% de moins de 50 salariés.
A travers les âges et au fil des évolutions technologiques, cette industrie a toujours su évoluer, se transformer, innover et s’adapter. On est aujourd’hui bien loin de l’image du forgeron. L’ensemble de sa chaîne de valeur se modifie, de l’extraction du minerai ou de la synthèse des matières premières à leur recyclage en fin de vie, de la fonderie à la fabrication de produits. Des nouvelles contraintes apparaissent mais aussi de nouvelles opportunités. La transformation digitale profonde et rapide est un des éléments de cette transformation. La filière participe aujourd’hui pleinement à la révolution technologique de «l’industrie 4.0».
La montée en puissance du numérique, la production des énergies vertes, la réduction des émissions de gaz à effet de serre, les besoins en nouveaux matériaux pour la santé impactent les produits existants et les nouveaux produits, avec la miniaturisation et l’intégrations des composants et l’évolution des matériaux (développement de matériaux composites, nouveaux matériaux métalliques résistants à haute température, nouveaux matériaux céramiques, traitements de surface fonctionnels, poudres pour la fabrication additive métallique, intégration de matériaux plus léger – aluminium…).
Les besoins en recherche et innovation sont tirés par les principaux secteurs applicatifs : aéronautique, automobile, énergie avec comme chef de file les leaders industriels français tels que Airbus, Safran, Renault, PSA ou EDF et leurs grands centres de R&D industriels en France. Les conséquences économiques de cette pandémie risquent de réduire durablement leurs investissements en R&D en interne mais également par voie de conséquence ceux de leur fournisseurs de matériaux. Cela risque également de mettre en péril de nombreux projets collaboratifs avec les centres de recherche académiques ou les instituts technologiques (IRT). C’est tout cet ensemble qui se trouve fragilisé. Des propositions sont faites pour soutenir sur la durée cet effort de R&D indispensable ainsi que la collaboration de l’ensemble des acteurs de l’écosystème des matériaux en France à tous les niveaux de TRL : du concept/modèle au démonstrateur industriel.
La transformation de l’industrie des matériaux impacte également les processus de fabrication : complexification des outillages, apport d’intelligence (via des capteurs) pour réaliser des diagnostics ou de la maintenance prédictive ; de la simulation numérique ; l’interconnexion des processus ; utilisation des robots /cobots. De nouveaux modes de fabrication apparaissent comme la fabrication additive. Le développement de nouveaux matériaux, la combinaison et l’assemblage de multi-matériaux et l’association de plusieurs technologies (mécanique, métallurgie, physicochimie, intelligence artificielle, cobotique*, IoT**…) modifient profondément les métiers.
Les métiers évoluent. Ils sont devenus de plus en plus techniques et spécialisés à tous les niveaux de l’opérateur à l’ingénieur de fabrication ou de recherche et développement. Le secteur actuellement déjà en pénurie de main d’œuvre spécialisée va connaître de nouvelles vagues de départ en retraite, conséquence économique de cette pandémie. Ces pertes et manques de compétence vont impacter non seulement les employés de l’industrie mais également toutes les filières de formation académique ou professionnelle. Les besoins sont importants, mais le secteur n’est pas toujours aussi attractif qu’il le souhaiterait, souffrant d’une image dégradée en raison de son empreinte industrielle « traditionnelle ».
Les recrutements favorisent désormais la poly-compétence et la poly-qualification, la flexibilité dans les modes d’apprentissage. Les formations doivent être de plus en plus interdisciplinaires, multiphysiques, numériques et intégrer le développement durable.
Ce chapitre montre à quel point cette pandémie vient souligner avec une acuité accrue l’importance et la criticité de l’industrie des matériaux pour notre économie. Il met notamment l’accent sur les besoins d’innovation de recherche et développement en mode collaboratif sur l’ensemble de la chaine de valeur et en étroite symbiose entre la recherche privée et académique. Tout ceci suppose que les formations matériaux s’adaptent et préparent les acteurs de demain pour un monde durable.
* cobotique : ensemble des techniques concernant les robots collaboratifs
** IoT : Internet of Things (Internet des Objets)
2-2 Covid-19, Société, Risques sanitaires et Matériaux
Extrait du “Chapter 11 – Materials, COVID-19 and sanitary risks” du livre de Jean-Pierre .BIRAT « Sustainable materials science – environmental metallurgy », Volume 2 –Pollution and emissions, biodiversity and ecotoxicology, economics and social roles, foresight EDP Sciences, publié le 22 février 2021, lien vers le site de l’éditeur
Mots Clefs : pandémie, risque, société, environnement
- Introduction / Constat : impact sociétal et économique de la pandémie
Les conséquences de la crise sanitaire touchent toutes les activités économiques et sociales. Aucune analyse de risque n’avait prévu un tel scénario. Cette situation a généré un nombre gigantesque d’informations sur la pandémie et ses conséquences publiées en temps réel, en open access …trier les bons papiers des plus douteux est bien difficile. Le chapitre 11 du Livre dont ce document est extrait a passé en revue de nombreux articles. Étant donné le peu de connaissance que l’on a sur le virus, ses conséquences et les scenarios possibles, il ne s’agit pas d’une bibliographique scientifique traditionnelle. Les Virus et en particulier le coronavirus SARS-CoV-2 font partie de la biodiversité. Ils sont. La plupart sont inoffensifs, mais quelques-uns sont dangereux pour l’homme. Le COVID 19 ou SARS-CoV-2 s’est répandu autour du monde très rapidement en infectant des millions de personnes. C’est une des plus rapides pandémies de l’histoire. Le nombre d’épidémies et de pandémies a nettement augmenté récemment en parallèle avec l’augmentation de la population et les changements environnementaux. Il y a bien corrélation mais pas nécessairement causalité avec la diminution de la biodiversité, l’urbanisation et le changement climatique. Les confinements utilisés pour la première fois comme outil de maîtrise de la pandémie par de nombreux gouvernements ont transformés la crise sanitaire en crise économique et sociale (chômage, pauvreté, exclusion numérique…) en stoppant ou modifiant beaucoup d’activités. La modélisation épidémiologique est très difficile, les paramètres étant contrôlés à la fois par des décisions politiques et le comportement des individus. Sans compter que les caractéristiques de la maladie elle-même et de sa contagion sont mal connues (incluant des mutations virales). Tout ceci ne facilite pas la définition de scenarios de fin de pandémie, d’une « disparition « naturelle à une situation sans remède ni immunité durable Dans un monde idéal, l’économie retournera à un « business as usual ». Mais en fait la situation a conduit à des changements importants dans les manières de vivre et de travailler (télétravail, commerces à distance, transports …). Pour certains secteurs, la crise met en évidence des risques structurels qu’il faudra résoudre pour une vraie relance. Dans l’attente, les gouvernements injectent des grandes quantités d’argent pour pallier aux situations critiques de divers secteurs économiques. Cependant, il semble clair que pour redémarrer l’économie, il faudra prendre en compte les conditions qui ont conduit à cette pandémie et à ses conséquences, par exemple pour les chaines d’approvisionnement Dans la crise sociale, il ne faut pas oublier la situation de l’enseignement, de l’école à l’université voire les écoles doctorales. De nouvelles approches pédagogiques ont été développées (parfois avec difficulté, du fait d’un accès limité au numérique et au manque d’accès à des professionnels de l’enseignement – les parents n’ont pas toujours pu jouer efficacement ce rôle), mais l’échange direct via le lien social est important pour consolider les connaissances et les transformer en expérience. L’apprentissage a été perturbé et la validation des savoirs n’est pas garantie. Une autre dimension est impactée : la géopolitique, la façon de gérer la crise, les interactions et échanges avec les autres pays, la mobilité… Un nouveau paysage économique peut en surgir. Comme les chinois l’expliquent, crise égal risques plus opportunités, à saisir. Cette crise a mis aussi en avant une ambiguïté envers la science et les gouvernements de la part de l’opinion publique, beaucoup d’espoir et beaucoup de méfiance. La méconnaissance de la maladie a conduit à des prises de décisions difficiles et incomprises.
- Alerte / Enjeu N°1 : les matériaux, des évolutions quantitatives et qualitatives
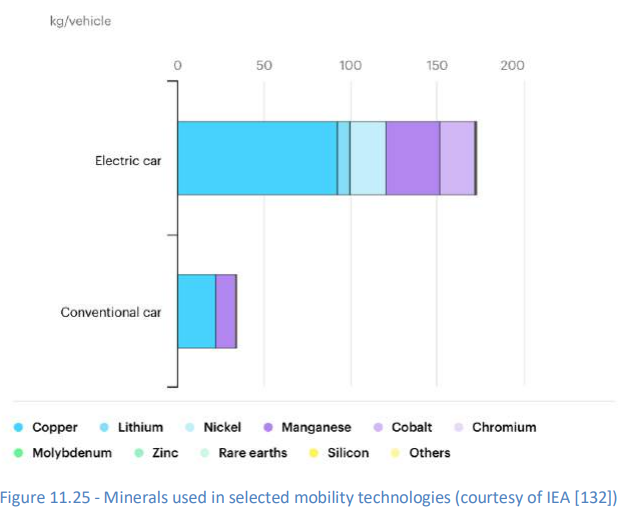
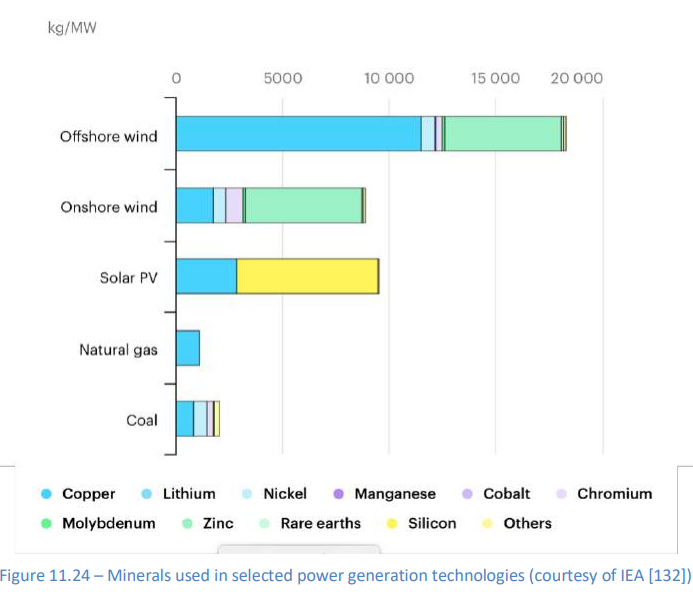
Si on regarde les matières premières comme l’énergie ou les matériaux, leur évolution reflète celle de l’industrie et des biens de consommation. Les productions d’acier, d’aluminium, de béton ont bien sûr chuté en 2020 et la suite dépend du redémarrage soutenu par des plans de relance. Ainsi la construction devrait redémarrer rapidement tandis que les industries automobile et aéronautique (chute forte du trafic aérien) resteront plus longtemps en récession. Ceci aura bien sûr des conséquences sur le béton, l’acier, l’aluminium. La suite dépendra principalement de l’écart entre la nouvelle normalité post-pandémie et le Business d’avant. Les changements en cours et à venir vont impacter qualitativement (e-mobilité, batteries, hydrogène, énergies renouvelables) et quantitativement (moindre mobilité, technologies de l’information) les volumes et les matériaux (nature : ex. cuivreux, silicium, cobalt, lithium, terres rares, composites). Ci – dessous un exemple de matériaux pour la mobilité électrique et l’énergie :
Les matériaux pour la santé voient leur développement s’accroitre à la fois pour la vie courante (masques) mais aussi vers un plus haut niveau de sophistication. Les matériaux resteront donc clefs pour les diverses industries et développements mais dans une vision écologique et sociale différente. L’économie circulaire est la piste à privilégier pour un futur résilient. Cependant les masques sont eux jetés pour incinération… Le télétravail devient une pratique qui va devenir durable pour les entreprises. Il va conduire à une diminution de la construction d’espaces de bureaux dans les villes (mais des espaces de co-working vont fleurir près de nœuds de transport). Au-delà du télétravail, la crise sanitaire a accru la dépendance aux outils de communication, accès à internet, systèmes d’information, et autres services digitaux. Le pas vers une économie plus digitale est franchi et l’industrie 4.0 voire 5.0 est là. Les infrastructures support devront être renforcées dans le futur (antennes, stockages, serveurs…), donc de l’acier, du béton, des cuivreux, du silicium, du lithium…
- Enjeu / Alerte N°2 : Matériaux et Santé
Les risques d’être contaminé en touchant des matériaux qui le seraient ont fait l’objet de nombreux articles dans la presse (survie du virus de quelques heures à quelques jours en fonction des matériaux … et des articles). Certains matériaux tuent les bactéries ou les virus. Le cuivre et le laiton sont biocides et cette propriété a été souvent mentionnée pour son utilisation pour les pièces de monnaie. Il en est de même pour l’argent. D’autres matériaux comme les films PET ont aussi cette propriété. Des revêtements adaptés par exemple sur acier inoxydable peuvent aussi jouer un tel rôle : ils sont de même nature que les peintures antifouling des coques de bateau. En plus des équipements de santé (hôpitaux, respirateurs, masques …), de nombreux matériaux dits « Biomatériaux » sont utilisés comme implants chirurgicaux (métaux, céramiques, polymères, composites, matériaux naturels) et la recherche dans le cadre des nanotechnologies est très active.
- Enjeu / alerte N°3 : Environnement
Le rôle de la diminution de la biodiversité a été identifié comme un paramètre possible de l’émergence du COVID19. La réduction des zones sauvages facilite la circulation des espèces entre les forêts tropicales et les zones habitées, les villes. Les mutations des virus permettent le passage d’une espèce à l’autre, certaines faisant partie de la nourriture humaine … Ceci pourrait conduire à repenser les villes et leurs interactions avec la vie sauvage, au-delà des parcs et jardins en créant des zones « libres » pour la faune avec des passages (corridors) vers les espaces naturels. Ceci pourrait conduire à la construction de nouvelles infrastructures faisant appel au bois, au béton, pierre, acier… voire à des matériaux intelligents pour la connectivité. Notre connexion à la nature doit être réévaluée pour aller du curatif vers le préventif. Une autre évolution des villes démarre : des équipements en toiture, dans des bâtiments spécifiques… pour des cultures et assurer des approvisionnements alimentaires locaux, fruits et légumes. Ils nécessiteront des matériaux pour des cellules photovoltaïques, des isolants en toiture, des constructions durables … Le confinement a eu en fait des conséquences négatives mais aussi positives d’un point de vue changement climatique : en effet il a réduit de façon significative les émissions de gaz à effet de serre. De même, le bruit, la pollution de l’air, celle de l’eau ont diminué. Mais en parallèle, le recyclage a diminué, les déchets augmenté (ex. les plastiques dans les emballages individuels mono usage). L’utilisation de la bio-métallurgie pourrait être aussi remise en cause bien que les technologies soient basées sur des bactéries et non pas des virus.
Référence pour les figures: Clean energy progress after the Covid-19 crisis will need reliable supplies of critical minerals, IEA, 6 May 2020, https://www.iea.org/articles/clean-energy-progress-after-the-covid-19-crisis-will-need-reliable-supplies-of-critical-minerals
2-3 Les partenariats de développement de nouveaux matériaux entre concepteurs de produits innovants et producteurs de matériaux de haute qualité sont un facteur-clé de la capacité d’innovation en France
Hubert Schaff
Mots Clefs : Innovation, Applications nouvelles, Matériaux innovants, Partenariat Concepteur-Producteur, Localisation industrielle
- Constat Post COVID sur le thème : Certains producteurs de matériaux français sont fragilisés ou à vendre
- Alerte / Enjeu: L’industrialisation d’un produit innovant conçu en France devient incertaine si le producteur des matériaux nécessaires n’existe pas en France, et si les compétences pour le développer sont lointaines.
Le bureau d’études et les services de fabrication d’une entreprise innovante ont souvent besoin des équipes de R&D du producteur de matériau pour développer les produits industriels présentant les propriétés d’usage et de mise en œuvre adaptés au nouvel équipement. Ces matériaux nouveaux conditionnent également la durabilité et la recyclabilité. Dans de nombreux cas, la réussite de ces développements conditionne directement la réussite de l’innovation et sa place sur le marché.
- Recommandations/ Propositions: Il est nécessaire de conserver en France une panoplie de producteurs de matériaux de haute qualité pour permettre des partenariats de développement de nouveaux matériaux présentant les propriétés nécessaires à la nouvelle application.
- Conclusion: Ne pas laisser s’échapper hors de France les centres de décision, les usines et les centres R&D des producteurs de matériaux de haute technologie.
Annexe :
Pour conserver la capacité d’innover en France, et être capable de réussir l’industrialisation de ces innovations, il est indispensable de préserver la présence en France d’une panoplie complète de producteurs de matériaux de haute qualité, et les compétences associées.
Le succès d’une innovation est le plus souvent dépendant de la qualité des matériaux qui servent à la concrétiser. Dans de nombreux cas, l’innovation elle-même dépend de la capacité à développer un ou plusieurs matériaux nouveaux présentant des propriétés particulières, ou un compromis de propriétés d’usage et de mise en œuvre différents des matériaux standards existants. Si les matériaux utilisés pour réaliser les préséries sont imparfaitement adaptés ou insuffisants, l’industrialisation de l’innovation est vouée à l’échec, et les perspectives d’emplois industriels disparaissent.
Le concepteur dans son bureau d’études, associé aux services production industrielle dans son entreprise ne possèdent pas les compétences pour réussir seuls le développement de ces nouveaux matériaux. Ils ont besoin des compétences des services R&D des producteurs de matériaux. Si ce producteur n’est pas en France, le succès devient plus incertain : il y a un risque supplémentaire de fuite d’information vers un concurrent de ce pays, et de ralentissement de l’étude si ce producteur fait des développements analogues avec d’autres dans la même période. Or un délai d’aboutissement le plus court possible est un facteur-clé de succès important en innovation. L’indépendance nationale procure les meilleures chances de confidentialité et de réussite rapide.
Les exemples de succès dans les années récentes sont nombreux, notamment :
- nouveaux alliages Aluminium-Lithium pour l’aéronautique (Constellium)
- nouvelles nuances d’alliages d’aluminium pour automobiles (Constellium)
- nouvelles nuances de tôles en aciers pour l’allègement des automobiles (ArcelorMittal)
- nouvel acier ultra-haute-résistance pour les arbres de turbine du moteur LEAP Safran (Aubert & Duval)
- etc…
Sans la présence en France des usines de ces producteurs et des compétences de leurs centres R&D, le succès de ces développements n’aurait pas été le même.
Noter en outre que les laboratoires de recherche académiques français sont associés par des contrats et des thèses dans ce type de partenariat industriel. Ils y apportent des compétences de très haut niveau et contribuent à la progression des connaissances des industriels. La France paraît aujourd’hui en bonne position dans ce domaine, et il n’est pas souhaitable de freiner cette dynamique.
En conclusion, il paraît fondamental de ne pas laisser s’échapper hors de France les centres de décision, les usines et les centres R&D des producteurs de matériaux de haute technologie, pour maximiser les capacités d’industrialisation des innovations.
2-4 Prospectives Matériaux Polymères et Composites
Contribution : Isabelle Royaud pour l’équipe 304-Physique, Mécanique et Plasticité, Institut Jean Lamour
Mots Clefs : polymères, composites
Avenir des matériaux polymères et composites :
Comme l’ont très bien montré Y. Grohens et J. Duchet-Rumeau dans un Rapport de Convergence sur les grands enjeux des matériaux polymères en 2019, les principaux défis des polymères et composites concernent principalement la gestion de la complexité structurelle et des propriétés physiques associées à divers nouveaux matériaux polymères hybrides. Ils répondront aux exigences de performance et de sécurité des polymères et composites du quotidien, tout en intégrant la vitesse et la sobriété de développement, de personnalisation, voire de simplicité d’innovation. Pour ceci, il faut :
- Faire appel à la simulation numérique de manière complémentaire aux approches théoriques et expérimentales en prenant en compte de manière plus fine les conditions aux limites des propriétés du matériau.
- Innover sur la modélisation des couplages photo-hydro-chimio-thermomécaniques sous sollicitations statique et dynamique (fatigue) pour une estimation réaliste des durées de vie dans les conditions d’usages pour la prédiction de la durabilité.
- Répondre à la question : peut-on tirer des lois de comportement des relations microstructures/propriétés pour bâtir des modèles prédictifs? Sachant qu’une loi de comportement est spécifique pour chaque matériau, qu’elle ne peut donc pas être universelle et qu’elle doit représenter le matériau dans toutes les situations, quelques soient les sollicitations, les conditions de dépendance du matériau (vitesse, température).
- Utiliser les apports de l’Intelligence Artificielle pour l’accélération des développements dans le domaine de la formulation et des mises au point de procédés. Demain, nous devrions être capables de concevoir une structure hiérarchique basée sur les données de simulation multi-échelles du cahier des charges d’un objet en matériau polymère ou composite.
- Respecter les enjeux environnementaux et poser les questions de la réduction des impacts des plastiques par une meilleure recyclabilité, de la durabilité des propriétés des polymères issus de la biomasse ainsi que de l’apport des polymères bio-sourcés ou biodégradables dans les objets de la vie courante. La grande diversité des polymères, leur stabilité en température, l’éventail de distribution des masses molaires et l’architecture biologique ouvrent des opportunités d’exploration de la relation structure-propriété des matériaux écologiques.
- Tirer profit des outils de la plasturgie tels que l’extrusion réactive et/ou multi-nanocouches pour structurer les matériaux polymères aux différentes échelles. Il résulte de ce processus une stratification des polymères qui peut induire des effets d’interfaces dans des échantillons massiques. De nombreuses propriétés innovantes en découlent et des questions de physique fondamentale du confinement/interfaces sont toujours d’actualité. De plus, l’architecture des polymères peut être réalisée aussi maintenant par impression 3D et combinée avec des techniques d’auto-organisation des matériaux polymères. La combinaison de ces processus / nanostructures devrait apporter à l’avenir des systèmes stimulables, des capteurs et des actionneurs innovants. L’importance de la prise en compte des divers couplages électrique, mécanique, thermique et l’ouverture vers d’autres disciplines pour chercher des informations complémentaires (propriétés diélectriques par exemple) par l’étude des dynamiques relaxationnelles et des propriétés couplées sont des domaines riches d’applications issues du contrôle des diverses échelles de structuration.
- Répondre au défi soulevé qui est celui de la conception-préparation des échantillons et de leur conditionnement pour la recherche. Quelle est la représentativité d’un échantillon modèle, d’un échantillon industriel simplifié et quels sont les liens avec l’échelle de la mise en œuvre employée ? Quelle est la pertinence du mode operando en situation d’investigation hors équilibre ou co-localisées ?
- Suivre l’évolution des structures sous contrainte en explorant le domaine des grandes vitesses de déformation dans les composites où les techniques d’investigation in-situ doivent faire preuve d’ingéniosité.
Quelques pistes prospectives dans le domaine des matériaux polymères et composites :
- Mécaniques des polymères et composites.
Cette discipline devrait attirer plus de chercheurs parce qu’elle a renouvelé ses objets d’études (ex : les nanocomposites chargés ou renforcés pour donner des propriétés fonctionnelles particulières et pour l’allègement de la structure) tout en préservant les compétences disciplinaires (la mécanique des matériaux et en particulier des polymères à l’état solide) qui sont les fondements mêmes des connaissances de bases souvent nécessaires aux travaux de recherche pluridisciplinaires. - Approches de recherche transverses.
La synthèse du matériau par les chimistes/physicochimistes et la prise en compte du procédé est nécessaire pour obtenir la performance physique. Il est donc nécessaire de fédérer les chimistes, les rhéologues, les plasturgistes, les chercheurs du génie des procédés pour le design d’un matériau à fonction(s) spécifique(s) et les spécialistes des relations microstructures/propriétés physiques voulues. - Développement de nouveaux outils expérimentaux (couplages in situ).
Afin de développer des caractérisations originales pour la pertinence de la mesure, le développement de nouveaux outils d’analyse de couplage in situ est requis. Ce développement est chronophage et pas forcément reconnu. Par conséquent, nous devons passer du temps à les développer dans un monde de recherche où la valorisation à court terme est le seul facteur pris en compte dans l’évaluation. Il faut permettre de recruter des perso - Reconnaissance des mesures des propriétés physiques des polymères et composites.
S’intéresser aux comportements physiques des matériaux polymères et composites semble essentiellement toujours motivé par des vocations applicatives. Les travaux scientifiques dans ce domaine doivent être jugés aussi importants que d’autres dans la hiérarchie de la valeur scientifique. Il faut s’intéresser et propose - Complémentarité des compétences théorie/expérience/numérique.
Il existe des travaux orientés vers le développement d’études théoriques et de simulations numériques pour la conception de matériaux fonctionnels dans le but de mieux comprendre notamment les phénomènes de transfert multi-composants. Cette complémentarité autorise à choisir des standards pour le développement de structures complexes, de déterminer des mécanismes physiques spécifiques liés aux nanostructures, et d’établir des connexions entre différentes échelles. Des systèmes (multi)fonctionnels intégrant les polymères seraient ainsi conçus permettant d’atteindre les fonctionnalités visées. - Impact environnemental, durabilité, écoconception et en particulier la fin de vie des matériaux polymères et composites.
L’économie circulaire et la recyclabilité doivent être intégrée dès la conception des objets en matériaux polymères et composites en intégrant les matériaux biosourcés et issus de la biomasse pour une durabilité contrôlée et une performance optimisée de l’objet produit en usage. - Études des matériaux polymères et composites utilisés à l’interface de la discipline « santé ».
De nouveaux matériaux composites innovants en Odontologie sont en préparation, les caractérisations des propriétés mécaniques de l’os, des muscles, des artères, des tendons, la durabilité des implants biomédicaux in vivo sont autant de nouveaux défis à atteindre. - Prise de conscience de fédérer la communauté des polyméristes Lorrains puis du Grand-Est sur la thématique ’Relations Microstructures/Propriétés des Polymères’ de la synthèse à l’objet, création de cette Fédération par l’équipe PMP304 en novembre 2019. Afin de fédérer la communauté qui doit être reconnue par l’UL et rendre lisible à l’échelle nationale cette communauté, celle-ci doit pouvoir se reconnaître dans des appels à projet propre, dans des postes de chercheurs fléchés afin de pallier les difficultés de recrutement, dans des journaux scientifiques ciblés et reconnus porteurs des thématiques précédemment citées.
2-5 Matériaux céramiques réfractaires, indispensables pour l’industrie « primaire » (élaboration des matériaux de structure) pilier de l’industrie
Pascal Pilate, Jean-Louis Guichard, Jacques Poirier, pour la Commission mixte GFC-SF2M « Matériaux céramiques réfractaires »
Mots Clefs : réfractaires, Procédés, aciers, métaux non ferreux, ciment ,verre, approvisionnement, industrie lourde, formation
- Constat Post COVID sur le thème
L’épidémie de COVID 19, surtout lors du premier semestre 2020 et vraisemblablement pour une période beaucoup plus longue nous a cruellement rappelé combien nous sommes dépendants de productions extra-européennes. Cette dépendance s’est surtout révélée pour des produits de première nécessité en cette période de crise, comme par exemple les masques sanitaires, les médicaments, le plexiglas, le matériel électronique,…
Le grand public ignore que l’épidémie a également touché d’autres secteurs et notamment des secteurs industriels importants, voire stratégiques. C’est notamment le cas de l’approvisionnement en matières premières minérales spécifiques, dont dépendent certaines productions fondamentales. Si l’épidémie a amplifié certains faits, il est notoire qu’il existe également une dépendance dans ce domaine, qu’elle perdure depuis un certain temps et risquent d’être critique dans le futur. Cette dépendance n’est pas suffisamment prise en considération par les autorités nationales et européennes ainsi que les sociétés financières. Dès à présent, elle conduit à des dysfonctionnements de notre société qui pourraient devenir catastrophiques.
La mondialisation est, à long terme, un phénomène irréversible. Cependant, aujourd’hui, la perte d’un minimum d’autonomie dans certains secteurs « clés » pourrait remettre complètement en question notre modèle de civilisation occidental. Ces secteurs concernent principalement les matériaux et la chimie : production de l’acier, des métaux non ferreux, du ciment, du verre, des céramiques, …. Rappelons que le ciment est le premier matériau produit dans le monde et l’acier, le second.
Ces productions nécessitent à la fois la maitrise des procédés de fabrication à hautes et très hautes températures (par exemple 1600°C pour l’acier) et donc également la maitrise des outils nécessaires à ces procédés.
Cette nécessité peut se concrétiser par quelques besoins essentiels :
- Une industrie performante capable de fabriquer les produits
- Les outils de fabrication récents et donc des investissements importants
- Des matières premières
- Une connaissance, un savoir-faire et une compétence suffisante
D’autre part, ces industries stratégiques et vitales sont des industries à forte émission de CO2.
Face à l’urgence environnementale, elles sont confrontées à des défis scientifiques et technologiques considérables : créer et mettre en place de nouvelles filières « décarbonatées », ce qui nécessitera à très court terme des investissements importants et donc des ressources financières colossales
La présente note est destinée à situer les matériaux réfractaires, matériaux indispensables à ces industries primaires, qualifiées d’industries du feu, dans cette chaine de valeur et de définir certains besoins.
- Alerte / Enjeu N°1: Les matériaux réfractaires sont clefs pour l’industrie
Les matériaux réfractaires sont des matériaux de structures (briques, béton, mortiers, …) utilisés dans les installations industrielles qui fonctionnent à haute température : fours, récipients, chaudières, réacteurs… Ils permettent de confiner des volumes maintenus à haute température, ils servent à contenir et transporter des solides ou des liquides à haute température.
Ces matériaux doivent présenter une bonne stabilité physique et chimique en service. La stabilité physique signifie principalement une constance dimensionnelle dans le temps. En effet, des variations de dimensions importantes en service peuvent conduire à des contraintes thermomécaniques et des désordres structurels qui conduisent à la destruction des installations. La stabilité chimique signifie principalement deux choses : une corrosion (usure) limitée et maitrisée afin d’assurer une durée de vie « suffisante » pour que le procédé soit rentable, et une faible interaction avec le(s) produit(s) fabriqué(s) ou traité(s), afin d’éviter une contamination et des transformations. Ceci permet notamment d’obtenir des produits très propres avec des performances élevées.
Les matériaux réfractaires sont absolument indispensables à la construction des fours à coke et des hauts fourneaux, au garnissage de tous les récipients de transport et de traitement de la fonte et de l’acier. Les réfractaires sont utilisés pour le garnissage de tous les fours de fusion et de traitement thermique pour la fabrication du verre, du ciment, de la chaux, la production des métaux non-ferreux, la fabrication de céramiques et de produits chimiques, la galvanisation, … Ils sont également utilisés pour des procédés de mise en forme tels que le coulage (fonderie) et le recuit, pour la production d‘énergie (chaudière à énergie fossile, biomasse, …) et la gestion des déchets domestiques et industriels (incinération).
La principale utilisation est actuellement la production d’acier (consommation d’environ 70% à l’échelle mondiale, 58% en Europe), les autres secteurs sont moins importants et/ou consomment moins de réfractaires.
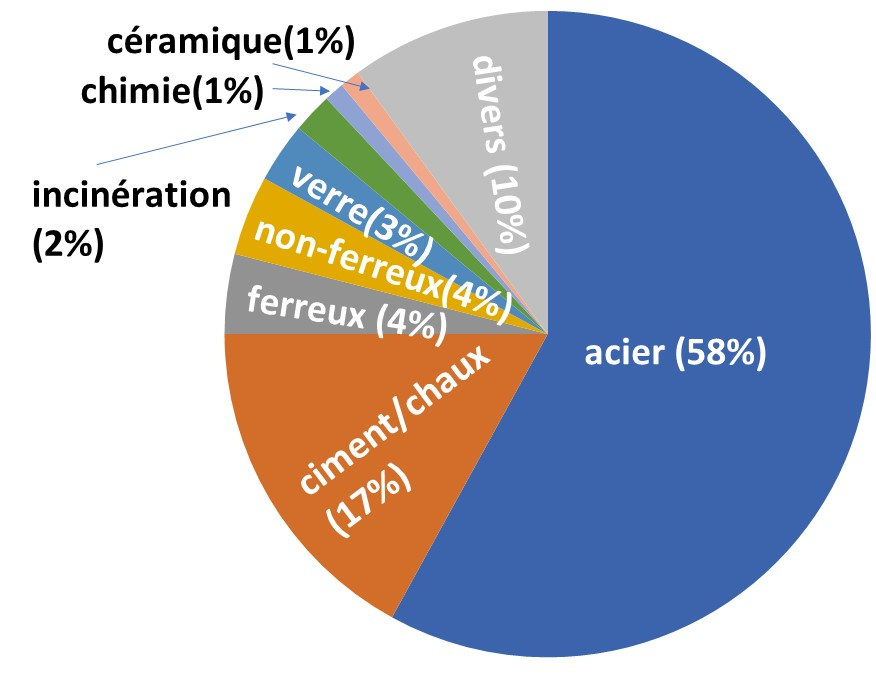
Répartition du marché des réfractaires en Europe.
Bien que le volume de réfractaires, ainsi que la part financière qu’ils représentent dans la fabrication des biens soient faibles (acier : 15-20 kg/t, cuivre : ~3kg/t, ciment : ~3kg/t, verre : ~ 4kg/t), il est évident qu’ils sont absolument nécessaires et peuvent donc à ce point de vue être considérés également comme stratégiques et suivis comme tels pour l’autonomie de nos « industries du feu ».
- Alerte / Enjeu N°2: les Matériaux réfractaires sont très techniques et les approvisionnements hors Europe
Les matériaux réfractaires sont fabriqués à partir de différentes matières premières naturelles et synthétiques. D’une manière générale, on peut les classer en trois grandes familles : les produits du système binaire alumine-silice (Al2O3-SiO2), les produits basiques et les produits spéciaux.
A l’extrémité du système, on trouve les matériaux réfractaires siliceux (SiO2 > 93 %). Ces produits sont fabriqués à partir de quartz naturel qui se transforme en cristobalite et tridymite lors de la cuisson. Ils sont principalement utilisés en verrerie (voûte de four) et en cokerie (parois four-carneaux). Il semble qu’aujourd’hui, la diminution du nombre de fournisseurs, ainsi que le regain d’intérêt pour la rénovation des fours de cokerie en Europe, conduise à une pénurie de « briques de silice » et à des importations en provenance de Chine. De plus, toujours dans le domaine de la cokerie, une tendance consiste à utiliser des produits à base de silice amorphe obtenue par fusion du quartz. Il y a des productions de silice fondue uniquement en Amérique et en Asie, mais pas en Europe.
Les produits binaires Al2O3-SiO2 comprennent les matériaux argileux (18-45 % Al2O3), les produits à base d’andalousite (Al2O3.SiO2) (55-65% Al2O3), les produits de mullite (3Al2O3.2SiO2, ~ 70% Al2O3), les produits de bauxite (hydroxyde d’aluminium) calcinée (Al2O3 > 80 %). À la deuxième extrémité du système, on trouve les produits l’alumine synthétique (Al2O3> 95 %). Les argiles sont aisément disponibles en Europe, mais l’andalousite provient principalement d’Afrique du Sud (60 %), du Pérou (~10 %), et de Chine (~10 %). Une production limitée (20 %) existe cependant en France (à Glomel située en Bretagne). La bauxite «réfractaire» (> 80% Al2O3 (calcinée)) provient principalement de Chine, du Brésil et de Guyane (>90%). L’alumine synthétique est fabriquée par voie chimique à partir de bauxite de moindre qualité (Al2O3 < 80%) beaucoup plus disponible sur le marché mondial. Cette alumine peut également servir à la fabrication de la mullite. Des productions existent en Europe.
Pour cette famille de matériaux (alumine-silice), toutes les productions devraient être repensées principalement en fonction des possibilité locales : présence d’argile, quantité limitée d’andalousite, alumine d’origine synthétique.
Les matériaux basiques correspondent principalement aux matériaux fabriqués à partir de magnésie (MgO), de dolomie (MgO,CaO), de chromite ((Mg,Fe)(Cr,Al,Fe)2O4), d’oxyde de chrome (Cr2O3),… qui sont soit d’origine naturelle, soit d’origine synthétique (élaborées à partir d’eau de mer ou de saumure). Ils servent à la fabrication de matériaux : magnésie, magnésie carbone, magnésie spinelle (MgOAl2O3), alumine spinelle, dolomie, magnésie-chrome, alumine-chrome,…qui sont principalement utilisés en sidérurgie et en cimenterie. La magnésie représente environ 25 % des matières premières nécessaires aux matériaux réfractaires. Elle est produite un peu partout dans le monde, mais les deux plus grosses productions se situent en Chine et en Russie (>65 %), le reste est dispersé dans de petites productions dans le monde (Turquie (10%), Inde, Australie, Grèce, Amérique,…). Elle est indispensable à l’obtention d’acier. La dolomie est disponible en Europe, cependant, ses produits présentent notamment une grande sensibilité à l‘humidité, ce qui les rend beaucoup moins pratiques et performants que la magnésie. Leur recyclage est difficile et même impossible alors que celui de la magnésie est largement pratiqué. La chromite et l’oxyde de chrome (issus de la chromite) permettent de fabriquer des matériaux très résistants à la corrosion (alumine-chrome par exemple). L’oxyde de chrome présent dans ces produits peut, pendant leur utilisation à haute température, s’oxyder en Cr VI cancérigène et depuis quelques dizaines d’années, on évite d’utiliser les produits qui en contiennent. Cependant, dans quelques applications spécifiques, ils restent encore indispensables, comme par exemple dans les installations sidérurgiques sous vide RH/RH-OB. Dans les fours d’incinération de déchets industriels, des solutions de remplacement sans oxyde de chrome sont actuellement testées. Le sable de chromite « réfractaire » est également utilisé pour fabriquer les masses (sables) de bouchage du dispositif d’ouverture des poches à acier. Le principal fournisseur mondial de sable de chromite est l’Afrique du sud. En Europe, les approvisionnements, ainsi que le prix fluctuent en fonction des conditions d’exploitation dans ce seul pays.
En ce qui concerne les réfractaires spéciaux, on peut citer quelques matières premières principales telles que le zircon (ZrSiO4) qui est un produit naturel, la zircone (ZrO2) issue de la transformation du zircon, le carbure de silicium, le graphite, …Le zircon (et la zircone), principalement utilisé en verrerie proviennent uniquement de trois localisations dans le monde : l’Afrique du Sud, la Floride (US) et l’Australie. Ces gisements ne sont pas très importants et doivent être préservés. De plus, les disponibilités et les prix fluctuent également en fonction des conditions d’exploitation dans ces pays. Le carbure de silicium est uniquement d’origine synthétique, il est utilisé comme additif dans certains matériaux ou comme matière première principale pour certaines applications comme l’incinération, l’électrolyse de l’aluminium ou certaines zones des hauts fourneaux (ceintures des tuyères). Plus de la moitié de la production mondiale de carbure de silicium est réalisée en Chine.
Le graphite est d’origine naturelle mais peut être fabriqué, il est utilisé (30 % du marché total) pour réaliser des réfractaires « carbonés » (sidérurgie) mais également des matériaux massifs (cuves de hauts fourneaux, électrodes pour fours électriques, …). Les principales sources de graphite sont localisées à Madagascar, au Brésil et en Chine (85 %), dont les 2/3 en Chine.
- Alerte / Enjeu N°3: Des ressources et des technologies ne sont pas suffisantes, il faut aussi de l’expertise, des compétences
La situation de la formation en réfractaires est inquiétante. Comme en Amérique, en Europe, le nombre d’instituts supérieurs d’enseignement et de recherche qui proposent un cursus propre en matériaux céramiques et réfractaires, et/ou qui incluent cette spécialité dans leur enseignement sont très peu nombreux (<5). Ce qui pose un problème majeur de formation et de transmission du savoir et des compétences. Les entreprises ont des grandes difficultés à recruter des cadres formés à ce métier. Par contre, en Chine, de nombreuses universités l’enseignent et des milliers d’étudiants sortent diplômés chaque année.
- Recommandations/ Propositions :
La production des produits stratégiques indispensables à notre civilisation actuelle et future (l’acier, les métaux non-ferreux, le ciment, le verre, la chimie, la chaux, les céramiques, …) est absolument liée aux matériaux réfractaires qui servent à la construction des outils de production. Les réfractaires sont donc eux-mêmes des matériaux stratégiques.
Il est donc indispensable que notre société occidentale garde une maîtrise suffisante de la production de ces matériaux ainsi que des activités de recherche concernant les réfractaires. Pour cela, il est nécessaire :
- De maintenir un tissu industriel suffisant et performant, mais n’est-il pas déjà trop tard ?
- De garder un niveau de connaissance et de compétence suffisant, notamment via l’enseignement et la recherche
- D’avoir un accès « suffisant » (disponibilité et indépendance) aux matières premières nécessaires à la fabrication des réfractaires et de développer des filières de recyclage.
Il est évident que l’enseignement relatif au sujet est très faible en Europe par rapport à celui pratiqué dans un pays tel que la Chine. Si la recherche dans ce domaine n’est pas négligeable, une culture générale nécessaire pour aborder l’ensemble des problèmes industriels est souvent faible ou est devenue absente chez les utilisateurs.
En Europe, pour certaines catégories de réfractaires il existe des matières premières en abondance. Des gisements ou des productions suffisants sont présents. Cependant, il est évident que pour certains produits performants, des lacunes existent. Les matières premières n’existent pas en Europe, la disponibilité, la qualité et le prix fluctuent constamment. Pour certains une dépendance extra-européenne, totale est évidente.
Il est évident qu’une indépendance complète de l’Europe par rapport aux autres continents n’est pas possible et n’est pas nécessairement souhaitée. Cependant, il est nécessaire d’assurer une certaine continuité qui nécessite un minimum de conditions déjà citées ci-dessus.
Pour diminuer la dépendance, on peut envisager une série de mesures dont la plupart sont déjà en cours mais doivent être amplifiées et pérennisées :
- L’évaluation et la valorisation de toutes les sources possibles d’approvisionnement
- L’invention et la production de nouvelles matières premières
- L’invention, l’optimisation et l’utilisation de nouveaux matériaux réfractaires
- L’optimisation des procédés de fabrication et d’utilisation des réfractaires
- L’optimisation des procédés de récupération et de recyclage
- Le maintien d’un niveau de connaissance suffisant (enseignement et recherche)
Enfin, il est nécessaire d’insister sur le fait que les différentes autorités doivent jouer un rôle essentiel et être conscientes de la nécessité de soutenir le secteur des matériaux réfractaires et ce en favorisant les 6 points cités ci-dessus.
D’autre part, les contraintes environnementales auxquelles vont être inéluctablement confrontées les industries des hautes températures, nécessiteront de mettre en place des procédés décarbonatés (par exemple l’utilisation de l’hydrogène). Ces procédés émergents ont des conséquences majeures sur le choix des réfractaires. Saurons-nous relever ces défis ? La question reste ouverte.
2-6 Fabrication additive métallique
Julien ZOLLINGER (IJL) – Frédéric SCHUSTER (CEA) – Bruno CHENAL (Constellium)
Mots Clefs : Métaux, fabrication additive, conception, énergie
- Introduction
D’une manière générale, la fabrication additive (FA) se trouve au cœur des grandes transitions : numérique, énergétique et médecine du futur. C’est une technologie de souveraineté qui impacte l’ensemble des secteurs industriels.
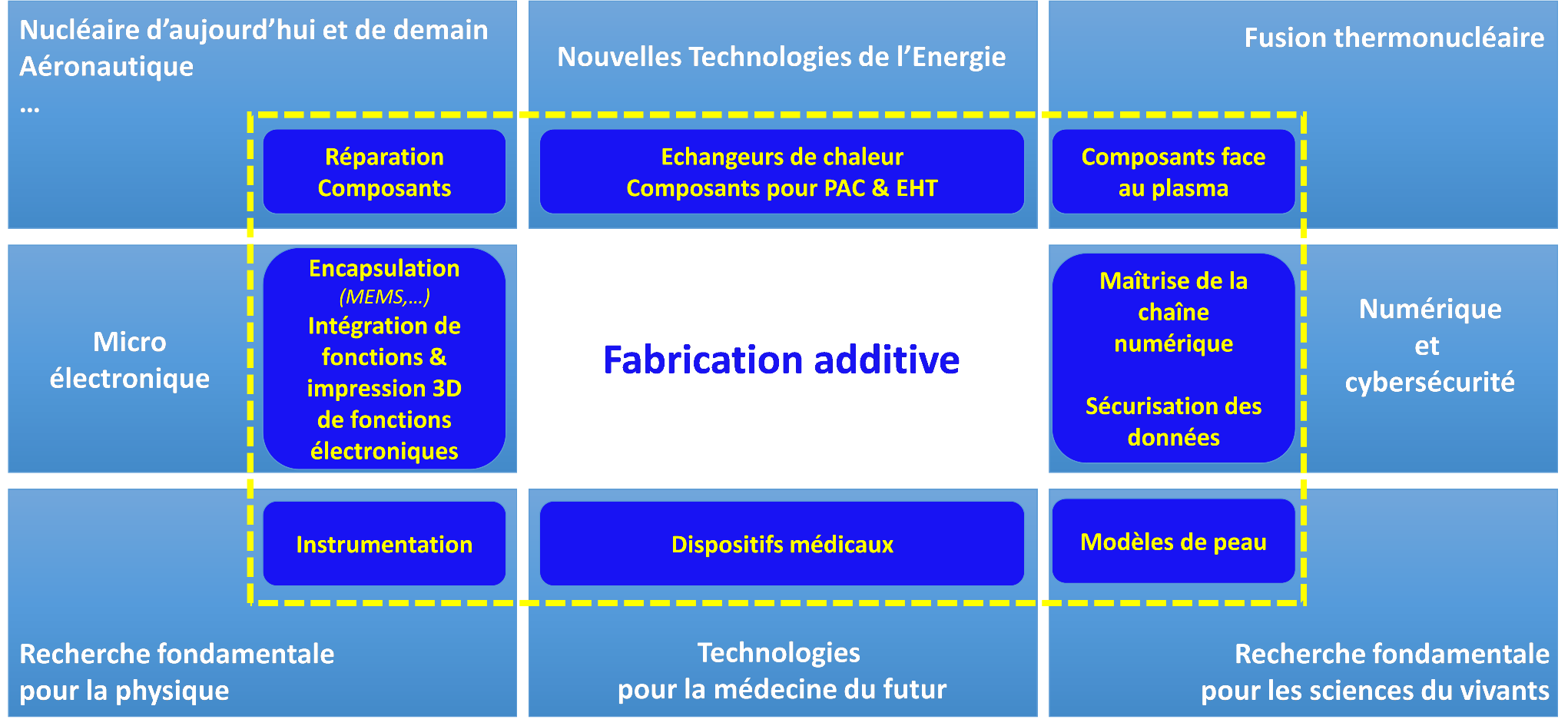
Dans une période post-Covid 19, le développement de la fabrication additive apparaît également comme une contribution possible à la relocalisation d’une production industrielle de composants à haute valeur ajoutée et une contribution non négligeable à la constitution de « supply chains » plus résilientes. Lors de la crise du Covid, quelques démonstrations ont été faites de la réactivité de cette technologie pour produire en un temps record des composants de respirateurs, des dispositifs filtrants ou des systèmes de protection individuelle. Les innovations issues de la fabrication additive sont, d’une part, incrémentales lorsqu’il s’agit de reproduire des pièces existantes, et d’autre part, en rupture, grâce aux nouveaux degrés de liberté que permet par exemple l’optimisation topologique des composants.
Dans le domaine de la fabrication additive métallique, le saut technologique que pourrait apporter cette technologie n’a pas encore été franchi totalement et un certain nombre de verrous doivent encore être adressés. On produit encore principalement aujourd’hui des pièces conventionnelles avec des matériaux conventionnels pour lesquels les bénéfices associés proviennent de la réduction des étapes de fabrication (usinage, assemblage) : intégration en une seule étape ou de la possibilité de fabriquer des géométries impossible à réaliser par des moyens conventionnels. Les développements de cette technologie se sont focalisés dans un premier temps sur la mise au point du procédé d’impression (augmentation de la vitesse d’impression, augmentation de la dimension des imprimantes et donc des pièces produites, fiabilité, reproductibilité). En parallèle toute la chaine numérique s’est développée avec notamment les logiciels de numérisation 3D et l’intégration d’approches d’optimisation topologique. Par contre à ce jour très peu de matériaux ont été spécifiquement designer en intégrant les spécificités de la FA.
Outre le grand potentiel de réindustrialisation associé à la FA (il est imaginable de (re)convertir des sites sidérurgiques et métallurgiques pour la production de poudres, fils d’apports, etc[1]), cette technologie et son développement peuvent accompagner des nombreux autres défis sociétaux pour peu que des moyens conséquents soient investis dans la recherche qui y est associé, en particulier dans le domaine dans le domaine des matériaux et de la métallurgie. Les quelques exemples que nous donnerons ici, loin d’être exhaustifs, illustrent cette affirmation.
- La réduction du nombre de matériaux et de l’utilisation de métaux stratégiques
Après une explosion du nombre de matériaux dans les objets du quotidien à partir des années 2000, la raréfaction des ressources et le recours de plus en plus systématique au recyclage imposent pour l’avenir une tendance inverse, c’est-à-dire la diminution du nombre de matériaux constituant les objets. D’un point de vue métallurgique, cela signifie réduire le nombre de nuances d’alliages tout en conservant a minima les propriétés et performances de chaque composant. La FA peut apporter des solutions en permettant la réalisation de pièces plus complexes qui supprimeraient la contrainte de l’assemblage, mais pour lesquels un même matériau devra posséder des propriétés potentiellement différentes dans une même pièce.
- Énergie
La FA peut également apporter des solutions aux problématiques associées à la transition énergétique. Encore une fois sans être exhaustif, deux exemples d’actualités
- La mobilité hydrogène : L’accessibilité à cette énergie par le plus grand nombre nécessite la conception de petites unités de production, pour lesquels la FA permettrait de lever les verrous technologiques associés à la complexité géométrique de dispositifs de taille réduite pouvant supporter en service des températures de l’ordre de 1000°C.
- La fusion : Les températures de l’ordre de 15.106 °C atteints lors de la fusion nécessitent des matériaux et assemblages de matériaux complexes et nombreux (Les modules de couverture d’ITER sont par exemple composés de cuivre, d’acier inoxydable et de béryllium) qu’il faut assembler. L’utilisation de matériaux à gradient par FA peut permettre de faciliter leur production et obtenir des propriétés améliorées notamment sur le long terme.
- Matériaux et métallurgie
Ces défis montrent la nécessité de développer les connaissances associées à la fabrication additive de matériaux métalliques afin d’en exploiter le plein potentiel en terme de performance / propriétés du matériau. Certaines applications nécessitant des propriétés spécifiques en services, souvent à des températures élevées, avec des procédés encore mal connus sont autant de défis scientifiques et industriels.
La formation des microstructures dans des conditions fortement hors-équilibre avec des gradients thermiques forts et des vitesses de refroidissement très élevées apportent de nouvelles perspectives pour le développement d’alliage : l’accès à de nouvelles phases métastables et à des solutions sursaturées, la réalisation de microstructures eutectiques nanométriques orientées, l’utilisation des conditions thermiques locales pour obtenir des microstructures à grains ultra-fins… Ces développements d’alliages nouveaux peuvent également se faire en utilisant majoritairement des matériaux abondants : eutectiques Fe-Ti pour les applications hautes températures, alliages d’aluminium sursaturés avec précipitation nanométriques, la liste est potentiellement longue et reste à explorer. À titre d’illustration, les nouveaux alliages d’aluminium de Constellium, spécifiquement désignés pour la FA, maintiennent leurs caractéristiques mécaniques élevés après FA à des températures où les meilleurs alliages aéronautiques voient les leurs chuter.
L’essor de la FA a aussi révélé l’importance du processus de fusion (qui intervient lors du dépôt de chaque nouvelle couche), et qui a été très peu étudiée au contraire de la transformation de phase inverse, la solidification. Encore une fois, les conditions extrêmes associées au procédé et les travaux récents sur le sujet montrent qu’il est possible de passer à l’état liquide sans passer par les phases stables ; ce liquide potentiellement hétérogène de l’échelle atomique à l’échelle mésoscopique va influencer la formation des microstructures de la couche qui va se solidifier. La compréhension de ces phénomènes va nécessiter des avancées aussi bien expérimentales que numériques, allant de l’échelle atomique au millimètre.
Enfin, l’établissement de procédés robustes ne sera possible qu’avec des outils de modélisation et de simulation prenant en compte les transformations métallurgiques et le développement des contraintes associées au procédés et aux transformations de phase dans le matériau pour être capable de prédire voir de contrôler l’apparition de la fissuration à chaud et la déformation des pièces produites avec cette technologie.
Pour exploiter pleinement tout le potentiel de la fabrication additive, il est nécessaire d’avoir une approche pluridisciplinaire et holistique afin d’optimiser conjointement la métallurgie/les alliages, les poudres/fil d’apport et le procédé d’impression 3D. C’est à partir de ces éléments qu’il sera possible d’alimenter les modèles numériques qui optimiseront alors le design et les fonctions des pièces produites par FA.
- Verrous à lever
D’une façon très schématique, 6 familles de verrous doivent être adressées pour un développement industriel massif de la fabrication additive :
-
- La maîtrise du cycle des matières premières et de son recyclage
- Le design d’alliages spécifiques
- La maîtrise des procédés industriels « du micro au macro » grâce à l’instrumentation et la simulation
- Le développement des outils de conception pour des composants fortement contraints
- La fonctionnalisation intelligente de composants par fabrication additive et intégration de capteurs directement dans les pièces en cours de fabrication (smart fonctionnalisation)
- La maîtrise de la chaîne numérique depuis le design jusqu’au contrôle non destructif des pièces en passant par l’optimisation des procédés par une approche de type Intelligence Artificielle et la constitution de bases de données des matériaux issus de la FA
[1] La possibilité de convertir un site « haut-fourneau » en tour d’atomisation de grande capacité, ou de modifier une tréfilerie pour la production de bobine d’alliages à haute valeur ajoutée sont des pistes à l’étude.
2-7 Les enjeux de la formation post-pandémie
Mauricio Dwek, Nicolas Martin, David Mercier, Granta Education Division, Material Business Unit, Ansys Inc., Lyon, France
Mots Clefs : enseignement ; logiciel ; matériaux ; simulation ; développement durable ; éco-conception
- Constat post-COVID-19 sur le thème de la formation
Œuvrer dans le domaine de la formation est un défi de projection et d’anticipation des enjeux futurs. Qu’il s’agisse des étudiants au primaire, secondaire ou dans l’enseignement supérieur, il est nécessaire de prévoir quelles compétences leur seront pertinentes à l’issue de leur parcours. L’avènement d’une pandémie, un fait inédit depuis quelques générations, bouleverse les programmes et les priorités, rebattant en partie les cartes méthodologiques et curriculaires.
Certaines tendances comme la virtualisation des enseignements et du travail se voient propulsées au premier plan, devançant largement leur échéance initiale. On observe également une accélération de certaines préoccupations liées aux questions environnementales et sociales (Commissariat général au développement durable, Modes de vie et pratiques environnementales des Français, 2018), peut-être due à la mise à nu de la fragilité de certains équilibres, notamment dans les échanges commerciaux et les chaînes d’approvisionnement. La crise multiforme provoquée par la COVID-19 incite ainsi à des réflexions sur certaines pratiques sociétales en ouvrant des pans pour incorporer de nouveaux supports et contenus dans la formation, où il est évident que les matériaux joueront encore un rôle essentiel dans les années à venir.
La préparation de l’après COVID-19 requiert une réflexion sur les enjeux liés aux matériaux auxquels il faudra former les futurs chercheurs, ingénieurs et scientifiques de tous les horizons. Parmi les expériences menées et subies pendant la crise, certaines pratiques du passé semblent tendre vers la désuétude alors que de nouveaux comportements se dessinent. Les thèmes liés à la prophylaxie, à la rareté des ressources naturelles et la gestion des chaînes d’approvisionnement, ainsi qu’à la transition écologique, prennent le devant de la scène. Ainsi, il paraît judicieux de s’intéresser à comment intégrer les contraintes de santé et d’usages durables de ressources dans la formation des ingénieurs et scientifiques, soulignant l’importance des matériaux pour les technologies nécessaires post-COVID-19. Trois enjeux principaux sont mis en avant ici pour l’enseignement des matériaux et procédés dans ce contexte : sensibiliser à des matériaux et à des procédés avancés pour des enseignements interdisciplinaires, monter en compétence dans l’usage du numérique et de la simulation pour des problématiques multi-physiques, et intégrer dans la formation universitaire des outils liés au développement durable et à l’éco-conception.
- Enjeu N°1 : Sensibilisation à des matériaux et procédés avancés
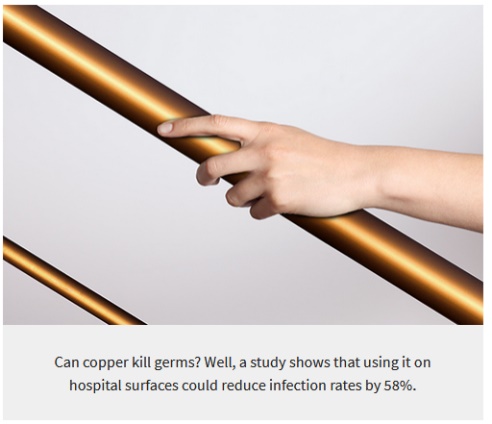 La pandémie de la COVID-19 a notablement modifié nos pratiques depuis début 2020 et d’autant plus dans nos interactions avec notre environnement proche. Concernant les interactions entre personnes, des simulations numériques ont permis par exemple de comprendre les mécanismes de transmission du virus dans l’air entre 2 individus à proximité et donc d’établir des règles simples de distanciation sociale permettant de minimiser le risque de contamination (Ansys, Facing COVID-19 Challenges With Our Customers and Partners, 2020) (Feng, Marchal, Sperry, & Yi , 2020). Toutefois, concernant nos interactions avec des objets, il nous est difficile de mettre cette distanciation en place, étant donné que l’être humain n’a pas par défaut le pouvoir de télékinésie et que la technologie manque sur le terrain pour établir plus d’interactions et communications à distance (utilisation de caméras et détecteurs par exemple pour l’ouverture des portes…). Dans ce contexte, de nombreuses idées innovantes en lien avec le monde des matériaux et procédés ont émergé ces derniers mois pour faciliter les échanges directs d’objets entre personnes ou pour éviter des contacts physiques indirects (cas de la poignée de porte), permettant a priori de limiter la propagation rapide du virus. Dans un premier temps, nous pouvons citer par exemple l’utilisation du cuivre naturellement biocide (bactéricide et virucide), pour la fabrication de poignées (Ansys, Copper Kills Germs? Yes, So Start Designing with It!, 2020) (Fleurentin, 2020) ou sous forme de particules en dispersion dans une peinture pour protéger des surfaces (lunettes de toilettes, barres de maintien…) (MetalSkin, 2020). Notons que dans le cas du cuivre massif pour la fabrication d’objets du quotidien, la conception et les procédés de fabrication jouent un rôle essentiel pour minimiser le coût économique (Australian Defence Magazine, 2020).
La pandémie de la COVID-19 a notablement modifié nos pratiques depuis début 2020 et d’autant plus dans nos interactions avec notre environnement proche. Concernant les interactions entre personnes, des simulations numériques ont permis par exemple de comprendre les mécanismes de transmission du virus dans l’air entre 2 individus à proximité et donc d’établir des règles simples de distanciation sociale permettant de minimiser le risque de contamination (Ansys, Facing COVID-19 Challenges With Our Customers and Partners, 2020) (Feng, Marchal, Sperry, & Yi , 2020). Toutefois, concernant nos interactions avec des objets, il nous est difficile de mettre cette distanciation en place, étant donné que l’être humain n’a pas par défaut le pouvoir de télékinésie et que la technologie manque sur le terrain pour établir plus d’interactions et communications à distance (utilisation de caméras et détecteurs par exemple pour l’ouverture des portes…). Dans ce contexte, de nombreuses idées innovantes en lien avec le monde des matériaux et procédés ont émergé ces derniers mois pour faciliter les échanges directs d’objets entre personnes ou pour éviter des contacts physiques indirects (cas de la poignée de porte), permettant a priori de limiter la propagation rapide du virus. Dans un premier temps, nous pouvons citer par exemple l’utilisation du cuivre naturellement biocide (bactéricide et virucide), pour la fabrication de poignées (Ansys, Copper Kills Germs? Yes, So Start Designing with It!, 2020) (Fleurentin, 2020) ou sous forme de particules en dispersion dans une peinture pour protéger des surfaces (lunettes de toilettes, barres de maintien…) (MetalSkin, 2020). Notons que dans le cas du cuivre massif pour la fabrication d’objets du quotidien, la conception et les procédés de fabrication jouent un rôle essentiel pour minimiser le coût économique (Australian Defence Magazine, 2020).
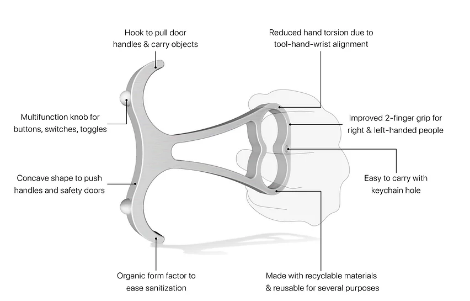 Nous pouvons également discuter dans un deuxième exemple, de la conception d’outils de préhension développés récemment pour manipuler des objets du quotidien sans risque de contact direct (François, Bonnet, Kosior, Adam, & Khonsari, 2020) (Zallio, 2020) (Serge Ferrari, 2020). Ces nouveaux outils, pour la plupart réalisés par différentes techniques d’impression 3D, ont nécessité le plus souvent un travail amont de conception pour optimiser la forme et donc pour minimiser la quantité de matière utilisée, tout en maximisant l’ergonomie de l’outil. Ces outils multifonctions sont réalisés en général en polymère inerte pour réduire le cout de fabrication et leurs plans sont parfois directement accessibles en ligne pour en faciliter l’usage auprès du grand public. La fabrication additive a par ailleurs permis que plusieurs fab labs et autres lieux dédiés au prototypage rapide se lancent promptement dans la production de visières de protection pour le personnel soignant lors du pic de la crise sanitaire. Ces efforts ponctuels et massifs de réorientation de la production ont été favorisés par l’agilité de cette technologie et des organismes qui les emploient.
Nous pouvons également discuter dans un deuxième exemple, de la conception d’outils de préhension développés récemment pour manipuler des objets du quotidien sans risque de contact direct (François, Bonnet, Kosior, Adam, & Khonsari, 2020) (Zallio, 2020) (Serge Ferrari, 2020). Ces nouveaux outils, pour la plupart réalisés par différentes techniques d’impression 3D, ont nécessité le plus souvent un travail amont de conception pour optimiser la forme et donc pour minimiser la quantité de matière utilisée, tout en maximisant l’ergonomie de l’outil. Ces outils multifonctions sont réalisés en général en polymère inerte pour réduire le cout de fabrication et leurs plans sont parfois directement accessibles en ligne pour en faciliter l’usage auprès du grand public. La fabrication additive a par ailleurs permis que plusieurs fab labs et autres lieux dédiés au prototypage rapide se lancent promptement dans la production de visières de protection pour le personnel soignant lors du pic de la crise sanitaire. Ces efforts ponctuels et massifs de réorientation de la production ont été favorisés par l’agilité de cette technologie et des organismes qui les emploient.
Mais finalement, malgré cette extraordinaire adaptation de la société pour faire face à certains problèmes liés à la pandémie, de nombreuses questions persistent ou apparaissent sur les choix de matériaux et des procédés en lien avec le développement de ces nouvelles technologies. De plus, notre manque de recul sur la fiabilité de ces nouveaux produits et outils souvent composites, architecturés et multi-matériaux, réalisés à la suite d’une conception peut-être trop rapide (procédé mal maîtrisé ou manque de connaissances sur le matériau mis en forme…) (Novak & Loy, 2020) ou simplement sur un mauvais choix de matériaux (problème d’approvisionnement en matière première, recyclabilité…) (Kalyaev, Salimon, Korsunsky, & Denisov, 2020), ne fait qu’accentuer des problèmes déjà existants.
- Recommandations/ Propositions :
Proposer des enseignements et activités interdisciplinaires
Il est clair que ces nouveaux développements lors de la pandémie, nécessitant de la part des ingénieurs-chercheurs des connaissances poussées sur les matériaux et procédés et des compétences multi-physiques, entraîne certaines formations actuelles à aborder des nouveaux cas d’étude plus transverses et à tendre vers plus d’interdisciplinarité, comme par exemple :
- Initier des futurs ingénieurs mécaniciens à des problématiques de bio-ingénierie et donc aux propriétés de biocompatibilité des matériaux
- Etoffer les cursus d’ingénieurs matériaux en abordant le monde des matériaux naturels ou des propriétés biologiques
- Confronter les étudiants à des problématiques réelles, avec des cahiers des charges complexes multi-objectifs comprenant de plus en plus de contraintes (mécanique vs biologique, sanitaire, recyclabilité, approvisionnement, toxicité…).
Sensibiliser les étudiants à de nouveaux matériaux ou de nouvelles techniques de fabrication
La conception de matériaux hybrides (composites ou architecturés) ou encore des procédés avancés (e.g. les traitements de surface, la fabrication additive…) sont autant de solutions technologiques qui ont permis depuis plusieurs décennies d’être de plus en plus innovants et performants dans de nombreux secteurs industriels (génie civile, aérospatiale, bio-ingénierie, automobile, sport…). Il est donc primordial d’intégrer dans les formations scientifiques universitaires et cursus ingénieur des outils pédagogiques de pointe et à jour sur ces avancées technologiques pour actualiser leurs enseignements. Les performances et la fiabilité de systèmes conçus à l’aide de ces nouvelles technologies peuvent également servir de matière à discussion pour aiguiser le sens critique des étudiants, afin d’éviter une adoption systématique et trop rapide de ces dernières. Que ce soit par le biais de bases de données matériaux/procédés à jour, ou de logiciels aidant à la modélisation analytique et numérique, ou encore que ce soit par la création de ressources pédagogiques, il est devenu crucial que les formations scientifiques se penchent sur ces nouveautés, non pas que dans des spécialisations de fin de parcours mais comme sujet intégrateur des socles communs, pour éviter de créer des fossés de connaissances entre le monde universitaire et les industries/centres de recherches.
- Enjeu N°2 : Les matériaux numériques et la simulation dans l’enseignement
La simulation numérique multi-échelle et multi-physique devient omniprésente dans notre société et se présente comme une solution inéluctable pour les générations futures d’ingénieurs que ce soit dans les domaines de l’enseignement, de la recherche ou de l’industrie. Gain d’argent, gain de temps et surtout optimisation et fiabilisation des systèmes avec une compréhension locale et globale des mécanismes mis en jeux pour un problème donné, cette approche virtuelle tend ainsi à se démocratiser, notamment grâce à des outils de plus en plus performants (Hendrickson, 2017) :
- Interfaces des logiciels optimisées et simplifiées
- Amélioration technique des supports (ordinateurs, serveurs, cartes graphiques…)
- Assistance de l’utilisateur grâce à des fonctionnalités autonomes (maillages automatique, modèles prédéfinis, intelligence artificielle…)
- Paramétrisation, concrétisation et surdéfinition des modèles numériques, entre autres
Toutefois, cette approche nécessite une prise de recul et une analyse de la part de l’ingénieur, concernant les valeurs d’entrée pour le modèle et sur les résultats obtenus. Pour cela, une très bonne gestion des données matériaux, couplée à une connaissance poussée de leurs utilisations est obligatoirement requise de la part des ingénieurs modélisation (Rappaz, 2003). Ainsi, que ce soit à l’échelle du laboratoire ou à l’échelle d’un groupe industriel mondial, construire des bases de données de référence pour les matériaux est un enjeu considérable afin de capitaliser et pérenniser les connaissances, pour avoir les ressources nécessaires dans des projets de modélisation numérique. Ces banques de données de matériaux numériques se doivent d’être référencées, vérifiées, examinées, et mises à jour régulièrement afin de minimiser le risque d’erreurs, mais surtout représentent un travail considérable de capitalisation du fait de la quantité de données en jeux (propriétés intrinsèques et extrinsèques, propriétés à l’échelle des atomes ou de la microstructure, données en fonction de la température ou des procédés utilisés, différents systèmes d’unité et différentes langues, etc.) (RumbleJr, 2017). Pour réaliser et gérer de telles banques de données, de nombreuses solutions logicielles sont développées (Hill, 2016) et il est souvent nécessaire d’établir des collaborations internationales pour aboutir à de meilleurs résultats en termes de contenu (e.g. base de données pour la fabrication additive (SENVOL, 2019)) ou en termes de schéma/architecture de données (projet européen AMAZE (European Commission, 2017)). Ces enjeux deviennent alors plus que critiques lors de périodes de pandémie comme celle pour la COVID-19, vues les contraintes temporelles et problèmes de communication entre différentes équipes travaillant sur le développement d’un nouveau produit ou sur une modification/optimisation d’un produit existant. Enfin, cette période de confinement en 2020 en France a également poussé les chercheurs et industriels à travailler à distance, loin des laboratoires avec leurs bibliothèques papier et parfois sans facilité d’accès à des serveurs informatiques, d’où des points importants d’amélioration à mettre en avant dans le cas où des périodes de confinement seraient à nouveau instaurées. La question de gestion des données numériques peut être également étendue à l’enseignement et donc à savoir comment communiquer avec et auprès des étudiants dans la formation sur les matériaux et la modélisation numérique ?
- Recommandations/ Propositions :
Enseigner à distance à partir de cas réels
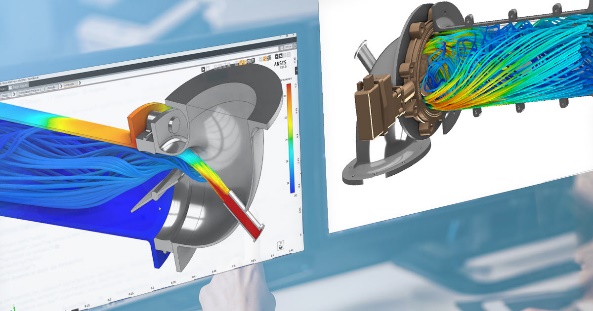 L’utilisation de logiciels de simulation et de bases de données numériques permet tout d’abord de soutenir un enseignement à distance et une virtualisation de la pédagogie, ce qui est inévitable en période de confinement ou de télétravail imposé. De plus ces outils représentent un excellent support pour la mise en œuvre de méthodologies d’apprentissage actif, en particulier les projets intégrateurs où les étudiants sont amenés à faire converger plusieurs compétences. Les compétitions étudiantes comme les courses de véhicules ou bateaux solaires sont également des occasions pour mettre en application des connaissances acquises en cours et rapprocher les futurs ingénieurs ou scientifiques des démarches de projet présentes dans des contextes professionnels.
L’utilisation de logiciels de simulation et de bases de données numériques permet tout d’abord de soutenir un enseignement à distance et une virtualisation de la pédagogie, ce qui est inévitable en période de confinement ou de télétravail imposé. De plus ces outils représentent un excellent support pour la mise en œuvre de méthodologies d’apprentissage actif, en particulier les projets intégrateurs où les étudiants sont amenés à faire converger plusieurs compétences. Les compétitions étudiantes comme les courses de véhicules ou bateaux solaires sont également des occasions pour mettre en application des connaissances acquises en cours et rapprocher les futurs ingénieurs ou scientifiques des démarches de projet présentes dans des contextes professionnels.
La discussion en classe à partir de cas d’études est aussi une tendance qui semble de plus en plus adoptée et appréciée par les enseignants. Lors d’une journée utilisateurs récente, des professeurs employant le logiciel Ansys Granta EduPack dans leurs enseignements liés aux matériaux ont indiqué que les cas d’études et micro-projets disponibles sur le site de ressources pédagogiques du logiciel étaient leur support de cours privilégié pour stimuler les étudiants en cours (Granta, 2020). Ces approches permettent à la fois de traiter des sujets interdisciplinaires, de confronter les notions théoriques à des cas pratiques issus de la réalité, mais aussi d’acquérir des compétences et méthodologies professionnelles spécifiques par rapport aux logiciels.
Etendre la portée des projets et études menés par les étudiants
Il est possible aujourd’hui de proposer aux étudiants des projets couplant plusieurs modèles, méthodes et aptitudes grâce aux logiciels de simulation. L’étude d’une pompe, par exemple, pourra s’appuyer sur des calculs numériques structurels et fluidiques, à partir d’un projet conçu en 3D et pour lequel les matériaux auront été choisis dans une base de données. Les étudiants peuvent ainsi apprendre en explorant, dans un terrain de jeu propice à l’innovation. Ces solutions de laboratoires virtuels certes ne remplacent pas entièrement les travaux pratiques en vrai, mais elles peuvent ouvrir un espace plus flexible et pratique (voire moins coûteux) pour des applications spécifiques.
L’utilisation d’outils numériques et de logiciels de simulation permet aussi d’englober davantage de paramètres, notamment en matière de développement durable. La réalisation d’analyses de cycle de vie, étape fondamentale de l’éco-conception, serait impossible sans de conséquentes bases de données et les logiciels pour les exploiter, par exemple. L’allègement de structures, qui allie également choix de matériaux et simulation, peut aujourd’hui notamment faire l’objet d’optimisations topologiques en lien avec la fabrication additive dont les bénéfices d’une intégration dans l’enseignement commencent à être soulignés (Tumkor, 2016).
- Enjeu N°3 : La formation au développement durable et à l’éco-conception
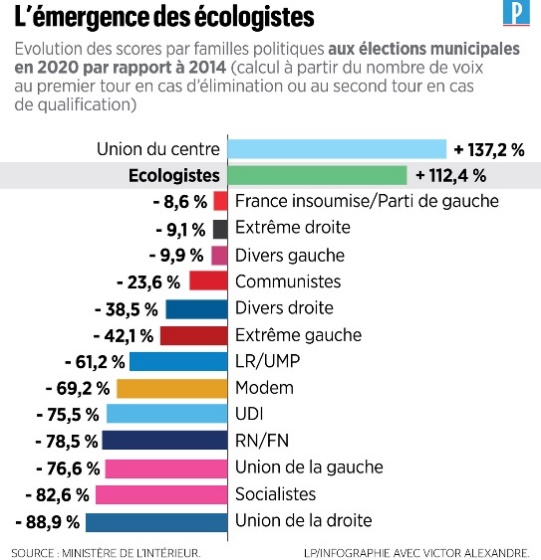 Il s’agit de thèmes qui ont beaucoup progressé dans les 20 dernières années et dont l’importance et l’intérêt semblent augmenter de manière accélérée. Cela s’est vu dans la sphère politique, avec des résultats importants aux élections européennes de 2019 et aux municipales françaises de 2020 (Monde, 2020). Le monde industriel donne aussi l’impression d’une prise de conscience avec davantage d’investissements responsables et éthiques, plus de réglementations environnementales en matière d’économie circulaire (en Europe du moins), des accords sectoriels promouvant des énergies non-carbonées, notamment pour l’automobile, avec des échéances claires même si avec peu de mesures coercitives.
Il s’agit de thèmes qui ont beaucoup progressé dans les 20 dernières années et dont l’importance et l’intérêt semblent augmenter de manière accélérée. Cela s’est vu dans la sphère politique, avec des résultats importants aux élections européennes de 2019 et aux municipales françaises de 2020 (Monde, 2020). Le monde industriel donne aussi l’impression d’une prise de conscience avec davantage d’investissements responsables et éthiques, plus de réglementations environnementales en matière d’économie circulaire (en Europe du moins), des accords sectoriels promouvant des énergies non-carbonées, notamment pour l’automobile, avec des échéances claires même si avec peu de mesures coercitives.
Dans la recherche et l’enseignement en matériaux, l’intérêt est nettement grandissant, surtout depuis 2010. Cela provient tout d’abord des demandes du monde du travail, qui poussent à former plus de professionnels ayant des compétences d’analyse englobant les dimensions économiques, sociales et environnementales liées aux matériaux et processus d’ingénierie. Mais on observe également une certaine attente des nouvelles générations d’étudiants concernant l’application des sciences et technologies dans la résolution des enjeux de taille que sont la transition énergétique, l’épuisement des ressources naturelles, et le passage à des modes de production et de consommation plus respectueux des écosystèmes et populations. Une analyse récente sur les articles citant le logiciel Granta Selector pour la sélection de matériaux et qui abordent le développement durable ou l’éco-conception montre une nette augmentation dans la dernière décennie (voir figure ci-dessous), avec par exemple un ratio de près de 19% pour l’année 2018 (soit 1 article sur 5) (Granta, 2020).
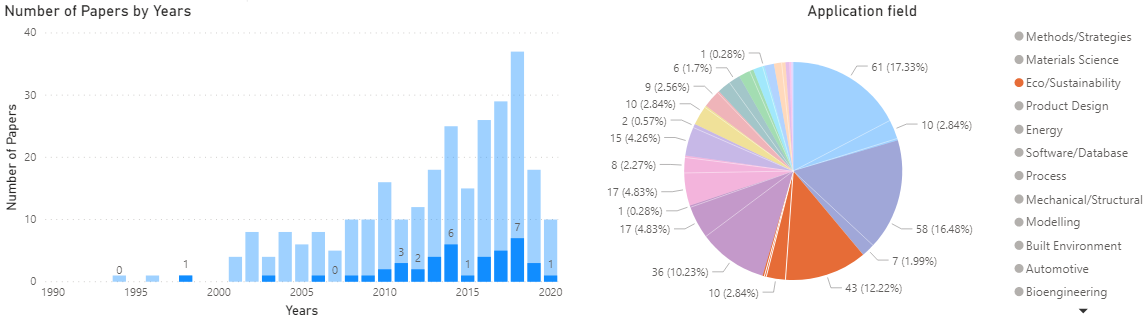
Il semble alors naturel, étant donnée la convergence entre le besoin sociétal et les aspirations des étudiants et enseignants-chercheurs, que la formation post-COVID-19 apporte des connaissances et des outils qui puissent soutenir ces initiatives.
- Recommandations/ Propositions :
Enseigner les risques liés aux chaînes d’approvisionnement
Le confinement en France et en Europe ainsi que l’état d’alerte sanitaire subséquent ont mis à nu la fragilité et l’instabilité des chaînes d’approvisionnement des matières premières et matériaux. Bien au-delà du domaine médical très médiatisé (masques, gants, médicaments…) plusieurs sortes de pénuries dans différents secteurs sont apparues: celles liées à notre consommation de produits et matériaux venant d’autres continents, notamment de l’Asie ; celles liées à la mise à l’arrêt des échanges commerciaux pour cause de frontières fermées et main d’œuvre indisponibles; celles liées à une brusque surconsommation (farine consommée à la maison plutôt qu’en restaurant/boulangerie/pâtisserie, besoins en équipement électronique et informatique pour la généralisation du télétravail…) (Kalyaev, Salimon, Korsunsky, & Denisov, 2020).
Ceci révèle les vulnérabilités de nos habitudes et de notre système de consommation, fonctionnant constamment à flux tendu, coincés dans une spirale de la course au prix, à l’instantanéité, à l’accessibilité au détriment de la recherche de qualité, de résilience et de l’appréciation de la valeur. C’est aussi le témoin d’un manque de connaissances et d’éducation sur les matériaux, leurs approvisionnements et les limites physiques de ressources finies et dispersées de la planète. Ce coup d’arrêt entraînera-t-il une réflexion sur comment transitionner vers une industrie et société résilientes et plus responsables à travers une meilleure consommation de matériaux ?
Depuis le confinement, l’espace médiatique fournit plus de place pour aborder ces problématiques et donner de la visibilité à ceux qui s’y penchent depuis longtemps. A titre d’exemple, l’ADEME publie régulièrement des dossiers et expertises qui préconisent de produire et consommer autrement, favoriser l’économie circulaire, ou des prospections énergie matière (Agence de la Transition Ecologique, 2020). De son côté le think tank “The Shift Project” propose de cartographier la dépendance de la France aux flux de matières des grands secteurs tels que l’industrie lourde, l’automobile, le secteur du bâtiment et travaux publics. ou encore l’énergie, dans le but de comprendre leurs interdépendances dans la consommation de matériaux et d’énergie, et pour coordonner des décisions vers plus de résilience dans les crises à venir (The Shift Project, 2020). Dans ce cadre, des partenariats académiques avec ”The Shift Project” voient le jour, comme celui par exemple initié par le réseau INSA (Institut National des Sciences Appliquées) (INSA, 2020). Nous pouvons aussi recommander des initiatives telles que le MOOC (Massive open online course) SusCritMat, soutenu par l’UE qui sensibilise étudiants et professionnels aux éléments du tableau périodique dits critiques et à leur approvisionnement (SusCritMOOC Online Training 2020, 2020).
Il est légitime de se poser la question : est-ce que l’année 2020 marque la fin des matériaux les plus performants « à tout prix » (coût, impact environnemental, impact sociétal, dépendance géopolitique et logistique) ? Notre rapport à la conception de produits doit prendre en compte une nouvelle hiérarchie des critères de sélection de matériaux, qui va au-delà de ses seules caractéristiques techniques : disponibilité en France ou en Europe, économie circulaire et réemploi de la matière, etc. Seule une approche système permet cette prise en compte et n’est que peu enseignée en ingénierie à ce jour. Il est difficile néanmoins de transmettre ou enseigner cette approche car elle-même n’est pas entièrement consolidée. Pour de tels cas, le fonctionnement en classe inversée semble être plus adaptée, avec des débats nourris et facilités par les enseignants, tirés d’exemples réels d’applications.
Intégrer des outils liés à la transition écologique et à l’économie circulaire
La thématique de la transition écologique est un terrain de jeu idéal pour développer les compétences liées à l’analyse de systèmes complexes et multidisciplinaires. Les objectifs de développement durable proposés par les Nations Unies sont une excellente source de sujets à traiter dans les formations et apparaissent déjà dans les programmes et directives adressées aux établissements du secondaire et de l’enseignement supérieur (Commissariat général au développement durable, Objectifs de Développement Durable, 2020). Tout de même, il s’agit de thèmes qui, intrinsèquement, requièrent la capacité de gestion d’objectifs multiples et parfois contradictoires. Il faut également savoir analyser ces problématiques d’un point de vue sociotechnique, à partir d’une vision intégrant sciences humaines, sciences de la vie et sciences de l’ingénieur.
Dans ce sens, le choix de matériaux est une étape qui acquiert ainsi une importance capitale car c’est le carrefour permettant de rassembler les dimensions ci-dessus suffisamment en amont lors de la conception de produits pour éviter un maximum de dégâts, de manière efficace. Promouvoir une méthodologie rationnelle de sélection de matériaux éco-responsables semble essentiel et répond à une demande provenant de la société et en particulier des étudiants et futurs concepteurs de solutions technologiques. C’est également le moment idéal pour insérer la pensée du cycle de vie de manière pratique, en proposant des réflexions sur les étapes d’extraction, de fabrication, d’usage et de fin de vie des matériaux et produits.
La difficulté réside dans l’intégration de ces volets supplémentaires dans les cursus universitaires déjà bien chargés et non extensibles en heures. Cela doit sûrement aller de pair avec une évolution méthodologique de la pédagogie, qui ferait appel régulièrement à des projets pour favoriser le développement de connaissances par exploration nécessaires à la résolution de problèmes systémiques. L’ajout de dimensions économiques, sociales, environnementales, géopolitiques ou même culturelles dans les analyses proposées dans les cours ainsi que dans les projets menés par les étudiants est une voie de développement. Il est ainsi possible d’envisager la discussion des matériaux critiques dans les cours portant sur les propriétés magnétiques des matériaux ou liés aux énergies alternatives (par rapport aux terres rares), ou d’intégrer l’éco-conception systématiquement dans les projets de fin d’études, par exemple. Certains établissements proposent des travaux pratiques de démantèlement de produits pour conduire des analyses de type reverse engineering qui permettent d’allier caractérisation et choix de matériaux et se pencher sur la chaîne de valeur en amont ainsi que les exutoires des matières en aval.
Il existe de nombreux logiciels permettant de conduire des analyses de cycle de vie ou des choix de matériaux en conception pour soutenir ces enseignements. Ils reposent sur des bases de données souvent conséquentes contenant les diverses propriétés des matériaux ainsi que différents indicateurs d’impacts sociaux et environnementaux. Cependant, alors que le volet environnemental bénéficie de quelques décennies d’évolution et d’une intégration dans les programmes universitaires, la dimension sociale reste quelque peu adressée. Ashby et Vakhitova ont récemment développé un prototype d’outil d’évaluation d’impacts sociaux du cycle de vie qui a pour vocation mettre en lumière les indicateurs proposés par les directives des Nations Unies, et qui pourrait à terme intégrer le logiciel pédagogique Ansys Granta EduPack (Ashby, 2019).
- Conclusion
Il est toujours délicat de proposer des analyses et des recommandations à chaud, tandis que les phénomènes observés sont encore en train de se dérouler. En ce qui concerne la formation des ingénieurs, scientifiques et professionnels de tous genres, la pandémie de COVID-19 n’aura peut-être pas provoqué de grands bouleversements ou changements de cap lorsqu’elle touchera sa fin. Il semblerait tout de même qu’elle ait accéléré certains mouvements déjà en cours comme le passage à des enseignements numérisés ou virtuels. L’appréhension des équilibres fragiles qui maintiennent l’économie et l’écologie s’est aussi invitée sur le devant de la scène et devrait être davantage discutée dans les activités proposées en cours. Il faut ainsi profiter des réflexions suscitées par cette crise pour approfondir l’implémentation de nouvelles technologies, méthodologies et contenus dans les formations permettant le développement d’innovations qui augmentent la durabilité et la résilience du tissu industriel.
- Réferences
Agence de la Transition Écologique. (2020). Récupéré sur https://www.ademe.fr/
Ansys. (2020). Copper Kills Germs? Yes, So Start Designing with It! Récupéré sur https://www.ansys.com/blog/copper-kills-germs-design
Ansys. (2020). Facing COVID-19 Challenges With Our Customers and Partners. Récupéré sur https://www.ansys.com/about-ansys/covid-19-simulation-insights
Ashby, M. (2019). Social Life-Cycle Assessment and Social Impact Audit Tool – A White Paper.
Australian Defence Magazine. (2020). Australian company 3D-prints anti-microbial copper. Récupéré sur https://www.australiandefence.com.au/news/australian-company-3d-prints-anti-microbial-copper
Commissariat général au développement durable. (2018, Avril). Modes de vie et pratiques environnementales des Français. Récupéré sur https://www.ecologie.gouv.fr/sites/default/files/Th%C3%A9ma%20-%20Modes%20de%20vie%20et%20pratiques%20environnementales%20des%20Fran%C3%A7ais.pdf
Commissariat général au développement durable. (2020). Objectifs de Développement Durable. Récupéré sur https://www.un.org/sustainabledevelopment/fr/
European Commission. (2017). Additive Manufacturing Aiming Towards Zero Waste & Efficient Production of High-Tech Metal Products. Récupéré sur https://cordis.europa.eu/project/id/313781
Feng, Y., Marchal, T., Sperry, T., & Yi , Y. (2020). Influence of wind and relative humidity on the social distancing effectiveness to prevent COVID-19 airborne transmission: A numerical study. Journal of Aerosol Science, 105585.
Fleurentin, A. (2020). NEWSLETTER N°48 – METALLURGIE SANITAIRE LE CUIVRE, SES ALLIAGES ET LA LUTTE MICROBIENNE. AFM.
François, P.-M., Bonnet, X., Kosior, J., Adam, J., & Khonsari, R. (2020). 3D-printed contact-free devices designed and dispatched against the COVID-19 pandemic: The 3D COVID initiative. Journal of Stomatology, Oral and Maxillofacial Surgery.
Granta, A. (2020). Material Intelligence with Ansys Granta. Récupéré sur https://www.ansys.com/products/materials
Hendrickson, J. (2017). Récupéré sur Ansys: https://www.ansys.com/about-ansys/advantage-magazine/volume-xi-issue-3-2017/ansys-discovery-live-real-time-simulation-revolution
Hill, J. (2016). Materials science with large-scale data and informatics: Unlocking new opportunities. MRS Bulletin, 399-409.
INSA. (2020). Récupéré sur https://www.insa-lyon.fr/fr/actualites/former-tous-etudiants-aux-enjeux-climat-energie-groupe-insa-ouvre-partenariat-avec-shift
Kalyaev, V., Salimon, A., Korsunsky, A., & Denisov, A. (2020). Fast Mass-Production of Medical Safety Shields under COVID-19 Quarantine: Optimizing the Use of University Fabrication Facilities and Volunteer Labor. Int. J. Environ. Res. Public Health, 3418.
MetalSkin. (2020). Récupéré sur https://metalskin.eu/en/home-english/
Monde, L. (2020). Municipales 2020 : avec EELV, une vague verte historique déferle sur les grandes villes françaises. Récupéré sur https://www.lemonde.fr/politique/article/2020/06/29/municipales-2020-une-vague-verte-historique-deferle-sur-les-grandes-villes-francaises_6044496_823448.html
Novak, J., & Loy, J. (2020). A critical review of initial 3D printed products responding to COVID-19 health and supply chain challenges [version 1; peer review: 3 approved]. Emerald Open Research.
Rappaz, M. (2003). Numerical Modeling in Materials Science and Engineering. Berlin, Heidelberg: Springer.
RumbleJr, J. R. (2017). Accessing Materials Data: Challenges and Directions in the Digital Era. Integrating Materials and Manufacturing Innovation, 172-186.
SENVOL. (2019). Récupéré sur http://senvol.com/
Serge Ferrari. (2020). Récupéré sur https://www.sergeferrari.com/fr-fr/technologie-antivirale
SusCritMOOC Online Training 2020. (2020). Récupéré sur https://suscritmat.eu/suscritmooc-online-training-2020/
The Shift Project. (2020). Récupéré sur https://theshiftproject.org/en/home/
Tumkor, S. (2016). Educational challenges in Design for Additive Manufacturing. ASEE 123rd annual conference. New Orleans.
Zallio, M. (2020). Handy. Récupéré sur https://www.matteozallio.com/handy
2-8 Sur la réindustrialisation et les matériaux pour l’indépendance économique de la France
François Mudry
Mots Clefs : industrie, indépendance nationale
- Constat Post COVID sur le thème
La France dispose encore de bonnes industries dans le domaine. Cependant le management est fréquemment international ou à l’étranger. Les arbitrages sont donc souvent soumis à des aléas sur lesquels notre pays a peu de poids. On ne voit pas trop la possibilité qu’ait l’Etat de revenir sur cet état des choses. Un soutien bienveillant aux groupes qui restent largement sous management français (ou, au moins européens) est donc nécessaire (ex : Aubert & Duval…).
Beaucoup de ces groupes ont conservé une R&D significative en France. Ceci provient de la qualité de nos formations et de celle de notre R&D publique mais aussi de l’efficacité de certains dispositifs incitatifs : le crédit d’impôt recherche et les CIFRE, notamment. Certaines voix ont expliqué que l’argent « dissipé » dans lesdits dispositifs seraient mieux employée à soutenir la R&D publique qui crie famine. Pour le domaine des matériaux, revenir sur ceux-ci reviendra à fermer les centres de recherches qui sont restés sur notre territoire et à assécher encore plus la recherche publique car il y a ici une longue tradition de collaboration privé-publique dans ce domaine.
- Alerte / Enjeu N°1: Pour une bonne utilisation du soutien de l’État
- Recommandation/ Proposition : Ce qui serait possible serait d’associer au crédit d’impôt, sous une forme à voir, un certain droit de regard sur les décisions qui sont prises pour l’industrialisation des découvertes faites en France avec le soutien indirect du crédit d’impôt recherche.
- Recommandation/ Proposition : L’objectif de redémarrage de l’économie devrait permettre une certaine stabilisation des budgets R&D des industries du domaine en France grâce à des avances remboursables, par exemple. En effet, lorsqu’il y a un trou d’air sur le cash, c’est souvent cette activité qui en fait les frais, notamment la partie des dépense externes vers la R&D publique.
- Alerte / Enjeu N°2: les matériaux sont aussi une opportunité pour le futur
- Recommandation/ Proposition : Le développement de l’économie circulaire ouvre une nouvelle possibilité (assez modeste) de produire plus localement et pourrait permettre le démarrage de certaines start-up un peu risquées dans le domaine. Il en est de même pour les développements qui sont faits autour de certaines technologies telles que les nanomatériaux, les matériaux pour la santé, etc… La priorité mise par l’État sur la transition numérique et les biotechnologies ne doit pas assécher les financements nécessaires pour l’innovation industrielle dans le domaine des matériaux. Les rares expériences auprès de la BPI pour des dossiers d’innovation dans le domaine des matériaux ne rendent pas très optimistes à ce jour.
- Alerte / Enjeu N°3: Les matériaux sont au cœur de la transition écologique
- Recommandation/ Proposition : Transition énergétique
Les matériaux sont souvent un verrou important pour le développement des techniques autour de la production d’énergie. On peut citer les engrenages et les pales d’éoliennes, les nouveaux matériaux pour des cellules photovoltaïques à haut rendement, etc. On peut également améliorer la sûreté des centrales nucléaires qui resteront encore un certain temps un très bon moyen de faire de l’électricité sans CO2. Les matériaux sont aussi très importants pour diminuer la consommation d’énergie dans les transports ou dans le bâtiment. - Recommandation/ Proposition : les challenges environnementaux
Outre les aspects de transition énergétique déjà évoqués, plusieurs voies d’innovation sont possibles pour Les économies de matières premières et l’économie circulaire. Outre les progrès constants d’économies d’énergie et de matières premières en améliorant les produits et les procédés, on citera des techniques plus en développement, par exemple, les nouvelles techniques de fabrication additive qui permettent de réaliser des pièces avec nettement moins de matières premières.
L’économie circulaire est certainement la voie la plus prometteuse dans le domaine des matériaux. Elle se heurte d’abord aux conditions de marché actuelles. Les développements technologiques disponibles pourraient déjà d’aller beaucoup plus loin. La rentabilité économique n’y est souvent pas. Il s’agit d’un sujet difficile sur le plan économique et politique. En effet, de multiples acteurs sont concernés le long de la chaîne circulaire (d’ailleurs souvent à construire). Chacun d’eux doit pouvoir se payer. Il serait important de développer l’analyse économique des différents cycles qu’on pourrait imaginer afin de discerner les actions Incitatives, réglementaires ou fiscales que pourraient mettre en place l’État. -
- Recommandation/ Proposition : Transition énergétique
2-9 Enjeux et défis pour les matériaux
Olivier DELCOURT / Safran
Mots Clefs : Procédés, modélisation, revêtements, économie circulaire
- Nous avons probablement en France un des meilleurs réseaux académiques capable de développer des matériaux performants. La question est notre capacité à travailler en tri-parties entre un laboratoire, un fournisseur de matière, et un donneur d’ordre. Cette approche est d’autant plus compliquée que les fournisseurs de matière français, voire européens, sont de plus en plus rares… Parmi les nouvelles approches, la « métallurgie numérique » se développe mais avec du retard par rapport aux Etats Unis qui a consacré beaucoup de budget ces 10 dernières années. Cette méthodologie doit conduire à développer plus vite (moyennant des moyens d’élaboration petites échelles), et déposer davantage de brevets.
- Le développement de matériaux performants passe aussi et surtout par la maîtrise des procédés de transformation. Les modélisations constituent encore une fois une source de progrès considérable dans ce domaine. Au-delà des modélisations « fines » (compréhension des phénomènes physiques), l’enjeu est de développer des outils utilisables par nos services de méthodes industrielles. L’objectif est d’aider à la mise au point de gammes industrielles, expliquer des dérives, ou encore trouver des sources de réduction des coûts. Les données de sortie de telles simulations sont par exemple des niveaux de déformations de pièces ou des caractéristiques métallurgiques .Au-delà de la simulation numérique, le déploiement de l’IA va nous permettre de beaucoup mieux maîtriser la paramétrie de nos installations industrielles. Un avertissement toutefois : cette approche d’exploitation de données ne pourra se faire qu’avec le support d’experts matériaux (pour l’interprétation). On intercepte beaucoup de communication sur l’industrie 4.0, mais il faut désormais passer à l’acte ! Les plateformes procédés telles que celles des centres techniques ou des IRT sont parfaitement adaptées pour cela.
Dans ce contexte qui associe le numérique à l’expérimental, la formation de nos ingénieurs doit évoluer. Pour nos métiers, l’ingénieur de demain devra posséder une double compétence : une compétence sur les matériaux et les modélisations associées.
- 3ème axe essentiel : la connaissance du comportement des matériaux. Là encore la modélisation est au centre de la problématique. Nous avons en France probablement les meilleures écoles dans ce domaine : Mines, ENSAM, ENSMA, ENS, ONERA, … L’évolution des moyens de caractérisation permettent aujourd’hui de réaliser des simulations à partir de structures réelles en 3D. On est également capable d’observer le matériau sous sollicitation in-situ. Ce domaine de compétence doit absolument être pérennisé. Comme pour les procédés, ces simulations doivent s’appuyer sur des essais représentatifs des conditions d’usage. Cela nécessite le développement de bancs spécifiques pour lesquels la France n’est pas toujours bien placée pour leur réalisation (manque de prestataires dans ce domaine).
- Autre réflexion, le domaine des revêtements trop souvent négligé, doit se renforcer au regard des enjeux. Très peu de pièces technologiques sont finalement utilisées sans revêtements ou finitions diverses. Au-delà des protections corrosion, des besoins grandissants voient le jour pour répondre à des besoins fonctionnels spécifiques. Pour l’aéronautique c’est par exemple, l’anti-icing, l’anti-érosion, la protection foudre, la tribologie, l’anti-virus, la protection au feu… Le revêtement doit être considéré comme un système avec son substrat. Pour répondre à ces besoins il est indispensable de développer des procédés adaptés, être capables de caractériser les couches, être capables de les tester.
- Enfin, la métallurgie française doit être au rendez-vous des nouvelles technologies. Je pense en particulier au développement de l’électrique. Par exemple la métallurgie des poudres et la fabrication additive vont permettre de développer des matériaux nouveaux ; ou encore les revêtements vont permettre de conférer des caractéristiques spécifiques telle la conductivité.
- L’économie circulaire doit bien entendu être un vecteur d’innovations dans notre pays. Pour un thème d’aussi grande ampleur, une feuille de route partagée serait la bienvenue pour éviter des démarches isolées dans les régions. Décliné aux matériaux métalliques, il y a le recyclage (et les filières associées), la gestion des substances critiques, le développement de procédés innovants, des outils partagés d’évaluation (ACV)…
2-10 Des aides à la R&D matériaux incomplètes…
Christian DUMONT (Aubert & Duval), Nathalie BOZZOLO (MINES ParisTech CEMEF), Jean-Jacques MAILLARD, Hubert SCHAFF
Mots Clefs : Recherche, Développement, Maturité, Prototype, TRL
Les besoins en R&D des entreprises travaillant dans le domaine des matériaux se situent à 2 niveaux dans l’échelle TRL (TRL = Technology Readiness Level, niveau de maturité de la technologie concernée – Grille TRL jointe en annexe) :
- Des travaux correspondant au TRL 1 à 3 permettant de développer des nouvelles compositions d’alliages, de mieux comprendre les procédés d’élaboration et de transformation qui y sont associés ou encore les conséquences des histoires thermomécaniques sur l’évolution des microstructures et des propriétés.
- En parallèle et avec un léger décalage dans le temps, il convient ensuite de réfléchir à l’industrialisation des travaux précédents, de façon à mettre au point les 1ers prototypes à l’échelle 1 : TRL 4 à 6. Cette étape, qui consiste donc à passer de l’échelle du laboratoire à la fabrication industrielle est souvent longue et coûteuse. Elle est parfois appelée la « Vallée de la mort »…
- Constat / Alerte :
Etape TRL 1 à 3
Cette étape implique classiquement des partenaires académiques dans le cadre de travaux de thèses. Elle correspond donc au mode de relation privilégié entre l’industrie et les laboratoires de Recherche. Ce mode de fonctionnement implique un pilotage subtil entre :
- Les besoins à court terme des industriels, pour répondre à des questions techniques spécifiques.
- La nécessité pour les académiques de présenter à leurs pairs des travaux avec une bonne tenue scientifique.
Cet équilibre est généralement bien respecté et les retours d’expérience sont positifs. Néanmoins, les coûts restent relativement élevés (coût d’une thèse : 80k€/an) et exercent un frein sur le développement de ces pratiques.
Le principe des chaires d’entreprise, avec plusieurs thèses concomitantes et/ou échelonnées dans le temps, constitue alors un plus considérable. Il garantit la continuité de l’action tout en créant des synergies entre les travaux et les laboratoires très profitables pour tout le monde. Les coûts demeurent là encore assez élevés (mise de fond pour la mise en place d’une chaire : 400 k€).
Les chaires industrielles ANR constituent un dispositif efficace qui permet de bénéficier d’un abondement de l’état à hauteur de 50%. La contribution industrielle minimale s’élève à 600 k€ sur 4 ans, provenant d’un ou plusieurs industriels. La chaire industrielle ANR DIGIMU par exemple est financée par un consortium de sept partenaires industriels, réduisant ainsi significativement l’effort de chacun.
L’aide financière de l’ANR est bien sûr la bienvenue, mais la procédure administrative est relativement lourde à mettre en place et peut décourager certaines équipes de recherche de taille réduite.
Par ailleurs, pour constituer la palette de compétences nécessaire pour répondre aux grands enjeux industriels, il est souvent nécessaire de réunir les compétences de plusieurs équipes académiques. Il n’existe pas de cadre qui permette de conduire un programme de recherche entre plusieurs partenaires industriels et plusieurs laboratoires avec une aide de l’état. Il existe pourtant des initiatives dans ce sens, comme le projet CONTINUUM qui réunit quatre industriels et trois laboratoires autour des alliages de titane, qui pourraient bénéficier d’un effet de levier avec un co-financement public.
Cette situation est d’autant plus dommageable quand nous la comparons à ce qui est mis en œuvre au Royaume Uni via l’EPSRC (Engineering and Physical Sciences Research Council) : la procédure de financement pour une thèse est très simple et très souple, et son coût est environ 4 fois moins cher pour l’industriel concerné : la mise en place de synergies en est alors largement facilitée que ce soit entre Laboratoires ou entre Industriels. Nous observons par ailleurs la constitution d’un réseau dense et interactif de laboratoires universitaires impliqués sur les mêmes sujets.
Etape TRL 4 à 6
Pour rapprocher les travaux académiques ou technologiques et la mise en œuvre de ces avancées dans l’Industrie, des Instituts de recherche technologiques (IRT) ont été mis en place.
Toutefois, les investissements français dans les IRT demeurent sans commune mesure avec les efforts financiers du gouvernement britannique pour leur équivalent (réseau CATAPULT). Plusieurs de ces plateformes britanniques sont même de réels outils industriels.
Lorsque ces mises au point concernent des alliages coûteux (entre 80 et 100 k€ pour un lingot), il devient évident que les marges de manœuvre sont très limitées. Le plus souvent, nous devons nous contenter, faute de moyens financiers suffisants, d’une solution non complètement optimisée, ce qui constitue un handicap considérable par rapport à la concurrence étrangère. Ces derniers disposent des fonds ou des opportunités pour mettre en place des plans d’essais approfondis, mettant en jeu un nombre nettement plus conséquent de lingots au départ.
En conclusion, les aides R&D pour les phases finales de l’industrialisation des produits innovants sont faibles en France : les IRT ne couvrent pas tous les domaines technologiques et leur capacité de travail est trop limitée pour avancer suffisamment rapidement, et les fabrications expérimentales échelle 1, indispensables pour atteindre l’excellence du nouveau produit, ne sont pas financées.
- Recommandation/ Proposition :
La France dispose d’acteurs industriels majeurs prêts à coopérer sur des sujets de recherche en amont des procédés et applications finales, d’un réseau de laboratoires d’excellence aux compétences complémentaires, et d’IRT capables de porter les résultats de la recherche à des niveaux plus proches de la finalisation du produit.
Il est donc souhaitable de créer un dispositif qui permette de mettre en œuvre de grands projets de recherche couvrant des questions fondamentales, des aspects technologiques et préparant le transfert industriel vers les entreprises concernées, permettant ainsi le soutien de celles-ci.
Ce dispositif devra être suffisamment souple pour permettre la participation de chercheurs aux compétences complémentaires, si besoin issus de plusieurs établissements, ainsi que le recours à des moyens multiples qu’ils soient disponibles dans les laboratoires de recherche, dans les IRT ou dans l’industrie.
Il devra, le cas échéant, permettre également le financement de moyens complémentaires qui ne seraient pas déjà disponibles.
Annexe : Les niveaux de TRL
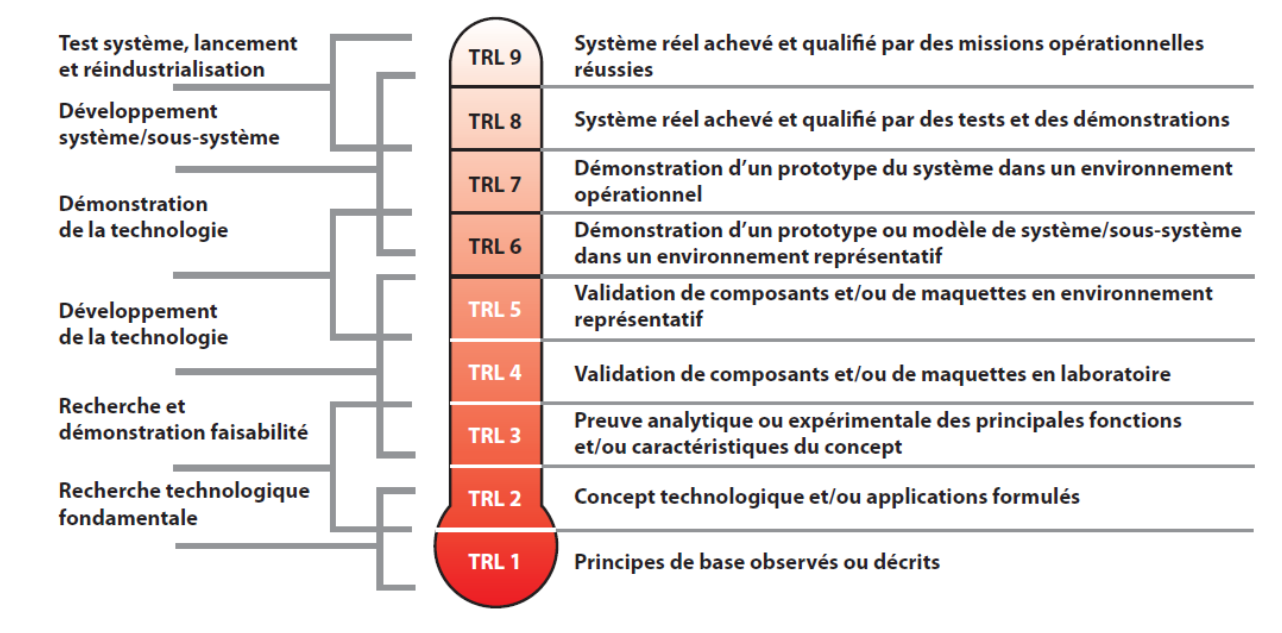
3-Les matériaux de demain : une affaire européenne
3-1 Introduction
Danièle QUANTIN
Mots Clefs : Matériaux, métallurgie, collaborations, projets, financements
La pandémie COVID 19 a montré combien nous sommes à la fois seuls et ensemble. Seuls pour des décisions court terme mais ensemble pour lutter contre (vaccins, plans de relance globaux…).
Pour les « matériaux du futur », on fera mieux, ensemble, nos industries étant interconnectées et sous les mêmes dépendances internationales : nouveaux matériaux, mais aussi économie circulaire, moyens de recherche partagés, compétences en réseau projets collaboratifs, …
Les matériaux, ont un encrage historique Européen démarrant avec la Communauté Européenne du Charbon et de l’acier en 1952, la fédération européenne des sociétés de matériaux en 1989 (FEMS dont la SF2M est membre), se poursuivant par des plans successifs, jusqu’à Horizon 2020, Horizon Europe sans oublier le Programme ERASMUS pour les étudiants. On y trouve effectivement économie circulaire, énergie, environnement …
La communauté Européenne des matériaux (Alliance for Materials A4M) a été très active pour faire des propositions en relations avec Horizon Europe dans une approche Post COVID. Elle insiste sur la recherche et l’innovation nécessaire en relation avec le Green Deal et les plans de relance (Les propositions sont résumées dans le Livre Blanc).
La tendance est à se projeter vers de nouveaux matériaux un peu « exotiques ». Il ne faut cependant pas oublier les métaux, ils n’ont pas dit leur dernier mot. La science des matériaux, la métallurgie et l’ingénierie sont sous-jacentes et essentielles y compris pour le développement des solutions intelligentes. Ces fonctions intelligentes naîtront et reposeront sur tout type de matériaux dont le métal, savamment organisés et associés. Une réflexion avancée sur ce sujet a été finalisée et fait l’objet d’une contribution.
3-2 Réflexion pour de futures orientations en métallurgie sur la base des initiatives de l’union européenne
Yannick Champion, SIMaP
Mots clefs : Métallurgie, Europe, COP21, éthique, sciences humaines et sociales (SHS), conception, combinatoire, matériaux intelligents, association de phases, recyclages, durabilité, fouille de données
- Constat Post COVID sur le thème
A la lecture des documents de l’Union Européenne (textes du programme H2020) la notion de fonction « intelligente » est dominante. Il semble par ailleurs que ces fonctions vont naître essentiellement du graphène et des « nano ». On peut assez vite penser que les « anciennes » phases telles que les alliages métalliques ne sont là que pour soutenir les fonctions intelligentes et innovantes issues de ces nouvelles phases (dans le sens qu’ils constituent le support physique ou l’emballage !). Pourtant, un décodage en profondeur des objectifs des programmes de recherche montre que la science des matériaux, la métallurgie et l’ingénierie sont sous-jacentes et essentielles. Les fonctions intelligentes naîtront et reposeront sur tout type de matériaux dont le métal, savamment organisés et associés. Dans le panel des problèmes mis en exergue par l’UE et sa mécanique de soutien à la recherche et au développement, un des principaux enjeux pour les métallurgistes semble désormais d’identifier la ou les « futures technologies émergentes » pertinentes pour produire des avancées significatives dont les sociétés ont besoin. Ce document constitue un début de réflexions issu de l’analyse de la programmation H2020, de discussions lors du colloque « Nouveaux alliages métalliques » dans le cadre du programme Convergence du CNRS, ainsi que d’un ensemble d’entretiens lors de visites de laboratoires européens (EPFL Lausanne, ETH Zurich, Max Planck Institute Düsseldorf, Department of Materials Science, Cambridge) et de la visite à l’Université Grenoble Alpes au laboratoire SIMaP du Prof. Gerhard Wilde de l’Université de Munster.
- Alerte / Enjeu N°1 :Matériaux et fonctions.
Réduire le fossé entre les pays développés et sous-développés est une aspiration naturelle des sociétés modernes. En ce sens, les habitants de tous les pays devraient avoir un accès équivalent à la santé, à l’éducation, au travail, à l’énergie, aux transports, aux communications, aux données et aux loisirs. En partie, ce paradigme est interprété en termes de besoins des sociétés en fonctions spécifiques qui contribueraient à réduire le fossé entre elles. A cela s’ajoute la forte prise de conscience environnementale. La conférence COP21 (Paris, 2015) a fortement sensibilisé et tenté d’inciter à un plus fort engagement des pays pour lutter contre le changement climatique, la pollution et l’épuisement des ressources naturelles. Cela exige que les fonctions spécifiques nécessaires aux sociétés soient éthiques, qu’elles soient durables, que leur formation, leur utilisation et leur fin de vie soient respectueuses de l’environnement.
La réflexion s’est menée à l’échelle européenne avec l’idée directrice de créer un réseau et une plateforme académiques et industriels dont l’objectif serait à terme de contribuer à la conception de fonctions éthiques. Un tel projet viserait à répondre aux grands enjeux de société en concevant des fonctions pertinentes, intelligentes et éthiques issues des matériaux. Dans le référentiel H2020 nous avions choisi l’appel à projet spécifique FET (future emerging technology) très compétitif mais bien adapté aux enjeux car visant à identifier des technologies émergentes. Le défi vise à développer de nouvelles voies (les « futures technologies émergentes ») pour accéder à des fonctions éthiques, qui dans un modèle économique global doivent à terme conduire à de la croissance économique, à des activités industrielles et à du développement. Dans ce schéma, l’aspect éthique deviendrait une force de développement et de croissance plutôt qu’une contrainte. Un tel changement nécessite l’association de partenaires historiques des sciences « dures » et de la technologie, universitaires et industriels (des grands consortiums aux PME) et l’intervention de modérateurs très probablement de différents domaines des sciences humaines et sociales (SHS) pour traiter des problèmes de société, identifier les fonctions pertinentes, analyser l’économie mondiale, la géopolitique, la gestion des ressources, l’acceptabilité et la réglementation. La métallurgie est centrale dans la réflexion, mais l’objectif n’est pas de promouvoir des alliages métalliques en concurrence avec d’autres matériaux (polymères, céramiques, semi-conducteurs, béton, bio sourcés). Paradoxalement de futures technologies émergentes pourraient d’ailleurs à terme contribuer à réduire voire supprimer les alliages métalliques pour atteindre la fonction la plus efficace et éthique.
- Alerte / Enjeu N°2: Peut-on alors se passer d’innovation en métallurgie ?
L’emploi des métaux et des alliages métalliques, en particulier l’acier, a longtemps été un indicateur du développement industriel et de la croissance des pays [« Metals in the Service of Man » by Arthur Street, William Alexander (Penguin science, last ed. 1998)]. Peut-on se passer désormais de nouveaux alliages métalliques et d’innovation ? L’argumentaire en faveur d’un maintien est « dilué », sous-jacent mais bien présent dans la programmation européenne et ses défis sociétaux. Les alliages métalliques resteront des phases clés, en fraction plus ou moins grande dans les matériaux et les produits en raison de leurs propriétés (semi) intrinsèques (résistance mécanique et plasticité, propriétés électriques, magnétiques, chimiques) et des immenses possibilités qu’ils proposent en termes de formulation chimique et de microstructures ; ces dernières pouvant permettre l’ajustement des propriétés et de la rupture. La réduction de la fraction d’alliages métalliques est toujours justifiée dans un produit mais l’intégration de la partie résiduelle dans les matériaux devra dans les tous cas être optimisée pour plus d’efficacité. Faire face aux différences de physico-chimie et de propriétés est toujours un défi qui peut être relevé avec des réflexions sur la conception des alliages pour une association intelligente avec d’autres phases. A titre d’exemple de substitution des alliages métalliques, l’industrie aéronautique est probablement emblématique. Il est vrai que le dernier Boeing 787 Dreamliner est constitué à 50% en poids de composites (principalement à matrice organique et fibres de carbone ou de verre). L’Airbus A350 est à 53% en poids composite et pour comparaison, l’A380 moins de 20%, le B777 10%. Le fait est que cette nouvelle technologie permet une certaine réduction de la consommation de carburant et a donc un impact sur le climat, mais pas de manière significative. Elle a un impact surtout économique avec une réduction des coûts de maintenance d’environ 30% et souffre d’un manque de processus de recyclage des composites. Un autre exemple soutenant le métal, concerne le besoin en composants microélectroniques extrêmement robustes pour répondre à la demande d’appareils entièrement connectés et autonomes (voitures autonomes, accessibilité, intelligence artificielle …). Les défis sont à la fois la miniaturisation et la durabilité, mais aussi l’innovation et le développement de matériaux connectés et le transfert d’informations là où les métaux devraient être encore essentiels. Pour l’exemple, le premier nano-neurone artificiel doté de capacités de reconnaissance vocale est un ferromagnétique métallique.

Nano-neurone Artificiel. Physics unit (Thales/CNRS), Center for nanosciences and nanotechnologies (CNRS/Univ. Paris Saclay), Center for Nanoscale Science & Technology (Maryland, USA), National Institute of Advanced Industrial Science and Technology (Japan)
- Alerte / Enjeu N°3: Recyclage et « recyclabilité »
Dans de nombreuses applications, les métaux sont encore essentiels pour leurs propriétés structurales et fonctionnelles. Cependant, tous les minerais métalliques souffrent d’un épuisement important. Des réflexions profondes doivent être menées sur la manière de limiter l’utilisation des ressources et de définir des stratégies de réutilisation des matériaux existants, de donner une seconde vie aux différentes parties des appareils et des produits, de tendre vers un recyclage complet.
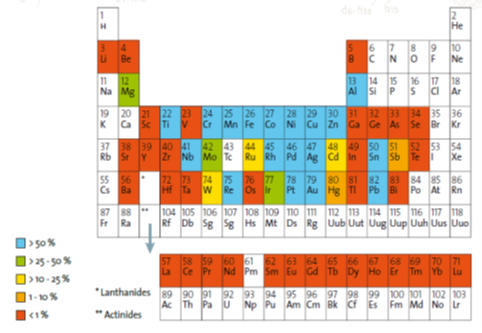
Taux moyens de recyclage de déchets (Sources : Geosciences, 2012)
Le recyclage est une activité soutenue, avec des recherches et des développements basés sur diverses technologies de traitements ; il devrait être la source de croissance économique et de d’emplois futurs. Les évolutions dans le domaine sont néanmoins encore assez lentes se heurtant aux difficultés de collecte physique et de séparation chimique. L’amélioration en efficacité du recyclage, nécessite de l’innovation notamment pour une application à des métaux spécifiques, des métaux précieux et terres rares à faible teneur (mine urbaine), des métaux associés à d’autres phases aux propriétés physico-chimiques très différentes. La conception de l’alliage devrait contribuer en amont à la capacité de recyclage des matériaux et produits. D’une part par la conception d’alliages respectueux de l’environnement et d’autre part par une association intelligente avec d’autres phases, de sorte que le recyclage (ou la réutilisation) sera rendu plus facile. On définirait le concept de « capacité de recyclage des matériaux » ou « recyclabilité » qui pourrait être envisagé dans le cadre de la réglementation avec des normes spécifiques définies par l’AFNOR et l’ISO.
7 milliards d’êtres humains consomment les ressources de la terre. Les enquêtes actuelles prédisent l’épuisement des principaux métaux assez rapidement; l’argent métallique vers 2020 et l’aluminium vers 2140. La fin du cuivre, métal de base des applications électriques, est prévue pour 2060 et l’épuisement du fer utilisable, qui est l’élément le plus répandu sur terre, est prévu pour 2070. En 2015 la production de nickel était de 2,53 millions de tonnes et de fer de 3,5 milliards de tonnes. Pour illustrer, une voiture est toujours constituée de 75% de métaux combinés avec des plastiques. Les terres rares et les métaux rares sont dominants avec leurs propriétés pour des fonctions spécifiques pour l’automobile, mais aussi pour toute application notamment liée à la transformation énergétique ou à la valorisation énergétique. Les ressources sont alors hautement stratégiques pour les industries et les sociétés modernes et deviennent un paramètre de fluctuations économiques et géopolitiques. Leur gestion notamment par un recyclage efficace devrait contribuer à stabiliser ces fluctuations.
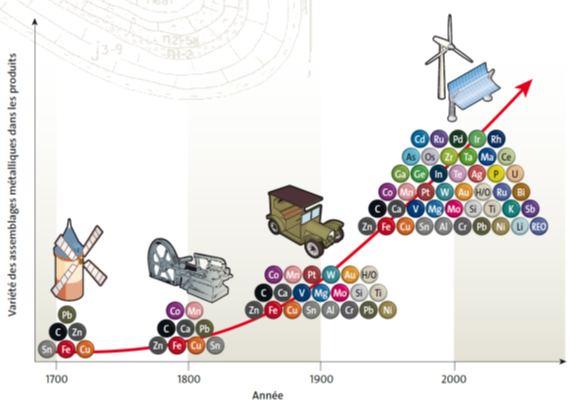
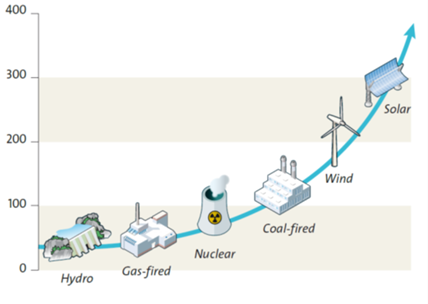
A) Augmentation de la complexité des assemblages métalliques dans des produits courants. B) Intensité en acier en tonnes par mégawatt, pour les différentes technologies de production d’énergie. (Sources : Geosciences, 2012)
Deux exemples illustrent l’ampleur de la tâche. La complexité croissante des produits intégrant de plus en plus de métaux et les besoins croissant en acier pour le domaine des énergies renouvelable. Deux exemples très différents qui demanderont des stratégies de recyclages adaptées pour gérer la complexité et le volume.
- Conclusion
La métallurgie est souvent appelée la mère de la science des matériaux; les céramiques, les verres d’oxyde en tant que matières condensées ont également une longue histoire et avec les alliages métalliques, une prédominance scientifique et technique dans la science des matériaux. On peut souligner le caractère « flexible » des métaux et des alliages métalliques. Les points de fusion sur une large plage de température, la plasticité permettent une grande variété de traitements thermomécaniques et de formage. La flexibilité dans la combinaison chimique conduit à des variétés d’alliages extrêmement grandes, des solutions solides simples aux phases très complexes (verre métallique, quasi-cristal, alliages à haute entropie, mais surtout les aciers, les alliages de titane …). Les alliages se caractérisent par une grande variété de transformations de phase ; tous ces aspects contribuant à une large gamme de microstructures, de phases et de propriétés. La flexibilité des alliages métalliques est l’une des origines de leur fort impact sur le développement industriel, l’économie et la société. La science et la technologie en métallurgie ont produit pendant des décennies, d’énormes quantités de données, de méthodes, d’expériences et d’expertise, utilisées pour le développement d’autres phases (céramique, verre, semi-conducteur). Cette flexibilité est bien adaptée pour initier de nouvelles approches et de nouvelles méthodes de conception de matériaux. La complexité qui y est associée demandera d’être abordée par les outils naissants autour des approches combinatoires, des méthodes de caractérisation à haut débit, la fouille de donnée, la modélisation, et les méthodes de l’intelligence artificielle.
3-3 Le rôle des matériaux dans une société Post Covid - Réflexion collective sur les matériaux, porteurs de solutions pour un monde plus sain, plus sûr et résilient dans le cadre d’une économie durable, stable et plus forte capable de répondre aux attentes des citoyens
[Titre original : The role of Materials in the post-COVID society – A reflection on how Materials will enable solutions for a healthy, safe, and resilient society to achieve a sustainable, stable, and stronger economy, able to respond to citizen’s demands]
Editeurs pour EUMAT : Marco Falzetti, Winfried Keiper, Amaya Igartua, Rodrigo Martins, Nieves Gonzalez, Eric Le Bourhis
Mots Clefs : Matériaux, développement durable, recherche et développement, projets collaboratifs, Europe
L’objectif de ce document est d’analyser le rôle des matériaux dans une société Post COVID et résume les positions, solutions potentielles et recommandations de la communauté Européenne des Matériaux (Alliance for Materials A4M) pour le programme Horizon Europe.
Le document complet regroupe les « Strategic Research Agendas (SRAs) « existants des différentes parties prenantes matériaux ainsi qu’une réflexion collective spécifique en relation avec la pandémie COVID19. Il insiste sur des propositions pour les activités R&D stratégiques de la Commission Européenne, les états membres et le Parlement Européen en prenant en compte les priorités « Green Deal » et le plan de relance. Il souhaite contribuer à l’Agenda R&D stratégique en facilitant collaborations, synergies, et alignement entre partenaires et parties prenantes Matériaux en Europe voire au-delà.
Ce document est disponible en suivant ce lien : https://www.fems.org/news/fems-president-contributes-new-report-role-materials-post-covid-society
Pour plus d’information sur cette initiative, contacter les représentants A4M-EUMAT : Marco Falzetti (falzetti@apre.it), Winfried Keiper (winfried.keiper@keiperconsulting.com) and Amaya Igartua* (amaya.igartua@tekniker.es). www.eumat.eu. La SF2M membre de la FEMS est représentée au sein de A4M-EUMAT
Pour le Livre Blanc SF2M, nous avons extrait du document complet les recommandations clefs pour une future recherche matériaux financée au niveau Européen, national ou régional.
- Constat / situation Post COVID
En Europe, on possède les bases technologiques pour développer des solutions locales plus efficaces mais pour cela on a besoin d’une validation à l’échelle Européenne. Plusieurs solutions matériaux ont un développement très avancé mais ont besoin d’une approche globale pour les transformer en produits sur le marché pour demain. Il nous faut regrouper les forces pour la conception, le développement et l’industrialisation de solutions pour demain et avoir des industries et chaines d’approvisionnement associées résilientes. Les matériaux avancés, les fonctionnalités intelligentes, et les applications nouvelles sont au cœur des innovations pour aujourd’hui et demain.
L’économie Européenne post COVID 19 boostée par des programmes de relance massifs aura besoin d’une croissance économique forte et innovante pour financer ces subventions dans les années à venir.
La communauté des Matériaux est prête à supporter innovation et croissance basées sur des actions R&D :
- Discuter la stratégie COVID 19, en insistant sur le rôle des matériaux qui apparaissent transversalement
- Définir les objectifs et étapes d’un plan R&D Matériaux
- Aider à la coordination des efforts R&D et des investissements au niveau Europe et national
- Recommandations/ Propositions :
Alors que l’ère Post COVID se prépare, ce papier met en avant les 10 principales recommandations de la communauté Matériaux Européenne:
- Besoin de coordonner la recherche Matériaux au niveau Européen avec une stratégie commune pour définir une recherche multidisciplinaire tirant profit de synergies multi-compétences.
- Développement de réglementations et de standards communs disponibles gratuitement au niveau de l’Europe pour faciliter les développements produits et réduire les coûts de fabrication en Europe.
- Les matériaux doivent être durables, économes en énergie avec une faible empreinte carbone au niveau de leur fabrication et de leur usage. Une approche économie circulaire est nécessaire pour minimiser l’utilisation des matières premières.
- Un investissement intensif dans les matériaux est nécessaire pour la production d’énergies décarbonées et renouvelables, leur stockage et leur distribution sans oublier le besoin pour des carburants alternatifs efficaces et une réduction des émissions.
- La modélisation des matériaux, l’intelligence artificielle, le « machine learning », les matériaux pour les technologies de la communication et de l’information et les technologies quantiques sont clefs pour réussir la nécessaire transition numérique de notre société
- Une économie Européenne plus résiliente grâce à un accès aux matières premières garantis peut être réalisée avec un approvisionnement durable combiné avec une durabilité plus grande des matériaux, une plus grande efficacité énergétique, un taux plus important, tout au long de la vie des produits, de récupération – réparation – réutilisation – recyclage ainsi qu’une écoconception des solutions.
- Un futur plus sûr serait garanti par une production de qualité en Europe via des alliances pour une chaine d’approvisionnement résiliente, permettant une flexibilité accrue et une reconfiguration avec des règles communes
- Une économie verte stable et durable nécessite une « conception pour et par le recyclage» et des réglementations Européennes adaptées pour réussir des alternatives plus durables alignées avec les cibles du « Green Deal ».
- Le développement de matériaux et surfaces intelligentes, avec de nouvelles fonctionnalités, des capteurs embarqués sera nécessaire pour l’économie circulaire
- Les sciences et l’éthique scientifique peuvent aider la société à recréer une coopération avec les citoyens et les états.
Ce document a été rédigé pour affirmer un engagement de la communauté dans une recherche globale, multiculturelle, sociétale pour répondre aux besoins. Des propositions concrètes ont été formalisées et sont disponibles de façon détaillées dans le document complet. Elles concernent :
- Les surfaces, antimicrobiennes et antivirales pour des équipements médicaux, pour les transports collectifs, pour les systèmes de filtration d’air, la modélisation de leurs comportements…
- Les matériaux avancés, en particulier polymères pour une protection antimicrobienne et antivirale pour les hôpitaux et les transports en communs
- Les méthodes de caractérisation, la modélisation et la gestion des données : tests rapides et bon marché, développement rapide des nouveaux matériaux, nano fabrication de filtres, modélisation des matériaux pour le développement de vaccins et de médicaments,
- Les matériaux pour les technologies de la communication et de l’information: augmentation des capacités de stockage des données, réduction de la consommation énergétique pour le « Cloud Computing »
- L’économie circulaire: approvisionnement des matières premières, sécurité, durabilité, réduction de la dépendance en produits stratégiques, exploitation des “mines urbaines”, aider les starts-ups du domaine…
4-Notre santé dépend aussi des matériaux
4-1 Introduction
Christophe DROUET-CIRIMAT Toulouse
- Constat Post COVID sur le thème
La pandémie que nous vivons nous conduit à repenser notre relation au monde de la santé, en tant qu’individus mais aussi que partie prenante de solutions. La réactivité pour fabriquer des visières, des masques, des respirateurs… a mis en avant le rôle des matériaux, l’importance de leur disponibilité, la maîtrise de leur mise en œuvre y compris par des technologies peu utilisées jusque-là telles que la fabrication additive. De plus, le développement de nouveaux biomatériaux ou approches en médecine régénératrice a été activé de par un besoin clinique croissant lié aux virus respiratoires.
Cette pandémie a également contribué à accélérer les recherches sur des matériaux intrinsèquement antimicrobiens (pour la mise au point de systèmes barrières) voire anti-inflammatoires ainsi que sur les (nano)technologies associées (par exemple pour la mise au point de vaccins, pouvant impliquer des nanoparticules adjuvantes). Par ailleurs, d’autres problématiques ont émergé telles que le contrôle et/ou la filtration des flux d’air – en tant que potentiels vecteurs de particules virales – pouvant aussi requérir des solutions matériaux innovantes.
Nous disposons en France dans diverses équipes de recherche (Toulouse, Nancy, Lyon, Strasbourg…), d’un panel de compétences et de moyens allant des matériaux aux interactions avec les milieux biologiques, jusqu’à l’évaluation médico-économique des dispositifs médicaux.
Ce chapitre regroupe certaines solutions mises en place et projets en cours de développement « post-pandémie » ainsi que des propositions pour une mise en perspective.
- Exemples de solutions développées ou en cours de développement
- Rôle clé des nanomatériaux et nanotechnologies en virologie
- Matériaux antimicrobiens : Projet CUPROCARE et développement de l’alliage Steriall® (fabrication de poignées, de barres d’appui, de rampes…)
- Élaboration de matériaux composites pour la décontamination des virus dans l’air par une approche originale combinant adsorption et photothermie
- L’electrospinning au service de la prévention contre le COVID19 : fabrication de membranes biocides
- Matériaux biocompatibles pour la santé
- Visières protectrices imprimées en 3D pour les professionnels de santé
- Codéveloppement d’une valve trachéale pour système clos de ligne de ventilation / intubation sur patient en réanimation
- Opportunités pour la médecine régénératrice de relever les défis du COVID-19 : nouvelles approches de biomatériaux pour l’ingénierie tissulaire
- Exemples de Propositions
- Matériaux pour la santé, matériaux /surfaces céramiques antimicrobiens
- Utilisation de l’effet oligodynamique du cuivre
- Matériaux pour filtrer et détruire le virus SRAS-CoV-2 responsable de la dissémination de la maladie COVID 19 dans des lieux fermés
- Particules polluantes et Covid-19 : vers la genèse de matériaux anti-inflammatoires
- Surfaces et traitements de surface pour la santé
- Principales recommandations sur le thème
- Le développement de biomatériaux et nano-systèmes bio-inspirés pourrait être renforcé pour la mise au point de solutions toujours plus biocompatibles voire multifonctionnelles.
- Diverses approches antimicrobiennes sont pertinentes à poursuivre, que ce soit à base de métaux/couches métalliques antibactériennes, de systèmes céramiques ou polymères ; et un axe de recherche prometteur porte sur l’optimisation de la durabilité des systèmes désinfectants.
- Il est essentiel de bien identifier les besoins cliniques des soignants pour adapter les solutions « biomatériaux » à envisager et les capacités de production.
- Il existe très peu de systèmes permettant une décontamination de l’air par destruction du virus en combinant plusieurs modes de décontamination, il s’agit là d’une stratégie qui mériterait d’être poursuivie.
- Des technologies de type impression 3D ou electrospinning se sont avérées pertinentes pendant la pandémie du SARS-COV-2 ; leur utilisation et potentiel devraient encore être explorés.
- L’adhésion des bactéries et virus sur la surface des matériaux est un point important. Il y a moyen de modifier ces surfaces pour rendre compliquée leur colonisation par des micro-organismes. D’autres traitements de surface ont pour objectif de rendre faciles et efficaces les nettoyages de décontamination. Il y a besoin de structurer les diverses approches de recherche sur ce thème.
4-2 Sur le rôle clé des nanomatériaux et nanotechnologies en virologie
Christophe DROUET (CIRIMAT, Université de Toulouse, CNRS / INP / UT3, Toulouse, France)
Mots Clefs : Matériaux, métallurgie, collaborations, projets, financements
- Introduction
En virologie, les outils thérapeutiques se basent sur des composés à vertu antivirale mais aussi sur le développement de vaccins ou encore de stratégies d’immunothérapie non-vaccinale visant à stimuler la réponse immunitaire1,2. Cependant, il est nécessaire dans tous les cas de développer des formulations pharmaceutiques permettant une administration et une efficacité in vivo à la dose désirée. Prenant en compte le mode d’administration (orale, nasale, par injection…) il est nécessaire de mettre au point des formes galéniques pour transporter les principes actifs tout en en assurant la protection/stabilisation, en contrôlant leur libération et possiblement aussi en jouant un effet synergique sur l’action antivirale. Dans ce contexte, les nanotechnologies sont au cœur du processus…
Compte-tenu de l’échelle à laquelle les virus interviennent, il n’est pas surprenant que les nanomatériaux et nanotechnologies jouent un rôle clé en virologie. De plus, outre cette constatation, les nano-objets ont la capacité d’exacerber des propriétés de surface par rapport à leurs analogues macroscopiques grâce à un rapport surface-sur-volume élevé. Le rôle des nanotechnologies en virologie peut alors prendre plusieurs formes : des nanomatériaux/nano-systèmes peuvent être employés pour la détection de virus et la mise au point de tests de diagnostic, pour la séparation/isolation de particules virales, pour jouer un rôle d’adjuvant dans des formulations de vaccins ou encore comme nanovecteurs d’agents actifs dans des formulations non-vaccinales. De plus, les nano-objets eux-mêmes peuvent, selon leur composition et caractéristiques propres, présenter des propriétés antivirales intrinsèques (Fig. 1).
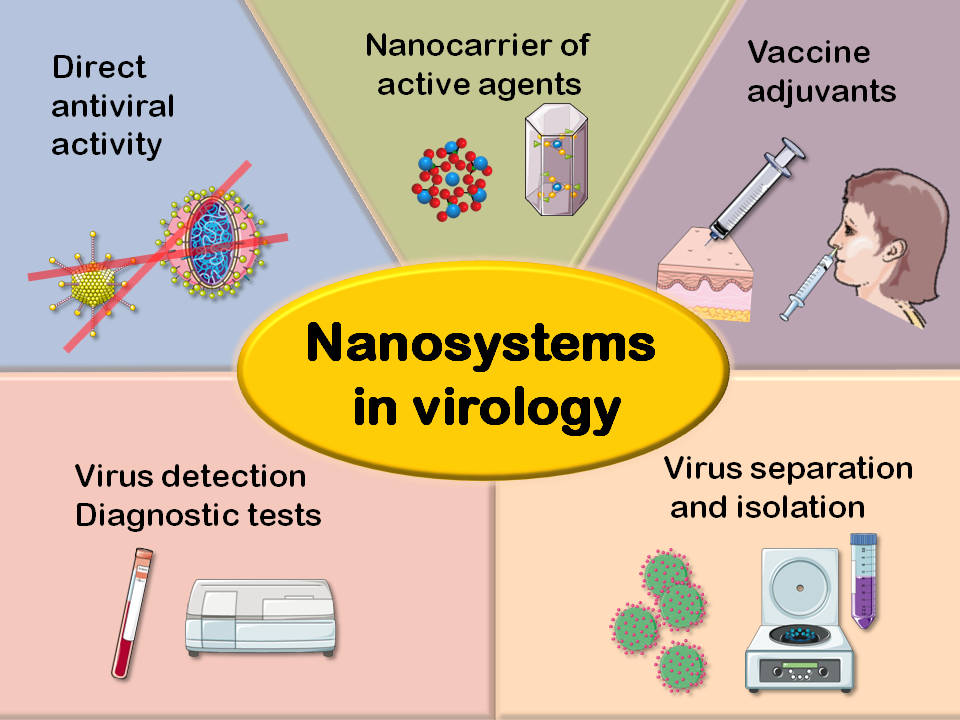
Figure 1. Différentes applications des nanomatériaux/nanotechnologies en virologie. D’après C. Drouet, BJSTR 27 (2020) 20774-20782.
- Différentes utilisations des nanomatériaux/nanotechnologies en virologie
Séparation/isolation de particules virales
En virologie, il est nécessaire d’être capable d’isoler les particules virales de leur environnement. Plusieurs stratégies ont été explorées, dont l’utilisation de membranes nanocomposites incorporant des nanofibres obtenues par electrospinning3. L’adsorption sélective de coronavirus, par exemple, a aussi été reportée sur des nano/microsphères à base de chitosane et génipine4. Ces approches peuvent non seulement servir à souscrire les particules virales de l’environnement qu’elles contaminent, mais sont aussi utiles en recherche afin d’étudier lesdites particules virales.
Détection et diagnostic
Un autre domaine d’intérêt pour les nanotechnologies en virologie concerne la détection/quantification de virus et la mise au point de tests diagnostiques. On peut citer l’exemple des nanoparticules (NPs) d’argent (Ag) associées à des brins d’ADN pour la détection du virus de la Dengue sur la base d’une détection colorimétrique ; une grande sensibilité ayant été reportée pour détecter différents sérotypes5. Des NPs d’oxydes de fer de différentes compositions ont aussi été utilisées à des fins de détection virale, comme illustré par le cas du virus Zika, en utilisant une réponse en termes de relaxation magnétique6. Dans un autre contexte, les nanotechnologies peuvent aussi permettre le titrage de molécules thérapeutiques antivirales ; par exemple la modification d’électrodes carbonées par des NPs d’oxyde de zinc (ZnO) ont été utilisées pour la détection de l’Acyclovir® via une réponse électrochimique7.
Des nanomatériaux/nano-systèmes intrinsèquement antiviraux…
Certains nano-systèmes ont démontré par ailleurs une activité antivirale intrinsèque8. On peut citer de nouveau le cas de NPs d’argent qui ont été largement explorées sur ce point9 en lien avec divers virus tels que le VIH, l’Herpes simplex, le Poliovirus de type 1 et d’autres. Plusieurs mécanismes peuvent alors être impliqués, en fonction des caractéristiques des virus notamment. Dans certains cas, leur interaction avec les NPs génère des modifications de conformation du virus ou encore des modifications biochimiques (ex : par interaction avec les groupes sulfhydriques), voire une modification du génome viral8-11. Un avantage des nano-systèmes dans la lutte contre les virus est la possibilité d’ajuster leurs dimensions à l’échelle des particules virales, comme illustré dans le cas du Poliovirus (gamme 25-30 nm)12. Selon ces auteurs, des NPs d’argent de l’ordre de 7 nm peuvent interagir de manière efficace avec les particules virales évitant ainsi leur association avec des récepteurs cellulaires. En marge de l’élément argent, des NPs d’or ont aussi été étudiées par exemple contre le VIH. Un mécanisme possible se base sur un blocage de récepteurs cellulaires impliqués dans la pénétration des virus dans les cellules hôtes8, 13. Des particules carbonées (nanotubes de carbone, dérivés du graphène…) ont aussi été examinées ponctuellement en virologie8 mais les développements ne sont pas aboutis à ce jour.
Des NPs d’oxydes métalliques ont souvent été étudiées pour certaines propriétés antivirales intrinsèques, comme dans le cas d’oxydes de fer contre le virus de l’Hépatite C 8, 14. Dans le traitement du virus de la grippe H1N1, des NPs de Fe3O4 se sont par exemple révélées avoir des propriétés antivirales in vitro (typiquement à la dose de 6.5 pg de NPs/mL)15. Des NPs de zircone (ZrO2) se sont récemment montrées efficaces pour inhiber la réplication virale chez la souris du virus de la grippe H5N1, protégeant ainsi l’animal contre l’infection16. Cet effet a été relié à un renforcement de l’immunité innée aux stades précoces de l’infection, à une chute de la charge virale et à une limitation de l’influx de cytokines pro-inflammatoires au niveau des poumons. Les oxydes de cuivre se sont aussi avérés présenter des propriétés antivirales propres. L’oxyde cuivreux (Cu2O) sous forme de NPs inhiberait par exemple l’influx intracellulaire de particules virales de l’Hépatite C in vitro17. Des NPs d’oxyde cuivrique CuO (40 nm), eux, ont par ailleurs montré récemment une activité contre le virus de l’Herpes simplex de type 1, avec une réduction de 83.3% de charge virale in vitro18. Ici, les auteurs supposent une interférence des NPs dans le processus de réplication virale. Différents autres oxydes ont aussi été examinés. Des NPs de silice mésoporeuse (SiO2) semblent présenter un potentiel antiviral intéressant, par exemple contre le virus HIV19, notamment de par une modularité de leur caractère hydrophile/hydrophobe via une fonctionnalisation de surface, visant à empêcher la transduction du virus via une forte interaction avec l’enveloppe virale.
En marge des NPs inorganiques, l’on peut aussi citer des nano-systèmes organiques tels que des NPs à base de chitosane, des dendrimères, des liposomes… qui sont cependant plus spécifiquement utilisés pour leur capacité de transport de molécules actives8.
Vectorisation de principes actifs antiviraux
Les nanotechnologies/nanomatériaux sont souvent au cœur des stratégies de transport et libération d’actifs. Par exemple, la conjugaison de NPs d’or ou d’argent avec le peptide antiviral FluPep permet d’inhiber le virus de la grippe de manière plus efficace que le peptide seul, ce qui peut être relié à une forte densité de greffage et donc d’exposition à la surface des NPs20. D’autres systèmes particulaires ont aussi démontré des résultats prometteurs, tels que des NPs de silice mésoporeuse revêtues de dérivés lipidiques pour délivrer l’agent antiviral ML336 en vue d’inhiber l’infection par l’Alphavirus encéphalitique21. Dans divers cas, l’association de l’agent actif avec des nanoparticules permet d’accroître l’influx intracellulaire et l’association d’agents thérapeutiques à des nanovecteurs particulaire peut aussi permettre de cibler plus spécifiquement les organes infectés22 et par là même de limiter les doses administrées.
Adjuvants de vaccins
Le développement de vaccins est l’une des clés de la lutte contre les virus. Des adjuvants sont souvent inclus dans la formulation de vaccins car ceux-ci peuvent jouer plusieurs rôles tels que prolonger la période de délivrance du principe actif, favoriser l’action antivirale, limiter les doses d’antigènes nécessaires, etc.23. Des adjuvants de dimensions nanométriques sont particulièrement bien adaptés, prenant en compte l’échelle d’action souhaitée ici. Plusieurs stratégies peuvent être développées (nano-émulsion24, nanoparticules…). Des NPs organiques à base de polymères (chitosane/alginate) se sont avérées notamment pertinentes dans la formulation de vaccin contre la poliomyélite, permettant la rétention de particules antigéniques chargées via des interactions électrostatiques25. Les NPs inorganiques ont par ailleurs très largement été étudiées et utilisées comme adjuvants (en suivant les travaux pionniers de Glenny et al.23), exploitant leur stabilité, grande surface spécifique et des caractéristiques physico-chimiques modulables26-28. Les adjuvants à base d’aluminium (alums) ont ainsi été utilisés depuis les années 1930. Cependant, certains inconvénients ont été identifiés, en particulier un risque de caractère neurotoxique non encore formellement avéré29. La recherche de composés alternatifs aux alums a ouvert la voie vers de nombreux travaux exploratoires. Des NPs d’oxydes de zinc (ZnO) ou de cobalt (Co3O4) ont montré notamment un effet d’activation du système immunitaire (lymphocytes Th2 voire Th1)30,31. Des NPs métalliques (argent, or) peuvent également s’avérer adaptées comme adjuvants de vaccins. Un exemple étant celui de NPs d’or dans le développement de vaccin à ADN anti-VIH32. D’autres alternatives aux alums incluent des oxydes de fer, d’étain, de zirconium ou de silicium ou encore le talc 33. Il semble qu’il existe une corrélation entre l’efficacité de l’adjuvant, la réponse inflammatoire et l’étendue de la surface spécifique des particules. Les hydroxydes doubles lamellaires (HDL) ont été testés comme potentiels adjuvants depuis les années 201027, 34, 35. Ici, la composition chimique de l’HDL s’est avérée être un paramètre important pour moduler la réponse immunitaire27, 34. Ces systèmes apparaissent comme une famille de composés particulièrement prometteuse pour le développement d’adjuvants de vaccins.
En marge de ces composés, la famille des phosphates de calcium (CaP) est aussi particulièrement intéressante à explorer. Leur utilisation dans le domaine des vaccins date des années 196036. Cet engouement est notamment lié à leur composition proche de celle du minéral osseux naturel, en faisant donc des composés de choix pour de telles applications chez l’homme37. De plus, il est possible de moduler les propriétés physico-chimiques (et biologiques) des CaP, notamment apatitiques, et d’obtenir des NPs aux propriétés « à la carte » en jouant notamment sur une couronne organique stabilisant les particules en surface et conférant des fonctionnalités additionnelles38. Ces composés sont aussi biodégradables in vivo et leur dégradation mène à des métabolites naturels (ions calcium et phosphates, déjà présents dans l’organisme…) que le corps hôte sait gérer, contrairement à certains autres systèmes moins biocompatibles…
Les phosphates de calcium : des composés bio-inspirés adaptés ?
Divers types de CaP sont intéressants pour la mise au point d’adjuvants de vaccins, que ce soit pour lutter contre des infection bactériennes ou virales. La brushite (CaHPO4) a notamment été utilisée dès les années 1960 pour la vaccination contre la diphtérie, par Relyveld et al. comme une alternative aux formulations existantes, pour des patients allergiques. Après cela, les CaP ont été utilisés notamment dans des vaccins pour la poliomyélite ou encore l’hépatite B26. Plusieurs avantages des CaP ont été reportés tels qu’une absence de signes d’allergie, une production relativement aisée à grande échelle, ou encore l’adsorption efficace d’antigènes à pH neutre, et les formulations sont stables sur plusieurs années36. L’intérêt de NPs phospho-calciques a notamment été montré dans le cas de vaccin contre le virus de la grippe H1N1 chez la souris (concentration finale en NPs : 0.3 % m/v, taille de NPs ~ 450-500 nm)39. Une étude clinique de Phase I aux Etats-Unis est basée sur l’utilisation de NPs de CaP administrées en intramusculaire40. Un intérêt des CaP est qu’ils peuvent a priori être employés dans des formes vaccinales administrées par différentes voies. Par exemple, des NPs de CaP ont été utilisées comme adjuvants en lien avec le virus Herpès simplex de type 2 41. Un autre intérêt provient de la grande flexibilité de la structure apatitique notamment, qui peut accommoder bon nombre de substituants anioniques ou cationiques pouvant présenter des propriétés biologiques déterminées38. A ce stade cependant, assez peu d’information est nécessaire en terme de caractérisation des CaP employés. Or, les paramètres de synthèse conditionnent la phase cristalline obtenue et ses caractéristiques physico-chimiques et donc l’association avec le principe actif du vaccin42. Par exemple, le taux de sous-stœchiométrie de l’apatite est apparu comme un paramètre clé. Il sera important de mener à l’avenir des études visant à caractériser plus finement les composés phospho-calciques utilisés afin notamment d’en optimiser l’efficacité et déterminer les facteurs clés. Il sera par exemple intéressant de se pencher sur le rôle de la taille et de la forme des NPs de CaP. Bien sûr, les capacités d’adsorption de ces particules vis-à-vis de principes actifs antiviraux devront continuer à être explorées. De manière générale, les apatites nanocristallines biomimétiques par exemple peuvent adsorber bon nombre de (bio)molécules d’intérêt thérapeutique, comme montré précédemment avec des enzymes antimicrobiennes43, des agents anti-tumoraux ou anti-ostéoporose44-46, des anticorps47, des antibiotiques48, etc.). Forts de tous ces avantages, il apparaît judicieux de continuer à développer l’usage des phosphates de calcium et en particulier des apatites nanocristallines dans le domaine de la virologie, et notamment pour la formulation de vaccins pour cibler les virus déjà connus… et ceux à venir.
- Conclusion
Les nanomatériaux et nanotechnologies occupent désormais une partie important dans nos sociétés, et notamment dans la lutte contre les infections, par exemple pour cibler des agents pathogènes viraux. Que ce soit pour la vectorisation de principes actifs, pour la formulation de vaccins, ou encore pour leur propriétés antivirales intrinsèques, l’inclusion de nano-systèmes dans les formes pharmaceutiques a permis des progrès significatifs en termes de stabilisation des principes actifs, de limitation des doses d’actifs à employer, de libération prolongée après administration, de disposition adéquate d’antigènes à leur surface, d’influx intracellulaire accru pour les principes actifs, etc. Par ailleurs, les nano-systèmes s’avèrent précieux dans les procédés d’isolation de particules virales et dans le développement de tests de diagnostic.
Parmi les composés d’intérêt, les nanoparticules inorganiques ont en particulier attiré l’attention en lien avec leur grande versatilité en termes de taille, forme, porosité, biodégradation, propriétés de surface, etc. Les métaux nobles, les oxydes métalliques, la silice mésoporeuse, les hydroxydes doubles lamellaires et les phosphates de calcium notamment apatitiques ont été particulièrement étudiés, notamment en substitution de composés à base d’aluminium dont le caractère possiblement neurotoxique est encore débattu. L’incorporation de nano-systèmes dans des formulations thérapeutiques requiert l’acceptation par les instances réglementaires, mais aussi de plus en plus une appropriation par le grand public ; ainsi le développement de (nano)matériaux/nano-systèmes hautement biocompatibles apparait particulièrement judicieux lorsque cela est possible. Dans ce contexte, les phosphates de calcium (CaP) et notamment les apatites biomimétiques49 sont des candidats particulièrement solides, et ont déjà montré une partie de leur potentiel en nanomédecine. Cependant, une attention particulière doit être portée à la caractérisation physico-chimique fine de ces composés, où l’utilisation de techniques d’analyse complémentaires est fortement recommandée pour déterminer leurs caractéristiques compositionnelles et structurales. De plus, indépendamment du type de nano-système considéré, les mécanismes sous-jacents expliquant leur activité antivirale doivent encore être explorés plus avant, afin notamment de mieux appréhender les paramètres clés.
Note relative à cet article : Cet article reprend les grandes idées décrites par l’auteur dans l’article Open Access :
Drouet, Biomed J Sci & Tech Res (BJSTR) 27 (2020) 20774-20782, doi: 10.26717/BJSTR.2020.27.004500
Références :
- Dalgleish, A. G., Vaccines versus immunotherapy: overview of approaches in deciding between options. Human vaccines & immunotherapeutics 2014, 10 (11), 3369-3374.
- Dibo, M.; Battocchio, E. C.; Dos Santos Souza, L. M.; da Silva, M. D. V.; Banin-Hirata, B. K.; Sapla, M. M. M.; Marinello, P.; Rocha, S. P. D.; Faccin-Galhardi, L. C., Antibody Therapy for the Control of Viral Diseases: An Update. Curr Pharm Biotechnol 2019, 20 (13), 1108-1121.
- Al-Attabi, R.; Rodriguez-Andres, J.; Schütz, J. A.; Bechelany, M.; des Ligneris, E.; Chen, X.; Kong, L.; Morsi, Y. S.; Dumée, L. F., Catalytic electrospun nano-composite membranes for virus capture and remediation. Separation and Purification Technology 2019, 229, 115806.
- Ciejka, J.; Wolski, K.; Nowakowska, M.; Pyrc, K.; Szczubiałka, K., Biopolymeric nano/microspheres for selective and reversible adsorption of coronaviruses. Materials Science and Engineering: C 2017, 76, 735-742.
- Vinayagam, S.; Rajaiah, P.; Mukherjee, A.; Natarajan, C., DNA-triangular silver nanoparticles nanoprobe for the detection of dengue virus distinguishing serotype. Spectrochim Acta A Mol Biomol Spectrosc 2018, 202, 346-351.
- Shelby, T.; Banerjee, T.; Zegar, I.; Santra, S., Highly Sensitive, Engineered Magnetic Nanosensors to Investigate the Ambiguous Activity of Zika Virus and Binding Receptors. Scientific Reports 2017, 7 (1), 7377.
- Pavamana, M.; Shetti, N. P.; Malode, S. J.; Bukkitgar, S. D., Nano level detection and analysis of an antiviral drug at ZnO nanoparticles modified sensor. Materials Today: Proceedings 2019, 18, 1568-1573.
- Kerry, R. G.; Malik, S.; Redda, Y. T.; Sahoo, S.; Patra, J. K.; Majhi, S., Nano-based approach to combat emerging viral (NIPAH virus) infection. Nanomedicine 2019, 18, 196-220.
- Galdiero, S.; Falanga, A.; Vitiello, M.; Cantisani, M.; Marra, V.; Galdiero, M., Silver nanoparticles as potential antiviral agents. Molecules 2011, 16 (10), 8894-918.
- Lara, H. H.; Ayala-Nuñez, N. V.; Ixtepan-Turrent, L.; Rodriguez-Padilla, C., Mode of antiviral action of silver nanoparticles against HIV-1. Journal of Nanobiotechnology 2010, 8 (1), 1.
- Rónavári, A.; Kovács, D.; Igaz, N.; Vágvölgyi, C.; Boros, I. M.; Kónya, Z.; Pfeiffer, I.; Kiricsi, M., Biological activity of green-synthesized silver nanoparticles depends on the applied natural extracts: a comprehensive study. International journal of nanomedicine 2017, 12, 871-883.
- Huy, T. Q.; Hien Thanh, N. T.; Thuy, N. T.; Chung, P. V.; Hung, P. N.; Le, A. T.; Hong Hanh, N. T., Cytotoxicity and antiviral activity of electrochemical – synthesized silver nanoparticles against poliovirus. J Virol Methods 2017, 241, 52-57.
- Vijayakumar, S.; Ganesan, S., Gold nanoparticles as an HIV entry inhibitor. Curr HIV Res 2012, 10 (8), 643-6.
- Delaviz, N.; Gill, P.; Ajami, A.; Aarabi, M., Aptamer-conjugated magnetic nanoparticles for the efficient removal of HCV particles from human plasma samples. RSC Advances 2015, 5 (97), 79433-79439.
- Kumar, R.; Sahoo, G. C.; Chawla-Sarkar, M.; Nayak, M. K.; Trivedi, K.; Rana, S.; Pandey, K.; Das, V.; Topno, R.; Das, P., Antiviral effect of Glycine coated Iron oxide nanoparticles iron against H1N1 influenza A virus. International Journal of Infectious Diseases 2016, 45, 281-282.
- Huo, C.; Xiao, J.; Xiao, K.; Zou, S.; Wang, M.; Qi, P.; Liu, T.; Hu, Y., Pre-Treatment with Zirconia Nanoparticles Reduces Inflammation Induced by the Pathogenic H5N1 Influenza Virus. International journal of nanomedicine 2020, 15, 661-674.
- Hang, X.; Peng, H.; Song, H.; Qi, Z.; Miao, X.; Xu, W., Antiviral activity of cuprous oxide nanoparticles against Hepatitis C Virus in vitro. J Virol Methods 2015, 222, 150-7.
- Tavakoli, A.; Hashemzadeh, M. S., Inhibition of herpes simplex virus type 1 by copper oxide nanoparticles. J Virol Methods 2020, 275, 113688.
- de Souza, E. S. J. M.; Hanchuk, T. D.; Santos, M. I.; Kobarg, J.; Bajgelman, M. C.; Cardoso, M. B., Viral Inhibition Mechanism Mediated by Surface-Modified Silica Nanoparticles. ACS Appl Mater Interfaces 2016, 8 (26), 16564-72.
- Alghrair, Z. K.; Fernig, D. G.; Ebrahimi, B., Enhanced inhibition of influenza virus infection by peptide-noble metal nanoparticle conjugates. bioRxiv 2018, 324939.
- LaBauve, A. E.; Rinker, T. E.; Noureddine, A.; Serda, R. E.; Howe, J. Y.; Sherman, M. B.; Rasley, A.; Brinker, C. J.; Sasaki, D. Y.; Negrete, O. A., Lipid-Coated Mesoporous Silica Nanoparticles for the Delivery of the ML336 Antiviral to Inhibit Encephalitic Alphavirus Infection. Scientific Reports 2018, 8 (1), 13990.
- Abo-zeid, Y.; Urbanowicz, R. A.; Thomson, B. J.; Irving, W. L.; Tarr, A. W.; Garnett, M. C., Enhanced nanoparticle uptake into virus infected cells: Could nanoparticles be useful in antiviral therapy? International Journal of Pharmaceutics 2018, 547 (1), 572-581.
- Glenny, A. T.; Buttle, G. A. H.; Stevens, M. F., Rate of disappearance of diphtheria toxoid injected into rabbits and guinea – pigs: Toxoid precipitated with alum. The Journal of Pathology and Bacteriology 1931, 34 (2), 267-275.
- Chen, Z.; Zhang, S.; Li, Z.; Ma, G.; Su, Z., Construction of a stable w/o nano-emulsion as a potential adjuvant for foot and mouth disease virus vaccine. Artificial cells, nanomedicine, and biotechnology 2017, 45 (5), 897-906.
- Tafaghodi, M.; Kersten, G.; Jiskoot, W. I. M., NANO-ADJUVANTED POLIO VACCINE: PREPARATION AND CHARACTERIZATION OF CHITOSAN AND TRIMETHYLCHITOSAN (TMC) NANOPARTICLES LOADED WITH INACTIVATED POLIO VIRUS AND COATED WITH SODIUM ALGINATE. NANOMEDICINE JOURNAL 2014, 1 (4), 220-228.
- Paneque-Quevedo, A. A., Inorganic compounds as vaccine adjuvants. Biotecnología Aplicada 2013, 30, 250-256.
- Maughan, C. N.; Preston, S. G.; Williams, G. R., Particulate inorganic adjuvants: recent developments and future outlook. J Pharm Pharmacol 2015, 67 (3), 426-49.
- Li, X.; Wang, X.; Ito, A., Tailoring inorganic nanoadjuvants towards next-generation vaccines. Chemical Society Reviews 2018, 47 (13), 4954-4980.
- Tomljenovic, L., Aluminum and Alzheimer’s disease: after a century of controversy, is there a plausible link? J Alzheimers Dis 2011, 23 (4), 567-98.
- Matsumura, M.; Nagata, M.; Nakamura, K.; Kawai, M.; Baba, T.; Yamaki, K.; Yoshino, S., Adjuvant effect of zinc oxide on Th2 but not Th1 immune responses in mice. Immunopharmacol Immunotoxicol 2010, 32 (1), 56-62.
- Cho, W. S.; Dart, K.; Nowakowska, D. J.; Zheng, X.; Donaldson, K.; Howie, S. E., Adjuvanticity and toxicity of cobalt oxide nanoparticles as an alternative vaccine adjuvant. Nanomedicine (Lond) 2012, 7 (10), 1495-505.
- Xu, L.; Liu, Y.; Chen, Z.; Li, W.; Wang, L.; Wu, X.; Ji, Y.; Zhao, Y.; Ma, L.; Shao, Y.; Chen, C., Surface-engineered gold nanorods: promising DNA vaccine adjuvant for HIV-1 treatment. Nano Lett 2012, 12 (4), 2003-12.
- Naim, J. O.; van Oss, C. J.; Wu, W.; Giese, R. F.; Nickerson, P. A., Mechanisms of adjuvancy: I–Metal oxides as adjuvants. Vaccine 1997, 15 (11), 1183-93.
- Williams, G. R.; Fierens, K.; Preston, S. G.; Lunn, D.; Rysnik, O.; De Prijck, S.; Kool, M.; Buckley, H. C.; Lambrecht, B. N.; O’Hare, D.; Austyn, J. M., Immunity induced by a broad class of inorganic crystalline materials is directly controlled by their chemistry. Journal of Experimental Medicine 2014, 211 (6), 1019-1025.
- Li, A.; Qin, L.; Zhu, D.; Zhu, R.; Sun, J.; Wang, S., Signalling pathways involved in the activation of dendritic cells by layered double hydroxide nanoparticles. Biomaterials 2010, 31 (4), 748-756.
- Relyveld, E. H.; Henocq, E.; Raynaud, M., STUDY OF THE ANTIDIPHTHERIA VACCINATION OF ALLERGIC SUBJECTS WITH A PURE ANATOXIN ABSORBED ON CALCIUM PHOSPHATE. Bulletin of the World Health Organization 1964, 30 (3), 321-325.
- Gomez-Morales, J.; Iafisco, M.; Delgado-Lopez, J. M.; Sarda, S.; Drouet, C., Progress on the preparation of nanocrystalline apatites and surface characterization: Overview of fundamental and applied aspects. Progress in Crystal Growth and Characterization of Materials 2013, 59 (1), 1-46.
- Drouet, C.; Choimet , M.; Simon, M.; Devès, G.; Barberet, P.; Seznec, H.; Rassu, G.; Marsan, O.; Tourrette, A., Colloidal Apatite Particles : A Multifunctional Platform in (Nano)Medicine.
- Morçӧl, T.; Hurst, B. L.; Tarbet, E. B., Calcium phosphate nanoparticle (CaPNP) for dose-sparing of inactivated whole virus pandemic influenza A (H1N1) 2009 vaccine in mice. Vaccine 2017, 35 (35 Pt B), 4569-4577.
- Morcol, T.; Nagappan, P.; Nerenbaum, L.; Mitchell, A.; Bell, S., Particulate Drug Delivery Systems for Protein Drugs: An overview of Noninvasive Insulin Delivery Using Calcium Phosphate Particle Technology. 2008; pp 223-241.
- He, Q.; Mitchell, A.; Morcol, T.; Bell, S. J. D., Calcium phosphate nanoparticles induce mucosal immunity and protection against herpes simplex virus type 2. Clinical and diagnostic laboratory immunology 2002, 9 (5), 1021-1024.
- Relyveld, E. H., Preparation and use of calcium phosphate adsorbed vaccines. Dev Biol Stand 1986, 65, 131-6.
- Weber, C. G.; Mueller, M.; Vandecandelaere, N.; Trick, I.; Burger-Kentischer, A.; Maucher, T.; Drouet, C., Enzyme-functionalized biomimetic apatites: concept and perspectives in view of innovative medical approaches. Journal of Materials Science-Materials in Medicine 2014, 25, 595-606.
- Al-Kattan, A.; Errassifi, F.; Sautereau, A.-M.; Sarda, S.; Dufour, P.; Barroug, A.; Santos, I. D.; Combes, C.; Grossin, D.; Rey, C.; Drouet, C., Medical potentialities of biomimetic apatites through adsorption, ionic substitution, and mineral/organic associations: Three illustrative examples. Advanced Engineering Materials 2010, 12 (7).
- Sarda, S.; Iafisco, M.; Pascaud-Mathieu, P.; Adamiano, A.; Montesi, M.; Panseri, S.; Marsan, O.; Thouron, C.; Dupret-Bories, A.; Tampieri, A.; Drouet, C., Interaction of Folic Acid with Nanocrystalline Apatites and Extension to Methotrexate (Antifolate) in View of Anticancer Applications. Langmuir 2018, 34 (40), 12036-12048.
- Iafisco, M.; Drouet, C.; Adamiano, A.; Pascaud, P.; Montesi, M.; Panseri, S.; Sarda, S.; Tampieri, A., Superparamagnetic iron-doped nanocrystalline apatite as a delivery system for doxorubicin. Journal of Materials Chemistry B 2016, 4 (1), 57-70.
- Iafisco, M.; Varoni, E.; Di Foggia, M.; Pietronave, S.; Fini, M.; Roveri, N.; Rimondini, L.; Prat, M., Conjugation of hydroxyapatite nanocrystals with human immunoglobulin G for nanomedical applications. Colloids and Surfaces B: Biointerfaces 2012, 90 (1), 1-7.
- Cazalbou, S.; Bertrand, G.; Drouet, C., Tetracycline-loaded biomimetic apatite: an adsorption study. The journal of physical chemistry. B 2015, 119, 3014-3024.
- Drouet, C.; Grossin, D.; Combes, C.; Sarda, S.; Cazalbou, S.; Rey, C., Apatites biomimétiques Des biominéraux aux analogues de synthèse pour le biomédical. Techniques de l’Ingénieur 2018, article : IN227.
4-3 Matériaux antimicrobiens : retour sur le projet CUPROCARE et l’alliage Steriall®
Julien Flament (Groupe Lebronze alloys, responsable du Centre de recherche), François Primaux (Groupe Lebronze alloys, directeur technique et du développement), Sophie Gangloff (Professeur de Microbiologie, directeur de l’EA 4691 biomatériaux et inflammation en site osseux, UFR Pharmacie, Université de Reims Champagne-Ardenne), Marius Colin (Maître de conférences en Microbiologie, EA 4691 biomatériaux et inflammation en site osseux, UFR Pharmacie, Université de Reims Champagne-Ardenne)
Mots Clefs : matériaux antimicrobiens, cuivre et ses alliages
- Genèse du projet
La crise sanitaire du Covid-19 nous rappelle que les transmissions manuportées et aéroportées des microbes sont des vecteurs importants de la contamination et par conséquent des enjeux sanitaires majeurs. Depuis plus de cinq ans, le groupe industriel Lebronze alloys, en collaboration avec l’Université de Reims, travaille sur le projet de recherche collaboratif CUPROCARE qui réunit des laboratoires et des structures de recherche dans une perspective pluridisciplinaire alliant la métallurgie, la science des biomatériaux ainsi que la microbiologie. L’objectif de ce projet vise à comprendre le comportement des bactéries, champignons et virus au contact de surfaces en alliages de cuivre afin de réduire le risque infectieux. Dans cette optique, les travaux de recherche se sont concentrés sur le développement d’un alliage de cuivre destiné à la fabrication de poignées, de barres d’appui, de rampes ou encore de plaques de poussée. Cet alliage combine plusieurs propriétés : en particulier un pouvoir antimicrobien élevé, résistant à l’épreuve du temps et aux produits de nettoyage. Il présente également un aspect esthétique satisfaisant.
L’usage du cuivre dans la lutte contre les bactéries, virus ou champignons est justifié par l’action de ce métal sur les germes infectieux. Plus précisément, cette action est l’œuvre des ions cuivre. Ainsi, à la suite de la contamination de la surface par un microbe, il se forme autour de celui-ci une interface dans laquelle se produit la transformation du cuivre métallique en ions cuivreux (Cu+). Ces ions génèrent des dommages au niveau de la membrane des cellules (qu’ils dépolarisent). Les ions cuivre participent également à la formation d’espèces réactives de l’oxygène qui endommagent les constituants de la cellule. Enfin, ces ions induisent la dégradation du génome (l’ADN et l’ARN) des microorganismes. Ces multiples actions du cuivre se traduisent par une destruction rapide de tous types de microorganismes (bactéries, virus, etc.).
- Le choix du bon alliage : un compromis entre les caractéristiques mécaniques et le pouvoir antimicrobien
Bien que le cuivre pur soit a priori un candidat sérieux, ses faibles caractéristiques mécaniques n’autorisent pas son utilisation pour la conception de pièces destinées à être manipulées. Le cuivre pur présente en effet une faible résistance mécanique et se raye facilement. La mise en œuvre d’un alliage à base de cuivre a donc été privilégiée afin de surmonter ces difficultés.
Outre les propriétés mécaniques, le ternissement des objets à base de cuivre est un enjeu important du projet CUPROCARE. Ainsi, l’altération de la surface, avec la formation d’ions cuivriques Cu2+ (plus stables que les ions cuivreux Cu+) peut conduire à une diminution du pouvoir antimicrobien de l’ordre de 90 %. La surface de l’objet est alors couverte d’une couche d’ions Cu2+ qui ne permet plus l’ionisation du cuivre métallique. La Figure 1 illustre la diminution du pouvoir antimicrobien au cours du temps avec l’exemple du staphylocoque doré au contact de poignées de porte en alliage de cuivre. Les cultures ont été déposées sur des poignées de porte puis récupérées après 2 h de contact afin de procéder à un dénombrement.
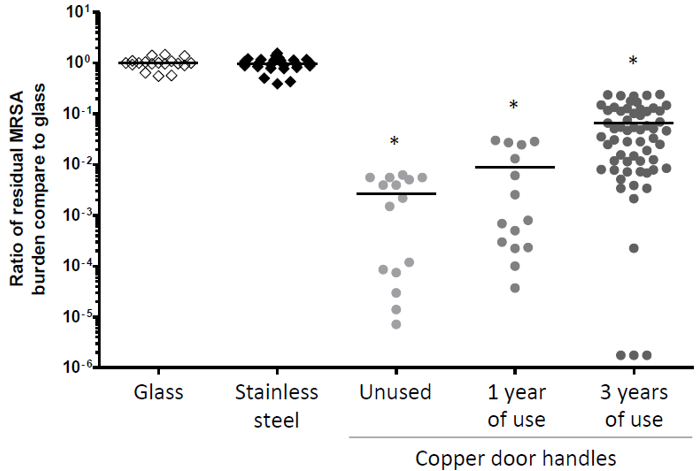
Figure 1 : Évolution de la charge résiduelle de SARM (Staphylococcus aureus résistant à la méticilline) en fonction du temps d’utilisation des poignées de porte en alliage de cuivre (d’après Colin M. et al., 2018).
Dans le cadre du projet CUPROCARE, un nouvel alliage Steriall® a été développé afin de répondre aux enjeux évoqués ci-avant, il fait l’objet d’un dépôt de brevet. En premier lieu, la composition chimique de cet alliage permet d’améliorer significativement ses propriétés mécaniques et sa résistance aux rayures tout en lui conférant un aspect esthétique satisfaisant. L’addition d’éléments au cuivre dans une proportion en masse inférieure à 15 % donne à l’alliage une couleur ocre qui peut être adaptée entre le jaune et le rouge.
Outre des propriétés mécaniques améliorées par rapport au cuivre pur, les constituants de l’alliage Steriall® favorisent la formation et la stabilisation d’une couche mince de contact active à la surface de l’alliage. Il s’agit d’un film de quelques nanomètres d’épaisseur qui contient des ions Cu+. Cette couche est suffisamment fine pour ne pas bloquer la réaction entre le cuivre métallique sous-jacent et les microorganismes présents en surface.
- Détermination du pouvoir antimicrobien de l’alliage Steriall®
Le pouvoir antimicrobien de l’alliage Steriall® a été évalué dans le cadre d’une contamination de la surface au staphylocoque doré résistant à la méticilline (SARM) et d’une contamination par la bactérie E. coli. Les résultats sont présentés sur la Figure 2. Ils démontrent l’effet antimicrobien significatif de l’alliage Steriall® (échantillon 319). Les poignées neuves et vieillies artificiellement en accéléré, présentent une absence de charge résiduelle en SARM et E. coli à leur surface. Pour les poignées vieillies, l’absence de charge résiduelle en SARM est également constatée tandis que pour E. coli, on observe une réduction de 6 log.
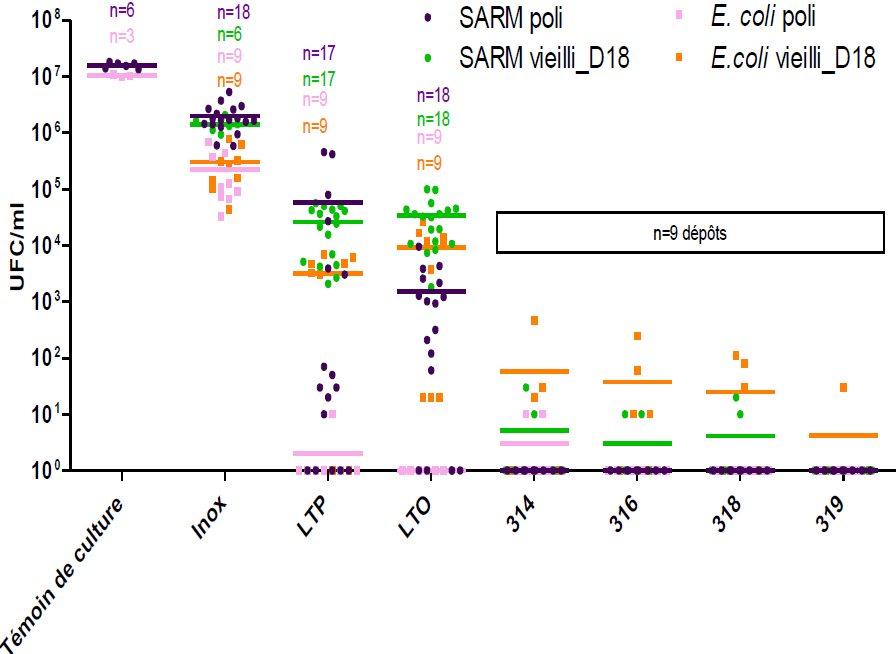
Figure 2 : Charge bactérienne résiduelle (Unité Formant Colonie/ml) de l’alliage Steriall® (échantillon 319) dans le cadre d’une contamination par E. Coli ou SARM (Staphylococcus aureus résistant à la méticilline) et comparaison avec d’autres matériaux. Le vieillissement accéléré (simulant l’usage d’une poignée de porte) n’a pas d’incidence sur le pouvoir antimicrobien de l’alliage Steriall®.
Les propriétés antimicrobiennes de l’alliage Steriall® ont également été démontrées dans le cadre d’une étude pilote portant sur les résidents d’un EHPAD (Zerbib S. et al., 2020). Dans cet établissement, une des deux ailes du bâtiment a été équipée de surfaces en alliage Steriall® (poignées, barres d’appui, mains courantes). Entre février 2015 et juin 2016, lors d’épidémies ayant touché l’ensemble de l’établissement et pour lesquelles le risque de transmission manuportée était important, le taux d’incidence des infections a été réduit de 75 % dans l’aile équipée de surfaces en alliage Steriall®.
- La régénération des surfaces
L’entretien des objets en Steriall® doit permettre d’une part le retrait des salissures et le maintien d’un aspect esthétique satisfaisant et d’autre part de préserver une couche mince active ni trop fine ni trop épaisse. Dans cette optique, un traitement de régénération combinant une action chimique et mécanique (produit de régénération et tampon spécifique) a été mis au point. Cette régénération permet de retrouver le pouvoir antimicrobien et l’aspect esthétique d’un alliage neuf.
- Perspectives de recherche
Les recherches sur l’optimisation des propriétés antimicrobiennes de l’alliage Steriall® se poursuivent actuellement avec l’évaluation de ses propriétés virucides. Il s’agit en particulier de quantifier la réduction de l’activité virale de la famille des coronavirus.
- Références
Zerbib S., Vallet L., Muggeo A., de Champs C., Lefebvre A., Jolly D., & Kanagaratnam L. « Copper for the Prevention of Outbreaks of Health Care–Associated Infections in a Long-term Care Facility for Older Adults », Journal of the American Medical Directors Association, 21(1), 68-71, 2020.
Colin M., Klingelschmitt F., Charpentier E., Josse J., Kanagaratnam L., De Champs C., Gangloff S. « Copper Alloy Touch Surfaces in Healthcare Facilities: An Effective Solution to Prevent Bacterial Spreading. », Materials (Basel, Switzerland), vol. 11, 12 : 2479, 2018.
4-4 Élaboration de matériaux composites pour la décontamination des virus dans l’air par une approche originale combinant adsorption et photothermie
Sylvie Bégin et al., IPCMS, Strasbourg
Mots Clefs : Santé, composites, décontamination, adsorption
Nous vivons une crise mondiale avec le COVID19 et nous constatons que la propagation du virus est un paramètre majeur à contrôler. La diffusion dans l’air est considérée comme un vecteur important de propagation des virus. Le virus est pulvérisé dans l’air par les patients qui toussent et va ensuite se déposer sur des surfaces sur lesquelles il reste actif de nombreux jours. Ce mode est surtout très important dans les salles d’hôpitaux où sont les malades (avec des risques très élevés pour les soignants) mais aussi dans tout lieu confiné accueillant un large public comme les moyens de transports, restaurants, salles de spectacles, les salles d’attente de médecins, … Dans ce contexte, mettre au point des dispositifs permettant de décontaminer l’air des virus devient un enjeu sanitaire majeur, ils permettront de limiter leurs propagations et notamment de préserver la santé des personnels soignants dans les hôpitaux et des personnes non contaminées. Un challenge majeur dans ces dispositifs est le matériau qui va permettre une adsorption maximale du virus mais également capable, éventuellement sous stimuli externes, de détruire le virus.
Pour protéger la population humaine de la pollution chimique ou induite par des bactéries voir des virus, plusieurs systèmes de désinfection de l’air ont été développés, basés sur différentes technologies.[1] Les approches classiques consistent en la filtration de l’air, l’ionisation et l’irradiation aux ultraviolets. D’autres approches récentes impliquent l’oxydation de l’air par un procédé photocatalytique ou avec de l’ozone ou la désinfection par plasma[1]. Néanmoins, il existe très peu de systèmes dans la littérature permettant une décontamination de l’air par destruction du virus en combinant plusieurs modes de décontamination. Une stratégie originale pour détruire le virus est la conception d’un matériau composite capable d’adsorber le virus et de combiner plusieurs modes de destruction de virus comme la température, des radiations lumineuses et la présence de ROS (reactive oxygen species) qui vont dégrader les protéines.
L’impact de temps d’exposition courts à la chaleur sur les virus contenus dans de petits volumes de suspension a été déterminé. La résistance thermique de H1N1 jusqu’à 100°C, supérieure à celle d’HSV-1, un autre virus enveloppé, et à celle de CVB4, un virus non-enveloppé, a été observée. Une inactivation virale efficace peut être obtenue en combinant une exposition aux UVC (100 nm < λ < 280 nm) et à la chaleur comme le montrent les résultats obtenus avec des MVM (Murine Minute Virus).[2] L’impact de la température sur la structure du virus est d’affecter l’enveloppe virale, les (glyco)protéines, l’ARN puis l’ADN ; les acides/bases, alcools/éthers agissent sur l’enveloppe virale, les (glyco)protéines ; les oxydants comme les ROS sur l’enveloppe virale, les (glyco)protéines et les acides nucléiques ; les détergents (ionique/non ionique) touchent l’enveloppe virale et enfin les UVC affectent quant à eux les acides nucléiques et les glycoprotéines. Combiner la température, l’irradiation et la présence d’espèces oxydantes apparait ainsi comme une stratégie très pertinente et innovante pour détruite les virus.
Parmi les matériaux prometteurs qui dégagent de la chaleur sous irradiation, il y a les matériaux carbonés[3] et les nanoparticules d’oxyde de fer[4] et ces propriétés en hyperthermie sous irradiation/photothermie sont développées pour le traitement de cancer. En fait l’excitation laser des matériaux transforme la lumière proche infra-rouge en chaleur localisée. Ils présentent une efficacité de conversion photothermique élevée qui en font de très candidats pour la destruction des virus.
De plus, les nanoparticules d’oxyde de fer sont connues pour libérer des ROS[5] qui vont agir sur la membrane des virus. Les dérivés réactifs de l’oxygène ou espèces réactives de l’oxygène, en anglais : reactive oxygen species ou ROS, sont des espèces chimiques oxygénées telles que des radicaux libres, des ions oxygénés et des peroxydes, rendus chimiquement très réactifs par la présence d’électrons de valence non appariés. Il peut s’agir par exemple de l’anion superoxyde O2−, de l’oxygène singulet O2•, du peroxyde d’hydrogène H2O2, ou encore de l’ozone O3. Ce sont des espèces chimiques à très forte réactivité capables d’oxyder les protéines, l’ADN et les membranes des cellules (attaque des lipides constitutifs par peroxydation lipidique).
Enfin, pour l’adsorption du virus sur le composite, il est nécessaire de recouvrir les composites de molécules favorisant leur adsorption et parmi les composés prometteurs, il y a l’acide tannique qui est connu pour interagir facilement sur les protéines et avoir aussi un effet antiviral.[6].
Références
[1] Terrier O, et al. J Clin Virol (2009) Jun;45(2):119-24, doi:10.1016/j.jcv.2009.03.017
[2] Swan Firquet. Inactivation virale par méthodes physiques. Médecine humaine et pathologie. Université, du Droit et de la Santé – Lille II, 2014. Français. NNT : 2014LIL2S048.
[3] Yang K, Feng L, Shi X, Liu Z. Chem Soc Rev. 2013 Jan 21;42(2):530-47. doi: 10.1039/c2cs35342c.
[4] Espinosa et al., Adv. Funct. Mater. 2018, 28, 1803660
[5] Arch Toxicol. 2015 Mar;89(3):357-69. doi: 10.1007/s00204-014-1267-x. Epub 2014 May 22. PMID: 24847785
[6] N Vilhelmova-Ilieva, A S Galabov, Milka MilevaMilka Mileva, Tannins as Antiviral Agents, August 2019, DOI: 10.5772/intechopen.86490, In book: Tannins – Structural Properties, Biological Properties and Current Knowledge.
4-5 L’electrospinning au service de la prévention contre le Covid19 : fabrication de membranes biocides
Bernard MANTEL1*, Nicolas BLANCHEMAIN2, Pascal ODOU3
1 *bernard.martel@univ-lille.fr ; UMET—Unité Matériaux et Transformations, University of Lille, CNRS, INRA, ENSCL UMR8207, Lille 59655 Villeneuve d’Ascq, France
2 Controlled Drug Delivery Systems and Biomaterials, University of Lille, Inserm, CHU Lille, U1008, 59000 Lille, France
3 CHU Lille, Institut de Pharmacie, F-59000 Lille, France.
Mots Clefs : Santé, electrospinning, masques respiratoires, biocide
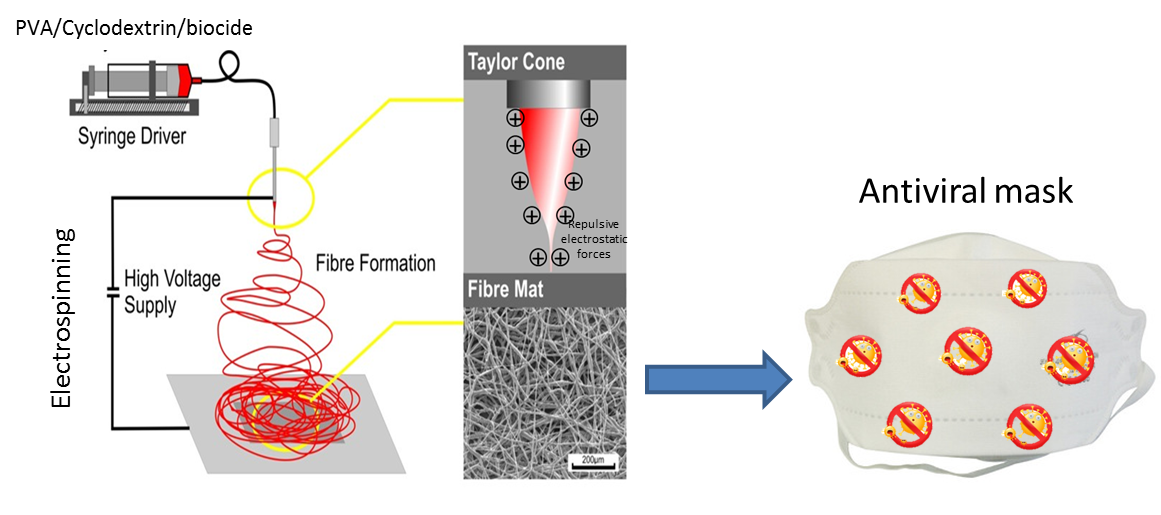
Figure 1 : Représentation synthétique du projet TELEMASQ
Les masques respiratoires sont des dispositifs de protection clés hautement stratégiques dans la lutte contre le risque infectieux, notamment lors des épidémies et/ou pandémies. Ceux-ci jouent le rôle de barrières physiques qui interceptent les bactéries et virus transportés par les aérosols.
Différents types de masques de protection contre les agents infectieux existent.
- La première catégorie est composée des masques « filtering face piece » classés en 3 catégories en fonction de leur efficacité : FFP1, FFP2, FFP3 et dont la fonction est de protéger l’individu qui le porte (Equipement de Protection Individuel).
- La seconde catégorie a pour fonction d’éviter la projection de secrétions des voies aériennes. Elle est composée des masques « chirurgicaux », classés également en 3 catégories : I, II et IIR (antiprojection)et répond à la réglementation propre aux dispositifs médicaux.
- En 2020, une troisième catégorie a été créée pour un usage non sanitaire (UNS). Ces masques ont la même fonction que les masques chirurgicaux mais avec une efficacité moindre.
Ces 3 types de masques répondent respectivement aux normes EN149 et EN14683 et pour le dernier type à la note AFNOR SPEC-S76-001. Ces différents documents définissent pour chaque type de masque, leur efficacité de filtration des particules, leur efficacité de filtration bactérienne et leur respirabilité.
Les textiles utilisés dans a confection des masques sont constitués d’assemblages de fibres de matières variables, majoritairement le coton ou le polyester pour les masques lavables, et le polypropylène pour les masques jetables. Ces textiles sont fabriqués par tissage, tricotage ou sous la forme de voiles dans lesquels les fibres sont orientées de manière aléatoire (les non-tissés). Les masques sont constitués de plusieurs couches de textiles dont la superposition permet de répondre aux exigences des différentes normes susnommées.
Toutefois, ces masques ne présentent pas une efficacité de protection absolue contre les microorganismes pathogènes car leurs performances ne sont définies que sur la base de leur fonctionnalité de barrière et de leur respirabilité : L’apport d’une fonctionnalité biocide au masque est une stratégie qui lui apporte une valeur ajoutée certaine. Ainsi la neutralisation du microorganisme piégé au sein de la structure filtrante par un agent biocide permet :
- de désactiver le virus traversant le media filtrant lors des phases d’inspiration ou d’expiration,
- d’éviter que la charge virale piégée dans le masque n’atteigne une valeur critique pouvant provoquer une auto-contamination du porteur du masque ;
- d’éviter le risque de contamination par les masques usagés qui deviennent des déchets à risque.
Ainsi il existe actuellement différents masques commerciaux « virucides » qui intègrent une couche de textile incorporant des agents biocides tels que des nanoparticules d’argent, des oxydes de cuivre et de zinc, des polymères cationiques ou des ammoniums quaternaires.
Le Laboratoire UMET et l’Unité INSERM de l’Université de Lille proposent dans le cadre du projet TELEMASQ financé par l’ANR dans le cadre de son Appel à Projet « FLASH COVID » du mois de mars 2020, d’élaborer des membranes biocides par la technologie de l’electrospinning. Ce procédé consiste à étirer sous l’action de forces électrostatiques un jet de polymère fondu ou en solution émis par une aiguille conductrice à laquelle est appliquée un potentiel électrique. Le jet émis se solidifie en formant des filaments de diamètres sub-micrométriques appelés nanofibres (NFs) qui se déposent sur un collecteur conducteur et s’y accumulent en formant une structure nontissée (avec orientation aléatoire des NFs) présentant une porosité élevée et une taille de pores très inférieure à celle des nontissés meltblown utilisés classiquement comme couches filtrantes dans les masques (Figure 2). Ces caractéristiques particulières offrent aux réseaux nanofibreux d’excellentes performances vis-à-vis de la capture de particules de taille sub-micrométrique, tout en conservant une bonne respirabilité. L’avantage de l’électrospinning est que l’on peut facilement charger des principes actifs dans les NFs, tout simplement en les incorporant à la formulation de départ.
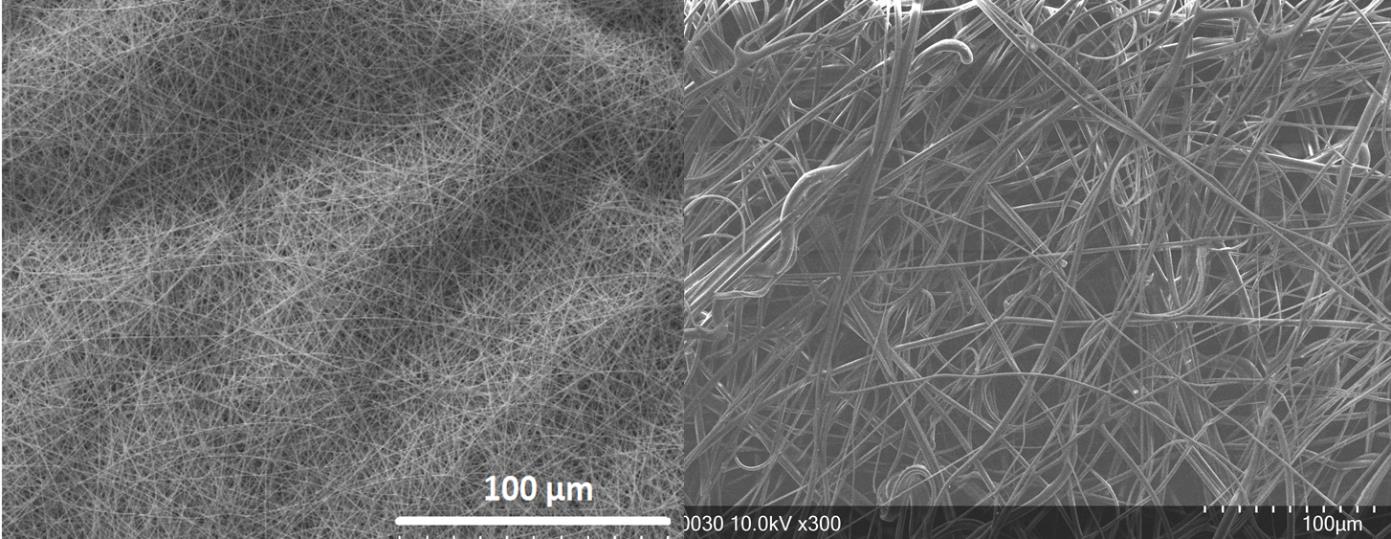
Figure 2 : Comparaison à la même échelle entre nanofibres électrofilées (Ø fibres ~ 300 nm) et nontissé meltblown (Ø fibres ~ 5µm)
Dans le projet TELEMASQ, on préparera des NFs à base d’alcool polyvinylique (PVA), polymère soluble dans l’eau pour éviter l’utilisation de solvants organiques. Les paramètres d’électrospinning seront ajustés afin de contrôler le diamètre des NFs et la porosité des membranes par une étude systématique de l’influence des paramètres de solution (formulation des solutés, concentration, viscosité etc.), des réglages de l’équipement d’electrospinning (débit de solution, voltage, distance aiguille-collecteur) et de l’atmosphère au sein de l’enceinte d’electrospinning (humidité relative et température). Un post-traitement particulier sera appliqué afin de stabiliser la morphologie des NFs exposées à l’humidité du flux respiratoire. L’agent biocide sera un ammonium quaternaire commercial. Ce dernier sera combiné à des cyclodextrines qui sont molécules « cages » dérivées de l’amidon connues pour leur capacité à former des complexes d’inclusion avec des molécules bioactives et en particulier avec l’agent biocide choisi. Le rôle de la cyclodextrine sera de complexer l’agent biocide dans la solution électrofilée et d’éviter sa diffusion hors de la membrane biocide vers les couches de non tissés internes et externes du masque, et d’empêcher ainsi son inhalation par le porteur du masque. Ainsi la biocompatibilité incluant l’innocuité vis-à-vis de la peau et des voies respiratoires seront évaluées. L’efficacité de filtration des particules calibrées (simulant la taille des microorganismes) ainsi que la respirabilité des membranes seront évaluées en fonction des normes EN149, EN14683 et AFNOR SPEC-S76-001 au sein de l’Institut de Pharmacie du CHU de Lille (Pr. Pascal Odou). La cytocompatibilité (innocuité du revêtement), les profils de libération du biocide par les NFs et leur évaluation microbiologique contre des bactéries seront réalisés au sein de l’Unité INSERM U1008 (Pr Nicolas Blanhemain). L’activité virucide contre la COVID19 sera mesurée par un Laboratoire français accrédité. Après l’optimisation du procédé pour la préparation d’une membrane répondant au cahier des charges celui-ci sera transféré à l’échelle pilote sur la machine d’électrospinning de l’UMET équipée d’un système d’enroulement et d’un système multi-aiguilles pour la production de membranes de plusieurs mètres de longueur sur 40 cm de large et qui seront ensuite assemblées en couches avec des non tissés classiques pour la production de masques prototypes.
4-6 Particules de pollution et Covid-19 : Vers la genèse des matériaux anti-inflammatoires
Ana-Maria SFARGHIU (INSA Lyon)
Mots Clefs : surfactant biomimétique, particules aéroportées, poxytrines, filtration air
- Constat Post COVID sur le thème
Des études épidémiologiques ont clairement montré une relation entre les maladies respiratoires et la pollution atmosphérique. Les liens potentiels entre l’exposition à la pollution atmosphérique et la gravité du COVID-19 ont été décrits (1) mais font toujours l’objet de débats.
Une étude récemment publiée dans Nature (2) a effectué une analyse aérodynamique du SRAS-CoV-2 en mesurant l’ARN viral dans les aérosols dans trois environnements différents des hôpitaux de Wuhan et a montré que les aérosols du SRAS-CoV-2 comprenaient principalement deux gammes de tailles, l’un dans la région sous micrométrique (diamètre entre 0,25 et 1,0 μm) et l’autre dans la région super micrométrique (diamètre > 2,5 μm). Une autre étude (3) a montré que le SRAS-CoV-2 peut être libéré dans l’air d’un patient dans des particules de taille comprise entre 1 et 4 microns et que les concentrations totales de SARS-CoV-2 dans l’air variaient de 1,84 x 103 à 3,38 x 103 copies d’ARN par m3 d’air prélevé.
Sur la base de ces études récentes, deux hypothèses sont possibles :
- Un transport du virus par des gouttelettes qui s’adsorbent dans certaines particules minérales augmentant la durée de vie du virus dans l’air ambiant.
- Une activation de l’activité virale par certains polluants en phase gazeuse. On sait que l’ozone et les particules ambiantes sont les principaux polluants contribuant à l’exacerbation des pathologies respiratoires. Leur toxicité réside dans leur capacité à générer un stress oxydatif. Le niveau de stress oxydatif et la spécificité des réponses cellulaires résultent d’interactions complexes entre pro et anti-oxydants, conduisant à des stratégies cellulaires différenciées. Une meilleure évaluation des risques pour la santé pourrait être obtenue en considérant les propriétés oxydantes des particules en suspension dans l’air, en particulier celles des particules ultrafines.
- Alerte / Enjeu : Toxicité des particules aéroportées
Depuis 2015 le Laboratoire de Mécanique de Contact et la société MINAPATH collabore pour mise au point d’une méthode d’évaluation de la toxicité des particules aéroportés. Ainsi un dispositif prélèvements des particules aéroportés directement sur surfactant biomimétique (4) vient d’être mis au point grâce au projet Pulsalys DPPA. Ce dispositif est utilisé actuellement afin de calibrer la réaction de toxicité des particules en mesurant différents marqueurs pro-inflammatoires dans le surfactant biomimétique exposé à différents types de particules aéroportées.
Dans le contexte covid-19 des analyses supplémentaires sont envisagé afin d’identifier la présence des molécules virales dans les prélèvements d’air et étudier s’il y a une relation entre la présence des différents particules minérales / la quantité virale et la concentration des marqueurs pro-inflammatoires dans le surfactant exposé.
- Recommandations/ Propositions :
Si une relation est prouvée entre la présence des différentes particules minérales dans l’air ambiant / la quantité virale et la concentration des marqueurs pro-inflammatoires dans le surfactant exposé nous pouvons envisager :
-
- Développer un surfactant biomimétique ayant des propriétés anti-inflammatoires
Pour cela on se base sur l’expérience de la plateforme IMBL INSA Lyon dans la synthèse des molécules anti-inflammatoires de type poxytrines (5). Les poxytrines (triènes oxygénés PUFA) sont des dérivés dihydroxy d’acides gras polyinsaturés (PUFA) avec des groupes hydroxyle adjacents à un triène conjugué ayant les E, Z, Egeometry spécifiques. Ils sont fabriqués par la double action d’une lipoxygénase ou les actions combinées de deux lipoxygénases, suivies de la réduction des hydroperoxydes résultants avec la glutathion peroxydase. En raison de leur triène E, Z et conjugué, les poxytrines peuvent inhiber l’inflammation associée aux activités de cyclooxygénase (COX) et à la formation d’espèces réactives de l’oxygène (ROS). En plus de l’inhibition des activités COX, au moins une poxytrine, à savoir la protectine DX (PDX) de l’acide docosahexaénoïque (DHA), a également été rapportée comme capable d’inhiber la réplication du virus de la grippe en ciblant son métabolisme ARN. Donc, nous envisageons de mettre au point un surfactant biomimétique contenant des proxytrines qui pourra être utilisé chez les patients ayant des problèmes respiratoires covid-19
-
- Développer des particules aéroportées fonctionnalisées avec des poxytrines
Pour cela on se base sur l’expérience acquise en analysant les particules minérales présentes dans l’air ambiant avec la société MINAPAT (6). Une grande majorité de ses particules sont composé de aluminosilicates – particules ayant une grande hydrophile et surface spécifique pouvant adsorbées et transporter des particules virales.
L’optimisation de ces types de particules en les fonctionnalisant avec des poxytrines permettra de diminuer leur l’activité virale.
- Conclusion
Deux type de matériaux pourront être développées : surfactant bio-mimétique et particules aéroportées anti-inflammatoire
Références
- Brandt EB, Beck AF, Mersha TB. Air pollution, racial disparities, and COVID-19 mortality. J Allergy Clin Immunol. 2020 Jul;146(1):61-63. doi: 10.1016/j.jaci.2020.04.035.
- Liu Y, Ning Z, Chen Y, Guo M, Liu Y, Gali NK, Sun L, Duan Y, Cai J, Westerdahl D, Liu X, Xu K, Ho KF, Kan H, Fu Q, Lan K. Aerodynamic analysis of SARS-CoV-2 in two Wuhan hospitals. Nature. 2020 Apr 27. doi: 10.1038/s41586-020-2271-3.
- Chia PY, Coleman KK, Tan YK, Ong SWX, Gum M, Lau SK, Lim XF, Lim AS, Sutjipto S, Lee PH, Son TT, Young BE, Milton DK, Gray GC, Schuster S, Barkham T, De PP, Vasoo S, Chan M, Ang BSP, Tan BH, Leo YS, Ng OT, Wong MSY, Marimuthu K; Singapore 2019 Novel Coronavirus Outbreak Research Team. Detection of air and surface contamination by SARS-CoV-2 in hospital rooms of infected patients. Nat Commun. 2020 May 29;11(1):2800. doi: 10.1038/s41467-020-16670-2.
- Munteanu B, Berthier Y, Rieu JP, Trunfio-Sfarghiu, AM. Interaction of Particles with the Pulmonary Interface: Effects on Surface Elasticity. Applied Mechanics and Materials 2014;658: 459-464. org/10.4028/www.scientific.net/AMM.658.459
- Michel Lagarde, MichelGuichardant, NathalieBernoud-Hubac, Anti-inflammatory and anti-virus potential of poxytrins, especially protectin DX, https://doi.org/10.1016/j.biochi.2020.09.008
- In situ analysis by SEM-EDX spectroscopy of 10 sarcoidosis cases from MINASARC study,Mickael Catinon, and all, European Respiratory Journal 2017 50: PA3263; DOI: 10.1183/1393003.congress-2017.PA3263
4-7 Visières protectrices imprimées en 3D pour les professionnels de santé
Lemarteleur V1, Fouquet V2, Le Goff S2, Tapie L2, Morenton P3, Benoit A2, Vennat E2,3, Zamansky B2, Guilbert T4, Depil-Duval A5, Gaultier AL6, Tavitian B6,7, Plaisance P1,5, Tharaux PL7, Ceccaldi PF1,8, Attal JP2,9, Dursun E2,10.
1 Université de Paris, Centre de Simulation iLumens Paris Diderot-Paris Nord, F-75013 Paris
2 Université de Paris et Université Sorbonne Paris Nord, URB2i (UR 4462), F-92120 Montrouge
3 Université Paris-Saclay, CentraleSupélec, F-91192 Gif-sur-Yvette
4 Université de Paris, Institut Cochin, Inserm (U1016), CNRS (UMR 8104), F-75014 Paris
5 Service d’Urgence-SMUR, AP-HP, Hôpital Lariboisière, F-75010 Paris
6 Service de Radiologie, AP-HP, Hôpital Européen Georges Pompidou, F-75015 Paris
7 Université de Paris, PARCC, Inserm, F-75006 Paris
8 Service de Gynécologie et Obstétrique, AP-HP, CHU de Beaujon, F-92110 Clichy
9 Service de Médecine Bucco-Dentaire, AP-HP, Hôpital Charles Foix, F-94200 Ivry-sur-Seine
10 Service de Médecine Bucco-Dentaire, AP-HP, Hôpital Henri Mondor, F-94000 Créteil.
⁎ Correspondance : Elisabeth Dursun, Université de Paris, Faculté de Santé, 1 rue Maurice Arnoux 92120 Montrouge, Paris, France.
Mots clefs : Santé, impression 3D
- Résumé :
La pandémie du coronavirus a entraîné une pénurie d’équipements de protection individuelle pour les équipes soignantes. Afin de répondre au besoin de dispositifs de protection oculaire, un consortium interdisciplinaire (3D4care), impliquant praticiens, chercheurs, ingénieurs et techniciens, a pu développer et fabriquer des milliers de visières imprimées en 3D, de manière très rapide et peu couteuse, et les distribuer à des centaines de services hospitaliers. Cette action a donné lieu au concept de « concurrent, agile and rapid engineering », i.e. la conception, la fabrication et l’amélioration itérative et rapide d’un dispositif, résultant d’un dialogue interdisciplinaire continu.
- Le contexte
L’épidémie de coronavirus (COVID-19) s’est rapidement propagée dans le monde entier et a été qualifiée de pandémie par l’OMS en mars 2020. La transmission du virus se ferait d’une personne à l’autre, principalement par le biais de gouttelettes, lorsqu’une personne infectée tousse ou éternue, ou même respire ou parle, et dans une moindre mesure, par contact avec des surfaces contaminées puis en se touchant la bouche, le nez ou les yeux [1,2]. A ce jour, il n’existe ni vaccin ni traitement consensuel et codifié, d’où l’importance de mesures préventives.
Une série de cas dans un hôpital a rapporté que 29 % des transmissions associées à l’hôpital impliquaient des professionnels de la santé [3]. Les procédures génératrices d’aérosols exposent particulièrement ces derniers à un risque élevé de contagion. Ainsi, les équipements de protection individuelle (EPI) sont indispensables pour limiter la transmission du virus. En plus des masques, les dispositifs de protection des yeux, comme les lunettes de protection ou les visières, sont essentiels pour couper la voie de transmission conjonctivale [4]. Les visières présentent plusieurs avantages : ils évitent l’inoculation de gouttelettes par la conjonctive, empêchent le contact accidentel des yeux ou du visage avec des mains contaminées et protègent les masques, dont l’efficacité diminue avec l’humidité.
Toutefois, la crise pandémique a entraîné une pénurie d’EPI. Pour répondre à la demande, un consortium interdisciplinaire (3D4Care [5]) s’est spontanément formé, afin de développer des visières ergonomiques et peu coûteuses imprimées en 3D.
- Des visières imprimées en 3D
Ces derniers ont été composés d’un serre-tête imprimé en 3D, d’une sangle élastique et d’un écran. Le prototype a été inspiré des modèles open-source « PRUSA RC2 » et « PRUSA RC3 » [6], avec quelques modifications de conception. Le serre-tête était composé d’un premier arc de soutien frontal et d’un second arc décalé pour fixer l’écran (évitant la formation de buée et la sensation d’enfermement) (Fig. 1). Il a été obtenu par fabrication additive selon le principe du dépôt de fil fondu puis extrudé (FFF : Fused Filament Modeling ou FDM : Fused Deposition Modeling) en utilisant de l’acide polylactique (PLA), du polyéthylène téréphtalate glycol (PET-G) ou de l’acrylonitrile butadiène styrène (ABS). Cette pièce nécessitait environ 3 heures d’impression. Le parc d’imprimantes comprenait différentes solutions technologiques de marques telles que Ultimaker (Pays-Bas), Creality (Chine) ou Raise 3D (États-Unis), respectivement associées à leur logiciel de FAO (algorithmes de découpe en couches et stratégies de dépôt propres à chaque machine). Le choix du matériau était laissé au fabricant, avec toutefois des recommandations sur les paramètres d’impression (hauteur de couche, taux de remplissage, épaisseur minimale de coque, température d’extrusion selon le matériau mis en forme), précisément décrites sur le site du consortium. Son faible impact environnemental ainsi que ses propriétés biodégradables ont favorisé l’utilisation de l’acide polylactique. Sur le plan économique, ces matériaux ont permis d’imprimer un serre-tête pour un coût de 0,8 à 1 euros. L’écran était constitué de feuilles de PVC transparentes standard (format A4, 0.2 ou 0.3 mm d’épaisseur), perforées, puis fixées horizontalement sur des picots anti-retours. La bande élastique était découpée à partir d’un un rouleau élastique de boutonnière ou d’un garrot élastomère perforé, utilisé lors de prise de sang pour les examens médicaux et chirurgicaux.
Les sites de production ont été localisés chez des fabricants disposant de leurs propres installations de prototypage ; chez des enseignants et des personnels techniques fabriquant sur des équipements universitaires délocalisés à leur domicile ; dans des écoles, universités et centres de recherche mobilisant leurs ressources mises en œuvre par des étudiants et/ou enseignants ; et des entreprises utilisant leurs moyens de production. Les serre-têtes produits ainsi que les écrans et bandes élastiques achetés ont été ensuite envoyés au centre de montage (localisé à l’Université de Paris). Les pièces étaient assemblées, puis soumises à un contrôle de qualité vérifiant : la résistance mécanique des deux arcs après plusieurs chargements manuels, la résistance mécanique des picots de positionnement de l’écran et de l’élastique et les éventuels défauts de fabrication, notamment le délaminage des cordons polymères. La désinfection était effectuée à la réception et avant l’expédition (15 min dans de l’hypochlorite de sodium à 0,5%).
Avant leur envoi en services hospitaliers ou de santé, les visières ont été testées dans des conditions réelles particulièrement sévères, dans le service de radiologie interventionnelle de l’hôpital européen Georges Pompidou, lors d’interventions vasculaires de 2 à 3 heures. Les radiologues ont porté la visière en plus du masque nasal, des lunettes de protection en plomb et des charlottes [7]. Après quelques adaptations mineures, à savoir le changement de la bande élastique et l’ajout d’une demi-feuille transparente placée verticalement sur le front, les visières ont été testées par différents personnels (médecins, infirmières, n = 14) pendant 48 heures aux urgences et dans les unités de soins intensifs d’anesthésie.
Enfin, ils ont été envoyés dans de nombreux autres hôpitaux en priorité dans les services d’urgence, de réanimation et de gériatrie, mais aussi dans des maisons de retraite, des centres de dépistage et des associations d’aide humanitaire, pour tous les types de personnel soignant (médecins, infirmières, aides-soignants, porteurs d’hôpital…). Au total, 10 151 visières ont été fabriquées en 5 semaines. Après utilisation, le serre-tête pouvait être désinfecté pendant 15 minutes dans de l’hypochlorite de sodium (0,5%), l’écran changé et la sangle élastique changée ou lavée à 60°C. Toutefois, l’utilisation répétée de pièces imprimées en 3D peut se discuter car leur résistance mécanique peut être significativement diminuée après exposition répétée à divers produits chimiques contrairement aux pièces moulées, plus durables [8].
- Une réalisation pluridisciplinaire
La production de la visière a été réalisée en 3 étapes :
- la création d’un groupe interdisciplinaire impliquant praticiens, chercheurs, ingénieurs et techniciens, afin d’identifier les besoins médicaux, prototyper diverses solutions et fabriquer rapidement des pièces.
- la conception et la pré-industrialisation d’une solution produite en masse, tout en continuant à itérer sur d’autres solutions possibles.
- l’industrialisation d’une solution approuvée pour la production de masse.
Le succès de 3D4Care a reposé sur l’intégration directe d’équipes interdisciplinaires dans les hôpitaux et les établissements médicaux. Cette action a conduit au concept de « concurrent, agile and rapid engineering », i.e. :
- la mobilisation simultanée de différentes compétences (médecine, ingénierie, matériaux, biocompatibilité et hygiène) couvrant l’ensemble du cycle de vie du dispositif et ayant permis d’améliorer sa qualité (« concurrent »)
- le dialogue permanent entre les soignants et les ingénieurs, ayant permis des améliorations itératives (« agile»)
- la mise en place, au plus près des praticiens, de moyens de prototypage pour fabriquer, essayer et valider des solutions alternatives ou émergentes (« rapid engineering»)
Cet approvisionnement rapide en visières imprimées en 3D pendant la pandémie du SARS-COV-2 souligne l’intérêt de l’utilisation de l’impression 3D au sein même d’une structure hospitalière, par une équipe pluridisciplinaire.
Références :
[1] Lee PI, Hsueh PR. Emerging threats from zoonotic coronaviruses-from SARS and MERS to 2019-nCoV. J Microbiol Immunol Infect. 2020;53:365-367.
[2] Shen Y, Li C, Dong H, Wang Z, Martinez L, Sun Z et al. Community Outbreak Investigation of SARS-CoV-2 Transmission Among Bus Riders in Eastern China. JAMA Intern Med. 2020;e205225.
[3] Wang D, Hu B, Hu C. Clinical characteristics of 138 hospitalized patients with 2019 novel coronavirus-infected pneumonia in Wuhan, China. JAMA. 2020;323:1061-1069.
[4] Lu CW, Liu XF, Jia ZF. 2019‐nCoV transmission through the ocular surface must not be ignored. Lancet. 2020;395:e39.
[5] 3D4care. Protected face shields for our healthcare worker and other technique devices. http://3d4care.org/
[6] Prusa3d. 3D-printed face shields for medics and professionals. https://www.prusa3d.com/covid19/
[7] Sapovala M, Gaultier AL, Del Giudice C. A 3D printed face protective shield in interventional radiology: evaluation of an immediate solution in the era of COVID-19 pandemic. Diagn Interv Imaging. 2020;101:413-415.
[8] Erokhin KS, Gordeev EG, Ananikov VP. Revealing interactions of layered polymeric materials at solid-liquid interface for building solvent compatibility charts for 3D printing applications. Sci Rep. 2019;9:20177.
4-8 Codéveloppement d’une valve trachéale pour système clos de ligne de ventilation / intubation sur patient en réanimation (contexte SARS-COV2 - printemps 2020)
Nicolas Perry – Arts et Métiers, CNRS, I2M Bordeaux, F-33400 Talence, France.
Mots Clefs : santé
- Introduction
L’objectif de ce document est de présenter les enjeux matériaux / procédés qui ont accompagné le codéveloppement d’une alternative aux valves trachéales pour système clos. Les figures 1 et 2 montrent les produits commercialisés par Ty care(r)[1] ou par Intersuical[2]. Ce type de matériel c’est trouvé en rupture d’approvisionnement lors de la crise COVID en Avril 2020. Ce dispositif médical est un élément constitutif d’une ligne d’intubation qui permet de descendre une sonde d’aspiration dans la trachée pour venir dégager les bronches. Il doit aussi pouvoir servir pour faire passer une sonde endoscopique. La spécificité du système clos permet de faire l’ensemble des manipulations en isolant la sonde par une protection étanche pour ne pas risquer d’aérosolisation vers les personnels soignants. L’usage des produits commerciaux est en standard d’une sonde par patient pour 48 à 72H. Le contexte de crise et de pénurie a amené à n’utiliser qu’une sonde par patient hospitalisé en réanimation (jusqu’à 15 jours).
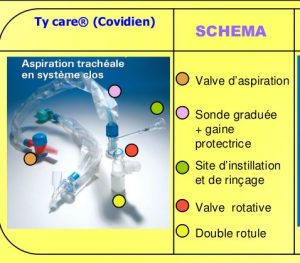
Fig.1 Kit Valve Trachéable en Système Clos Ty care ®1

Fig.2 : Valve Trachéale en Système Clos installée sur un patient intubé TrachSealTM.Ref : Documentation commerciale Soins Intensifs – Intersurgical2
- Contexte
Une alternative au produit commercial a été développée en se concentrant sur les fonctionnalités principales tout en intégrant les exigences liées à l’usage médical. L’idée initiale revient au Dr. H.N.BUI (Médecin réanimateur du CHU de Bordeaux) qui a proposé d’utiliser une sonde de Motin en complément d’un dispositif de connexion à développer. La caractéristique de la sonde de Motin est de disposer d’une capote qui permet d’étancher la sonde. Le développement c’est fait sous licence Creative Commons (CC) avec un groupe de partenaires de santé (CHU de Bordeaux, Institut Gustave Roussy, Clinique Pasteur) et des industriels non acteurs du secteur de la santé (Axis, Crésilas, Erpro Group, KSB, Michelin).
La figure 3 montre la valve développée (type robinet 1/4 de tour) installée sur un mannequin physiologique, la valve est un des composants de la ligne d’intubation utilisant une sonde de Motin.
|
1. connexion de ventilation (double tube) |
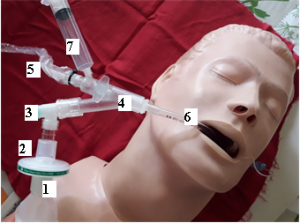 |
Figure 3 : Ligne d’intubation sur mannequin physiologique avec la vanne développée
- Cahier des charges, dont matériau
Suite aux différents échanges avec les personnels soignants et après une analyse rapide du système Ty care®, le cahier des charges du produit a été reformulé comme suit en exprimant ici les principaux attendus fonctionnels :
- Connexion au ventilateur / tube d’intubation – passage de sonde
- Descente de sonde d’aspiration dans l’intubation
- Système d’ouverture / fermeture pour passage de sonde
- Étanchéité amont / aval du système d’ouverture / fermeture en position fermée, dans le système d’ouverture / fermeture en permanence (pas de fuite du robinet) : surpression 0,1b
- Chambre supérieure pour liquide d’instillation (nettoyage de la sonde)
- Accroche de la gaine de sonde sur le corps de valve pour assurer l’étanchéité
- Usage unique, 1 semaine sur ligne d’intubation, 1 ouverture fermeture par heure (maximum)
- Option : capuchon de fermeture supérieur
- Option : accessibilité du fibroscope par l’arrivée d’air
Concernant les aspects matériaux, leurs contraintes spécifiques sont présentées ci-dessous :
- Matériau compatible avec la stérilisation[3] : matériau capable de supporter les cycles de stérilisations décrits ci-dessous :
- Lavage manuel : trempage pendant 5 minutes dans ANIOSYME X3 suivi de rinçage et séchage
- LD (laveur désinfecteur) : lavage avec MEDICLEAN FORTE + désinfection thermique à 93°C
- SBT : stérilisation à basse température (50°C) avec peroxyde d’hydrogène dans appareil V PRO max
- Stérilisation à 121 °C : stérilisation vapeur d’eau saturée avec plateau de 30 minutes à 121°C
- Stérilisation à 134°C : stérilisation vapeur d’eau saturée avec plateau de 18 minutes à 134°C
L’objectif est de se positionner au pire cas : Lavage LD + Stérilisation 134°C : pour répondre à toutes les configurations de stérilisation en établissements hospitaliers
- Matériau dense
- pour assurer l’étanchéité du corps de valve
- pour éviter le développement microbiologique dans le matériau
- Pas d’arrachement matière post fabrication pensant la stérilisation, la mise en place et l’usage
- Pas de dégazement en cours d’usage
- Classe santé si possible (pas de contact dans la bouche du patient)
- Matériaux à minima translucide ou transparent -pour voir entrer et ressortir la sonde
Ce descriptif c’est enrichit à chaque étape de validation / test des différentes propositions avec les utilisateurs soignants, il a donc été affiné au cours des différents échanges et avancées dans le développement du produit. Implicite à ce cahier des charges, il y a eu plusieurs fronts de recherche et de validations de solutions. Premièrement le produit et sa conception à proprement parler, qui implique de définir des composants et leurs géométries pour assurer l’ensemble des fonctions dont principalement la connexion et l’étanchéité.
En second temps (mais temporellement en parallèle) nous avons cherché et valider en une solution de fabrication « rapide » du produit (en évaluant plusieurs procédés capables).
Troisième aspect, nous avons très vite recherché et validé des partenaires industriels en capacité de fabriquer ce produit pour un objectif de production en grand nombre. Ce produit développé devant compenser les manques d’approvisionnements des systèmes commerciaux, les objectifs potentiels en termes de quantité à produire sont basé sur 3 à 4 valves par patients sur leur durée d’hospitalisation d’une dizaine de jours, arrivant à des besoins de plusieurs dizaines de milliers par mois.
- Démarche et solutions retenues
Les solutions matériaux / procédé retenues ce sont très vite orientées vers de la fabrication additive pour l’agilité du procédé sur la réalisation de formes complexes sans développement long et coûteux d’outillages[4]. Parmi les procédés de fabrication additive, la technologie SLA (Stéréolithography) a été retenue. Ce procédé consiste à photo-polymériser une résine liquide à l’aide d’une source Laser qui balaye la forme à réaliser. Ce procédé donne des pièces denses, avec des précisions dimensionnelles permettant d’atteindre le ± 0,1mm qui sont nécessaires pour assurer la qualité des ajustements des diverses connexions sur la valve.
Ce procédé est couramment utilisé par les prothésistes dentaires pour la réalisation de gouttières par exemple. C’est d’ailleurs avec une prothésiste dentaire que le premier prototype fonctionnel et bonne matière a été testé en stérilisation puis manipulation avec le médecin réanimateur du CHU de Bordeaux.
La Figure 4 présente une illustration du corps de valve et de la solution robinet d’ouverture. Pour assurer l’étanchéité des lèvres sont réalisées sur le corps de valve (orange) à l’intérieure de la chambre de passage du tube de robinet (bleu). A l’introduction du robinet, les lèvres se rodent et viennent ajuster les dimensions du robinet assurant ainsi une étanchéité entre les composants. Plusieurs niveaux de lèvres ont été installés sur l’alésage intérieur de la valve ainsi qu’autour du trou de passage axial pour la sonde. De plus, l’axe de robinet est conçu pour venir se clipser au montage et empêcher tout retour en arrière et démontage en cours de manipulation.
Le choix matériau pour le corps et du WaterShed® XC 11122[5] ou du Accura® ClearVue[6]
Pour le robinet, le choix de faire en PA11 (technologie SLM) permet d’utiliser un matériau biocompatible et d’avoir une structure légèrement souple pour améliorer l’étanchéité et le frottement du robinet.
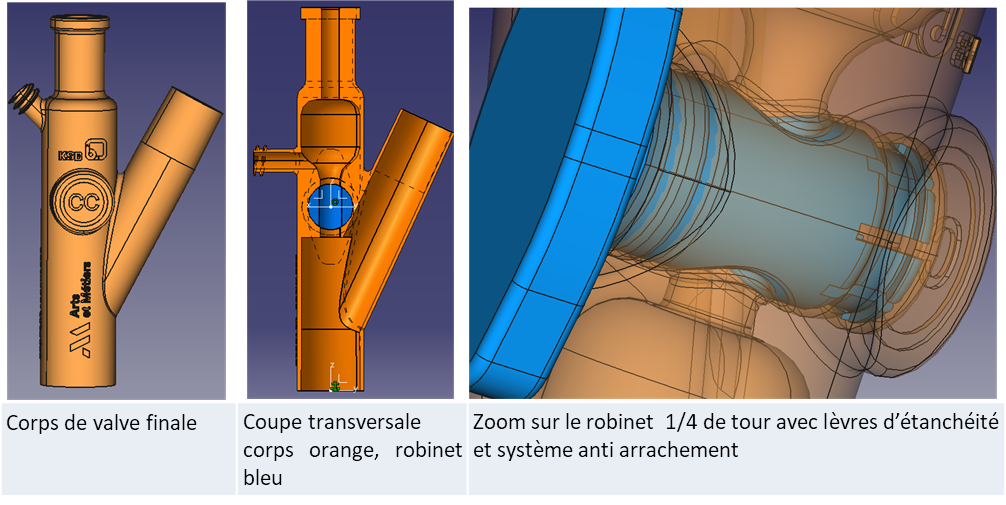
Figure 4 : Valve pour système clos[7]
- Points de vigilance
Cette expérience, allant jusqu’à la construction d’un réseau de fournisseurs (KSB, CRESILAS, Erpro, Axis, Michelin) a montré qu’il fallait être vigilant sur plusieurs points :
- La stérilisation de grand nombre de valve : des tests par lots de 200 ont été lancés et font ressortir de traces à l’intérieur des sachets de stérilisations. Les stérilisations par lots plus réduits (lots de 50) ont amené des résultats de stérilisations conformes. A ce jour nous n’avons pas poussé plus avant la recherche d’origines de ces traces.
- La précision de fabrication des corps de valve dépend de la maîtrise des fabricants de leurs machines SLA qui peuvent avoir des écarts de fabrication dus à une calibration du laser défectueux. Il importe donc d’assurer avant de lancer en production la qualification des moyens de productions. Ceci impacte particulièrement les surfaces de connexions (cônes mâle et femelle de la ligne de ventilation / intubation selon la norme BS EN ISO 5356-1:2015[8]), mais aussi sur la précision des ajustements entre la chemise du robinet (avec l’étanchéité entre le corps et le robinet). Ceci peut se corriger soit par un recalibrage de machine, soit par une adaptation numérique des fichiers avant fabrication (appairage entre un fichier et une machine), complété d’un système de vérification statistique des surfaces fonctionnelles à réaliser.
- La logistique n’est pas non plus à négliger. En effet nous avons subis de nombreux aléas de transports pour disposer de matière première, pour expédier des valves à des établissements … En urgence il faut pouvoir disposer d’opérateurs et définir avec eux de voies de transport fiabilisés, pour éviter de dépendre des logistiques hospitalières qui mettent les produits à tester / valider en urgence au milieu des flux logistiques massives des pharmacies des établissements de santé.
- Conclusion
Cette expérience a développée en 1 mois une solution de valve pour système clos avec des essais cliniques réalisés sur 3 établissements. Elle a été arrêtée par suspension de la dérogation de l’ANSM pour les essais cliniques début Mai 2020, pour une reprise de validation de produit avec le protocole standard.
La première conclusion est qu’il y a des compétences et de volontés disponibles pour réagir très rapidement en cas d’urgence, mobilisant des moyens humains et industriels de haute technicité avec une dynamique très forte.
La seconde conclusion est que cette expérience donne lieu à imaginer de construire et entraîner une « réserve de la santé », reprenant des acteurs aux compétences complémentaires, en capacité de se mobiliser en urgence. Cette réserve aurait comme objectif d’aller dans le sens de l’autonomie pour développer en urgence des alternatives aux produits commerciaux et/ou d’en assurer une production régionale ou nationale. Ceci peut s’appliquer tout autant pour les dispositifs médicaux, comme pour les réactifs ou médicaments jugés critiques et vitaux au système de santé. La mise en œuvre consisterait à identifier des acteurs et leurs compétences, les outiller en solutions légères et très opérationnelles faire du travail collaboratif, et assurer un entraînement régulièrement sur des cas réels issus de mise à jours régulières des listes de produits critiques pour nos systèmes de santé. La touche finale devrait permettre de connecter directement les besoins réels des soignants aux capacités de production pour assurer un développement / approvisionnement des systèmes les plus critiques.
Références et notes
[1] TyCare http://kendall.cz/files/leaflets/ty_care.pdf
[2] https://fr.intersurgical.com/produits/soins-intensifs/systemes-clos-daspiration-trachseal-pour-24-heures
[3] Cycle de stérilisations définis par le service pharmacie et stérilisation du CHU de Bordeaux. C’est ce même service qui a servi de test et validation des prototypes fonctionnels réalisés.
[4] Les produits du commerce sont réalisés avec des procédés de plasturgie impliquant plusieurs parties assemblées pour faire le système. Ceci implique pour un nouveau produit un temps de développement / réalisation d’outillages de l’ordre du mois, avec des risques de retouches pour affiner la conception ou améliorer la qualité de réalisation. Ces outillages amène vite à des chiffrage de plusieurs dizaines de milliers d’euros de réalisation avec un paris pour l’industriel qui se lancerait dans la course concernant la visibilité de commandes récurrentes et donc d’amortissement de son investissement en outillage sur la production à long terme de ce produit.
[5] https://www.dsm.com/solutions/additive-manufacturing/en_US/resource-center/user-guide/somos-watershed.html
[6] http://infocenter.3dsystems.com/materials/sites/default/files/sds-files/certvi/Accura%20ClearVue%20USP%20Class6%20Cert%20Letter%20Aug%202011.pdf
[7] https://drive.google.com/file/d/14zwdt03XtdNA501eJIQbFt7l2tG1yF1W/view?usp=sharing
[8] Anaesthetic and respiratory equipment — Conical connectors
4-9 Opportunités pour les biomatériaux et la médecine régénératrice de relever les défis de la Covid-19
Gael Y. Rochefort, PhD, SATT LUTECH, Paris, France, gael.rochefort@gmail.com , https://orcid.org/0000-0001-6428-3570
Mots Clefs : Biomatériaux, santé, inflammation, génie tissulaire, médecine régénérative, cellules souches
- Résumé / Introduction
Les thérapies actuelles pour la nouvelle maladie à coronavirus (COVID-19) sont généralement utilisées pour gérer et accompagner plutôt que guérir cette maladie hautement infectieuse. Par conséquent, il existe un besoin médical important pour un traitement sûr et efficace de la COVID-19. L’inflammation est le moteur principal des infections à coronavirus, et la majorité des décès causés par la COVID-19 sont le résultat du syndrome de détresse respiratoire aiguë. Ainsi, il apparaît essentiel de pouvoir contrôler l’inflammation le plus tôt possible. À ce jour, de nombreuses études ont été menées pour évaluer l’innocuité et l’efficacité des produits d’ingénierie tissulaire et de médecine régénérative, y compris les cellules souches mésenchymateuses (CSM), et leurs dérivés (par exemple, les exosomes) pour les infections à coronavirus, ainsi différents biomatériaux qui pourraient être appliquées pour la COVID‐19.
Dans cette revue, tout d’abord, les impacts de la pandémie de COVID-19 dans le présent et l’avenir de la recherche et des produits d’ingénierie tissulaire et de médecine régénérative sont brièvement présentés. Ensuite, les essais cliniques récents et les avantages thérapeutiques des CSM dans le syndrome de détresse respiratoire aiguë induit par le coronavirus sont examinés de manière critique. Enfin, les avancées récentes dans le domaine de l’ingénierie tissulaire concernant les infections à coronavirus, les biomatériaux ainsi que les plateformes tridimensionnelles pour étudier la progression de la maladie et tester les effets des agents antiviraux, sont décrites.
Malgré des résultats prometteurs dans les applications précliniques et cliniques de la thérapie cellulaire utilisant les CSM pour les infections à coronavirus, et dans l’utilisation de biomatériaux, la controverse existe toujours, et donc une enquête plus approfondie est nécessaire pour comprendre l’efficacité de ces thérapies et de ces biomatériaux.
L’épidémie d’un nouveau coronavirus (Sars-CoV-2) fin décembre 2019 a conduit à une pandémie mondiale connue sous le nom de maladie à nouveau coronavirus (COVID-19). Depuis octobre 2020, plus de 35 millions de cas confirmés et plus de 1 million de décès ont été signalés dans le monde, et de nombreuses entreprises sont touchées par la COVID-19. Les communautés et les industries de la santé ont été largement touchées par cette pandémie. Dans cet article, l’impact de la récente pandémie sur le présent et l’avenir de la recherche sur les biomatériaux et des thérapies en génie tissulaire et en médecine régénérative est mis en évidence. Ensuite, l’utilisation potentielle de modèles tissulaires tridimensionnels (3D) et les avantages et les risques des approches de thérapie cellulaire, en particulier les cellules souches, pour la COVID-19 sont discutés.
1. Utilisation de biomatériaux et de la nanotechnologie pour la détection et le traitement de la COVID-19
Les symptômes cliniques généraux de la COVID-19 comprennent la fièvre, la toux sèche, les maux de tête et la dyspnée qui peuvent évoluer vers une pneumonie et la mort. Certaines personnes infectées présentent des symptômes non respiratoires et d’autres ne signalent aucun symptôme. Le diagnostic basé sur les symptômes cliniques est extrêmement difficile car il n’y a pas de signes et symptômes spécifiques de la COVID-19, en particulier dans les premiers stades de cette maladie. Un diagnostic précis de la COVID-19 est essentiel pour identifier les personnes infectées, en particulier les porteurs asymptomatiques, afin de rompre la chaîne de transmission.
La recherche et la mise au point de techniques de détection faciles à utiliser, rapides et simples pour le diagnostic de la COVID-19 est devenue d’une importance vitale. D’autres caractéristiques essentielles pour un dispositif de détection idéal comprennent une sensibilité élevée, une sélectivité élevée, des capacités de multiplexage, plusieurs modes de détection.[1] En raison de cette urgence et de cette demande, les tests de détection du SRAS-CoV-2 ont été rapidement développés.[1]
Les stratégies de détection des virus peuvent être classées en quatre méthodes principales : détection de l’ARN / ADN viral (tests génétiques), détection de protéines virales (reconnaissance antigénique), détection d’anticorps (tests sérologiques) et détection directe du virus.
La réaction en chaîne par polymérase à transcription inverse en temps réel (RT-PCR) est un test de détection ARN / ADN du SARS-CoV-2 particulièrement pertinent. Cependant, la précision et la sensibilité de cette méthode dépendent de la réplication virale, du titre viral et du prélèvement d’échantillons. Le taux positif de la première RT-PCR était d’environ 70%.[2] Par conséquent, les résultats faussement négatifs de la RT-PCR ont soulevé des préoccupations cliniques, car la prévention des infections croisées est très cruciale dans le contrôle des épidémies.
Les tests sérologiques ne détectent pas le virus lui-même mais ont été utilisés pour détecter la protéine virale ou les anticorps produits en réponse au SRAS-CoV-2. Ce test n’est actuellement pas recommandé pour le diagnostic. Cependant, les chercheurs ont continué à travailler sur des tests sérologiques susceptibles d’être utilisés pour la détection rapide du SRAS-CoV-2. Avec les progrès actuels de la nanotechnologie et de la nanofabrication, la détection directe du SRAS-CoV-2 est un sujet contemplatif dans plusieurs groupes de recherche.[3]
Les biocapteurs et les outils de visualisation à l’échelle nanométrique comme la diffraction des rayons X, les microscopes électroniques et la microscopie à force atomique sont couramment utilisés dans la détection directe des virus. Dans cette section, les progrès récents en fonction du rôle des biomatériaux et de la nanotechnologie dans la détection du SRAS-CoV-2 dans chaque catégorie seront discutés.
1.1. Biocapteurs
Il existe une demande mondiale pour des méthodes rapides, produites en masse et rentables de diagnostic des infections à SRAS-CoV-2 qui doit être satisfaite. Les biocapteurs sont des dispositifs analytiques utilisés pour détecter des analytes (par exemple, des biomolécules, des espèces produites par des micro-organismes, etc.). Les biocapteurs se composent généralement de trois parties : un bio-récepteur (acides nucléiques, anticorps, enzyme, etc.), un transducteur (résonance magnétique, électrochimique, optique, électrique, thermique) et un système électronique de traitement du signal. Des biocapteurs ont été développés pour détecter des acides nucléiques, des enzymes, des anticorps, des cellules, des bactéries et des virus dans des échantillons prélevés sur le corps humain (par exemple, sang, salive, urine, etc.). Ces biocapteurs électrochimiques peuvent offrir une détection rapide, sensible et sélective des virus et font par conséquent l’objet d’une attention croissante.[4]
Les matériaux constituant les électrodes de ces biocapteurs ont un rôle crucial dans le rapport signal sur bruit, la limite de détection, le temps de réponse et la sensibilité. Très récemment, de nouveaux biomatériaux et des nanomatériaux avec une grande surface spécifique, une conductivité électrique, une réaction de transfert d’électrons et une stabilité chimique ont été utilisés pour produire des biocapteurs électrochimiques de haute qualité.[5] Un biocapteur à base de transistor à effet de champ (FET) est l’un des biocapteurs récemment suggérés pour un diagnostic instantané et précis de la COVID-19 en utilisant de petites quantités d’analyte. Ainsi, un biocapteur FET à base de graphène fonctionnalisé avec l’anticorps de pointe SARS-CoV-2 a développé pour une utilisation comme plate-forme de détection SARS-CoV-2, permettant la détection des particules virales à partir d’échantillons cliniques avec une limite de détection d’environ 50 à 100 copies.[6]
Un autre biocapteur plasmonique a été également été développé pour le diagnostic clinique de la COVID-19.[7] La puce plasmonique de ce biocapteur, revêtue d’or fonctionnalisé avec un récepteur à ADN complémentaire, est capable de générer une chaleur photothermique plasmonique locale et de transformer l’hybridation in situ des particules virales sur ce support pour une détection extrêmement sensible et précise du SARS-CoV-2, offrant ainsi des perspectives fortes de détection en temps réel de séquences virales transposables également pour d’autres pandémies.[7]
1.2. Opportunité microfluidique
De plus en plus populaire, les dispositifs analytiques microfluidiques offrent maintenant des possibilités de détection rapide, sensible, spécifique, sans instrument, conviviale et économique des analytes avec des dispositifs analytiques microfluidiques imprimés en 3D. Les polymères liquéfiés dépendant de la température comme l’acrylonitrile-butadiène-styrène, la nitrocellulose, la cire, le polystyrène, la fibre de cellulose, le poly(diméthylsiloxane) (PDMS) et la résine de PDMS sont des matériaux courants pour construire des formes 3D,[8] incorporant généralement des éléments de reconnaissance comme l’ADN, l’ARN et les protéines.[9]
Des dispositifs microfluidiques ont été développés pour l’identification de micro-organismes pathogènes comme les bactéries, les champignons, les virus et les parasites.[10] Pour le diagnostic de la COVID-19, les chercheurs ont détecté une expression plus élevée de certains biomarqueurs chez les patients infectés par le virus de la COVID-19 par rapport aux patients en bonne santé, incluant la ferritine sérique, la protéine C-réactive, l’interleukine-2R, l’interleukine-6, le D-dimère et l’amyloïde sérique A.[11] Un système de dosage immunologique microfluidique portable a récemment été conçu pour permettre de détecter les antigènes du virus SRAS-CoV-2 dans le sérum humain.[12]
1.3. Test rapide
L’épidémie de COVID-19 a été un défi pour les laboratoires du monde entier en raison du grand nombre d’échantillons et des méthodes de diagnostic fastidieuses. Les dosages immunologiques peuvent aider à étudier les réponses immunitaires et à déterminer le taux précis d’infection.
Les immuno-essais à flux latéral sont des plates-formes peu coûteuses, simples, précises, rapides et portables pour la détection et la quantification d’antigènes, d’anticorps et de produits d’amplification génique spécifiques.[13] Récemment, un type spécifique d’immuno-essais à flux latéral a été développé pour la détection des anticorps anti-SARS-CoV-2 dans le sang humain en 15 min, en utilisant un antigène de surface de SARS-CoV-2 conjugué à des nanoparticules d’or colloïdal.[14] Cette nouvelle méthode de détection présence une sensibilité globale de 88,66% et une spécificité de 90,63%.[14]
D’autres méthodes d’isolement et de détection de l’ARN viral (qui est intrinsèquement instable) ont été utilisés pour détecter le SARS-CoV-2. La méthode traditionnelle d’extraction d’ARN sur colonne de silice est laborieuse, prend du temps et est vulnérable à la contamination. Pour résoudre ce problème, des chercheurs ont développé une méthode d’extraction d’ARN viral à nanoparticules magnétiques revêtues de polymère pour la détection du SARS-CoV-2 qui fonctionne grâce à une absorption rapide et efficace des molécules d’ARN.[15] Le temps d’extraction pour plusieurs échantillons était d’environ 30 min, ce qui est nettement plus rapide que les 2 h classiquement requis en utilisant la méthode traditionnelle sur colonne de silice.
La réaction d’hybridation en chaîne est une nouvelle méthode de détection d’acide nucléique par une cascade d’hybridation sans besoin d’enzymes. Cette nouvelle méthode nécessite moins de matériel, moins d’équipement et peut être réalisée à température ambiante et a pu être adaptée avec succès pour la détection du SARS-CoV-2, en utilisant l’ADNc comme cible au lieu de l’ARN.[16]
1.4. Nanoparticules lipidiques
Les nanoparticules lipidiques représentent une classe unique de lipides considérés comme les systèmes les plus avancés sur le plan clinique de support permettant la délivrant de médicaments ou encore d’ADN / ARN non viraux. Ils offrent une efficacité d’encapsulation élevée, une meilleure pénétration dans les cellules et une faible cytotoxicité. Le premier médicament à base d’ARN formulé par nanoparticules lipidiques a été approuvé en 2018 par la FDA.[17] Des auteurs ont ainsi étudié un ARN auto-amplificateur codant pour la protéine S du SARS-CoV-2 encapsulée avec des nanoparticules lipidiques comme vaccin. Leurs résultats d’immunogénicité ont montré que l’injection de ce vaccin conduisait à la production robuste d’anticorps anti-SARS-CoV-2 chez la souris.[18]
1.5. Nanoparticules de silice
Les nanoparticules de silice ont montré un grand potentiel dans l’administration de médicaments et de protéines en raison de leur stabilité chimique, de leur biocompatibilité, de leur faible toxicité et de leur capacité à être synthétisées dans diverses tailles, formes et diamètres de pores. Ces caractéristiques, outre la capacité des nanoparticules de silice à induire des réponses immunitaires à la fois humorales et cellulaires, ont conduit à l’étude de leur potentiel à être utilisés comme porteurs d’antigène et adjuvant immunologique dans l’administration de vaccins.[19, 20] Une industrie pharmaceutique a ainsi développé des nanoparticules de silice couplées à de la polyéthylèneimine qui emprisonne, protège et délivre l’antigène ADN / ARN virale dans les cellules. Certaines caractéristiques clés de ces nanoparticules de silice comprennent un effet adjuvant, une réponse Th1, une capacité de charge élevée, une forte liaison et une forte absorption cellulaire, suggérant que ce type de nanoparticules de silice pourrait représenter une alternative sûre de véhicule d’administration non viral d’un vaccin SARS-CoV-2.[21]
2. Impact de la pandémie COVID-19 sur la recherche de produits d’ingénierie tissulaire et sur la médecine régénérative
2.1. Réaffectation des subventions de financement pour les projets non-COVID-19 vers des projets COVID-19
Les méthodologies d’ingénierie tissulaire et de médecine régénérative appliquent les principes de l’ingénierie et des sciences de la vie pour développer des méthodes pour régénérer, réparer ou remplacer les cellules, tissus ou organes endommagés ou malades.[22, 23] L’ingénierie tissulaire et la médecine régénérative sont des domaines relativement nouveaux et commencent tout juste à être les approches les plus fascinantes à développer à l’aube du 21e siècle. Au cours des derniers mois, de nombreux scientifiques ont été invités à arrêter leurs recherches. De nombreux chercheurs ont signalé des retards et des perturbations dans leurs recherches cliniques. Les hôpitaux ont temporairement annulé leurs opérations non urgentes et leurs essais cliniques, pour concentrer leurs précieuses ressources sur la COVID-19.
Le remplacement tissulaire et les chirurgies reconstructives sont parmi les opérations les plus annulées, y compris dans le cas des genoux, la pose de prothèse de la hanche, ainsi que la reconstruction de l’épaule, des ligaments et du sein. En effet, les plus grandes avancées récentes dans les chirurgies reconstructives au cours des dernières années sont le résultat des techniques d’ingénierie tissulaire et de médecine régénérative, car ces stratégies ont le potentiel d’augmenter les options de traitement conventionnelles dans le cadre de chirurgies reconstructives. Quelques mois à peine après le début de la pandémie de la COVID-19, le personnel de recherche clinique menant des recherches dans les domaines de l’ingénierie tissulaire et de la médecine régénérative est rendu indisponible et le recrutement de nouveaux participants aux essais cliniques non COVID-19 est suspendu ou considérablement diminué. Pendant ce temps, de nombreuses entreprises pharmaceutiques et biotechnologiques se sont concentrées sur le développement de médicaments et de vaccins pour traiter les personnes infectées par ce virus hautement infectieux. On s’attend à ce que la pandémie de la COVID-19 ait des conséquences et des impacts importants, mais éventuellement inattendus, sur le financement futur des activités de recherche dans les domaines de l’ingénierie tissulaire et de la médecine régénérative. L’ingénierie tissulaire et la médecine régénérative sont des domaines émergents qui se sont développés au fil du temps et qui garantissent des investissements à long terme provenant de sources publiques et privées pour aider à libérer le potentiel des stratégies d’ingénierie tissulaire et de médecine régénérative et stimuler le transfert de technologie et la commercialisation de la recherche dans ce domaine.
2.2. La pandémie COVID-19 entraîne une réduction remarquable du don de tissus et une attention particulière concernant le stockage des tissus en banque
En ayant trop de patients dans les hôpitaux au cours de la période d’épidémie de COVID-19, l’administration et le processus des programmes de dons de cellules et de tissus ont par conséquent ralenti. De plus, les inquiétudes concernant la propagation du virus ont conduit un nombre beaucoup plus restreint de donneurs potentiels non infectés à s’intéresser au don de leurs cellules pour la recherche et les thérapies, ce qui limite encore le nombre de donneurs potentiels.[24, 25] En outre, les avertissements sur la distanciation sociale, pour arrêter la propagation de ce nouveau coronavirus, entraînent une baisse significative de l’approvisionnement en tissus, en particulier le don de sang, ayant ainsi pour conséquence une grave pénurie de sang. De plus, pendant la pandémie de COVID-19, de nombreux centres de don de sang sont fermés dans le monde.[26]
En outre, les cellules et les tissus qui ont été donnés et stockés dans des banques de tissus depuis le début de l’épidémie de COVID-19 peuvent déjà avoir été infectés par ce virus. Par conséquent, le test COVID-19 doit être ajouté à la liste déjà longue des agents infectieux. La réalisation de tests COVID-19 nous permet de nous assurer que les cellules et les tissus ne sont pas contaminés par des agents infectieux avant utilisation.[25]
3. Les techniques de médecine régénératrice représentent des promesses majeures d’avancée pour la prise en charge des patients COVID-19
En octobre 2020, près de 3600 essais cliniques sont officiellement enregistrés pour le traitement COVID-19 (ClinicalTrials.gov). Ces essais cliniques vont de l’application de médicaments antiviraux précédemment utilisés à de nouvelles thérapies comme les thérapies cellulaires. Parallèlement, plus de 260 essais de « thérapie cellulaire » ont été publiés sur ClinicalTrials.gov et diverses sources cellulaires, y compris les cellules souches mésenchymateuses (CSM), sont utilisées dans ces essais pour traiter les patients atteints de COVID-19.
3.1. État actuel des thérapies basées sur les CSM pour le syndrome de détresse respiratoire aigüe
Les effets protecteurs des CSM dans le traitement des infections respiratoires grippales ont déjà été rapportés dans des études précliniques sur des souris.[27-29] L’administration intraveineuse de 5 × 105 CSM issues de la moelle osseuse humaine chez des souris immunocompétentes infectées par le H5N1 a réduit les lésions pulmonaires aiguës et augmenté le taux de survie de ces souris.[28] Dans le cadre d’un essai clinique ouvert, l’injection intraveineuse de CSM allogéniques (3-4 injections de 1 × 106 CSM / kg de poids corporel) chez 61 patients infectés par le virus H7N9 a conduit à une réduction du taux de mortalité (17%) des patients infectés par le H7N9 par rapport au groupe témoin (54%).[30] Puisque le H7N9 et la COVID-19 présentent tous deux des complications similaires (dont le syndrome de détresse respiratoire aiguë) avec un dysfonctionnement multiorganique similaire, par conséquent, ce traitement par CSM pourrait être également appliqué au COVID-19.
Une patiente de 65 ans, gravement infectée par la COVID-19, a été traitée avec des CSM dérivées du cordon ombilical. La patiente a ainsi pu sortie de l’unité de soins intensifs dès le 2e jour après la dernière injection et n’a pas présenté d’effet indésirable évident.[31] Cependant, ce rapport de cas semblant limité à un seul patient, des investigations supplémentaires sont nécessaires pour soutenir le résultat positif.
Un essai clinique de phase 1 (NCT01775774) multicentrique, ouvert, à dose-escalade, a été lancé pour investiguer l’innocuité d’une injection intraveineuse à dose unique de CSM allogéniques dérives de la moelle osseuse chez des patients (n=9) atteints de syndrome de détresse respiratoire aigüe modéré à sévère (n = 9).[32] Les patients ont été traités avec trois types de doses : une groupe (n=3) avec une faible dose de CSM (1 × 106 cellules / kg de poids corporel), un groupe (n=3) avec une dose intermédiaire de CSM (5 × 106 cellules / kg), et un groupe (n=3) avec une dose élevée de CSM (1 × 107 cellules / kg). Les résultats ont montré qu’une injection unique de jusqu’à 10 millions de cellules / kg était bien tolérée et qu’aucun événement associé à l’administration ni aucun événement indésirable lié au traitement de CSM n’a été signalé.[32] Dans les semaines suivant l’injection, des événements indésirables graves ont été observés chez trois patients. Un patient est décédé au jour 9, un patient est décédé au jour 31. Un patient a également présenté plusieurs infarctus emboliques du cerveau, des reins et de la rate, mais l’équipe clinique pense, sur la base des résultats de l’IRM, que ces évènements étaient antérieurs avant l’administration des CSM. Les auteurs ont conclu que ces événements indésirables graves n’étaient pas liés au traitement des CSM.[32]
Dans un essai d’innocuité de phase 2a randomisé en double aveugle (NCT02097641), multicentrique, 40 patients atteints de syndrome de détresse respiratoire aigüe modéré à sévère ont été traités par des CSM dérivées de la moelle osseuse (10 × 106 / kg) et comparé à un groupe de patient placebo (n=20).[33] Les patients ont été traités dans les 7 jours suivant le diagnostic du syndrome. Le taux de mortalité à 28 jours n’était pas significativement différent entre le groupe traité par CSM (30%) et le groupe placebo (15%). Les patients traités par des CSM présentaient des scores physiologiques plus élevés que les patents du groupe placebo.[33] Néanmoins, la taille de l’échantillon dans cet essai était trop petite pour évaluer de manière fiable l’efficacité du traitement par les CSM dans ce syndrome et des essais avec des groupes plus importants sont nécessaires.
Pour déterminer les avantages potentiels des CSM pour le traitement de patients touchés par la COVID-19 et comprendre les mécanismes d’action des CSM, des informations plus détaillées, y compris le moment de l’administration des CSM par rapport à l’apparition de la maladie, et les populations cellulaires pour les patients traités par les CSM et les patients sous placebo sont nécessaires.[27]
Dans l’infection à la COVID-19, le système immunitaire de l’hôte produit une énorme réponse inflammatoire pour tenter de tuer le virus, conduisant à une importante sécrétion de cytokines pro-inflammatoires, mais participant également à la survenue de nombreux dommages aux organes en conséquence de la COVID-19. Par conséquent, éviter cette importante sécrétion de cytokines pourrait être une stratégie efficace dans le traitement de la COVID-19. Les CSM, en raison de leur puissante capacité immunomodulatrice, peuvent contribuer non seulement à la réduction/suppression de cette sécrétion de cytokines, tout en favorisant également les mécanismes de réparation/régénération endogènes des poumons après l’infection à la COVID-19.[34, 35]
Le syndrome de détresse respiratoire aigüe est l’une des complications les plus graves causées par les coronavirus.[36, 37] En effet, l’insuffisance respiratoire due au syndrome de détresse respiratoire aigüe est la principale cause de mortalité chez les patients COVID-19.[36, 37] Par conséquent, la prise en charge et le traitement du syndrome de détresse respiratoire aigüe sont essentiels pour réduire les taux de mortalité. Dans la mesure où les CSM semblent réguler le système immunitaire en inhibant la production de cytokines inflammatoires par les lymphocytes et en induisant la production de cytokines anti-inflammatoires, l’utilisation thérapeutique des CSM offre potentiellement une option thérapeutique unique pour aider les patients COVID-19. Cependant, un plus grand nombre d’études est nécessaire pour évaluer pleinement le potentiel de la thérapie utilisant les CSM pour la prise en charge du syndrome de détresse respiratoire aigüe induit par la COVID-19.
3.2. L’utilisation potentielle de dérivés de cellules souches pour le traitement du syndrome de détresse respiratoire aigüe
Outre les CSM, leurs dérivés, y compris les exosomes, ont suscité une attention particulière en tant que stratégie thérapeutique pour obtenir les effets thérapeutiques des CSM sans les risques et les défis liés à l’administration des cellules aux patients.[38] La thérapie à base d’exosomes est un domaine émergent de la recherche biomédicale, tandis que les effets thérapeutiques des cellules souches ont été attribués aux exosomes sécrétés.[39, 40] Plus précisément, l’utilisation potentielle d’exosomes pour améliorer le syndrome de détresse respiratoire aigüe dans des modèles précliniques est bien documentée.[38] Cependant, aucun exosome approuvé par la FDA n’est encore disponible sur le marché.
Des études antérieures ont principalement administré des exosomes par injection directe dans les tissus lésés ou par injection intraveineuse, mais l’inhalation pourrait être la voie d’administration la plus directe et la moins invasive pour traiter le syndrome de détresse respiratoire aigüe induit par la COVID-19. Un essai clinique (NCT04276987) vise ainsi à étudier la sécurité et l’efficacité de l’inhalation par aérosol d’exosomes de CSM allogéniques dérivés du tissu adipeux dans le traitement des patients atteints de forme sévère de COVID-19. Un autre essai clinique (NCT04389385) vise quant à lui à tester l’innocuité et l’efficacité d’exosomes dérivés de lymphocytes T allogéniques après administration ciblée par inhalateur doseur chez 60 participants. Les futurs essais cliniques utilisant des exosomes et des milieux conditionnés produits à partir de CSM pourraient être un traitement efficace pour le syndrome de détresse respiratoire aigüe induit par le coronavirus.[41]
3.3. Les sources alternatives de cellules souches
Dans le domaine de la thérapie cellulaire pour le syndrome de détresse respiratoire aigüe, un défi consiste à identifier les populations cellulaires appropriées capables de moduler la fonction des cellules souches alvéolaires et de réguler l’hyper-inflammation causée par la sécrétion élevée de cytokines. L’utilisation de tissus humains comme les tissus placentaires est moins controversée sur le plan éthique et permet l’isolement de quantités pertinentes de cellules souches pour des applications cliniques courantes.[42] Depuis le début de l’épidémie de COVID-19, des CSM provenant de différentes sources ont été utilisées : sang menstruel (ChiCTR2000029606), cordon ombilical (NCT04269525), sang du cordon (ChiCTR2000029816) et pulpe dentaire (NCT04302519). Pour certains essais, aucune information n’a été fournie concernant la source des tissus ou le mode de fabrication. Dans le cadre de l’utilisation des CSM pour les maladies infectieuses, la source des CSM, la dose, la voie d’administration et les stratégies de dosage (y compris le nombre et le moment des administrations) doivent être méticuleusement étudiées.[27]
Le domaine de la médecine régénérative a connu une incertitude dans l’examen réglementaire depuis le début. A la différence des autres produits cliniques, les produits de médecine régénératrice offrent des avantages en termes de guérison et de régénération, tandis que leurs effets à long terme sur les hôtes humains sont inconnus. Par conséquent, l’introduction d’un nouveau produit de médecine régénératrice sur le marché implique de nombreuses phases d’essais cliniques, qui peuvent nécessiter plus d’une décennie de développement et de tests.[22] Bien que les espoirs des thérapies utilisant les CSM chez les patients COVID-19 soient élevés, il existe actuellement peu de données disponibles sur la sureté et l’efficacité de ces cellules pour traiter la COVID-19. L’accès limité aux produits autologues et les pools de donneurs diversifiés inadéquats sont d’autres obstacles majeurs à l’application des thérapies RM pour COVID-19.
4. Défis et opportunités dans la fabrication clinique de médicaments régénératifs pour la COVID-19
4.1. Exigences de fabrication des cellules pendant la pandémie
La norme actuelle de l’industrie pour la fabrication de cellules thérapeutiques adhérentes, telles que les CSM, repose sur des technologies planaires, c’est-à-dire des systèmes de flacons en 2 dimensions de dimensions variables. Des flacons multicouches, allant jusqu’à 10 couches, sont ainsi couramment utilisés pour une production plus importante, telle que généralement requise dans les essais de phase II / III. Dans le cas des CSM, les densités cellulaires typiques, avec une confluence de 80%, correspondent classiquement à 25-35 000 cellules / cm2.[43] Ainsi, avec un flacon de 10 couches et une surface d’environ 6 400 cm2, le nombre moyen de cellules obtenu à partir d’un seul récipient de culture serait d’environ 160 à 224 millions de cellules. Les technologies de robotique et d’automatisation peuvent être mises en œuvre, mais elles sont souvent très coûteuses et ne sont pas disponibles dans la plupart des installations ayant des bonnes pratiques de fabrication. Dans le cadre d’une pandémie comme la COVID-19, la capacité de déployer rapidement de grandes quantités de CSM pour traiter les patients présentant des symptômes sévères de la COVID-19 est primordiale. Quelles capacités avons-nous aujourd’hui pour répondre à une telle demande ?
4.2. Les technologies planaires sont-elles évolutives ?
Pour estimer les tailles de lots de fabrication nécessaires pour traiter les patients dans la pandémie, il est nécessaire de prendre en compte toutes les pertes possibles de cellules pendant les différentes étapes de traitement. Selon une estimation raisonnable, les exigences de fabrication pour déployer des doses humaines de CSM pour 10 000 patients à une dose cible de 300 millions de cellules par patient représentent environ 6,4 billions de cellules.[29] En utilisant des flacons à 10 couches capables de produire environ 10 milliards de cellules par lot de fabrication, et en utilisant 40 flacons, il faudrait environ 640 lots pour atteindre ce nombre cible. De manière réaliste, même à l’aide de l’automatisation, cette opération de fabrication prendrait un temps très long (des années) pour se terminer.
D’autres technologies pour la culture de cellules adhérentes comprennent des bioréacteurs offrant des surfaces de culture très supérieures (de l’ordre de quelques m2 de culture) et permettant ainsi des récoltes bien supérieures en nombre totale de cellules (jusqu’à 1 billion de cellules). Cependant, dans un contexte de fabrication de cellules pour traiter la COVID-19, l’utilisation d’un seul bioréacteur ne suffit que pour faire une seule dose pour traiter un seul patient. Ainsi, la production de cellules à plus grande échelle en utilisant de tels dispositifs nécessitera le fonctionnement de systèmes parallèles.
Un autre défi à garder à l’esprit pour la culture à grande échelle de cellules pour une utilisation clinique est les étapes de traitement en aval : étapes de récolte des cellules, étapes de séparation des cellules et étapes de remplissage-finition.[44] En particulier, lorsque l’on regarde la concentration de plusieurs litres de solution cellulaire, ces étapes de traitement en aval doivent être réalisée rapidement (<5 heures) pour ne compromettent pas la viabilité cellulaire et la fonctionnalité du produit final.[44] La plupart des systèmes de centrifugation de laboratoire standard ne seront donc pas en mesure de traiter de grands volumes (> 5 à 10 L).[45] Dans l’étape de séparation, le choix de l’enzyme, le temps d’exposition et l’efficacité de chaque étape sont essentiels pour assurer une survie cellulaire optimale. Pour la fabrication conforme aux bonnes pratiques, l’utilisation de matériaux sans composants animaux, dans une solution prête à l’emploi, est préférable et contribue à réduire le fardeau réglementaire.
4.3. Que pouvons-nous nous attendre à apprendre de cette pandémie (avec l’approbation de nouveaux essais cliniques) ?
L’accélération des essais sur la COVID-19 offrira des opportunités de collecter davantage de données à la fois sur l’innocuité et l’efficacité des CSM et d’autres thérapies cellulaires pour traiter les lésions pulmonaires et les complications associées. Cependant, une conception rationnelle et une approche contrôlée de la conception des essais cliniques sont essentielles pour obtenir des informations précieuses pour évaluer à la fois l’innocuité et l’efficacité des traitements.[27] La sécurité des patients est primordiale et ne doit jamais être compromise en aucune circonstance. Les développeurs thérapeutiques et les fabricants de thérapies cellulaires doivent maintenir leur intégrité morale pour fournir des produits qui répondent à des exigences tout aussi strictes pour assurer la sécurité des patients. Du point de vue de la fabrication, cela représente également une opportunité pour les développeurs de produits de se concentrer sur l’avancement de technologies évolutives capables de répondre à des demandes critiques comme celles-ci à l’avenir. Au fur et à mesure que d’autres produits de thérapie cellulaire sont développés et mûrs, la fabrication restera un défi si des progrès ne sont pas réalisés sur ce front. Enfin, le coût de fabrication des thérapies cellulaires devra baisser pour les rendre accessibles à tous. La pandémie COVID-19 nous oblige à voir grand et regarder vers l’avenir. Avec chaque crise, il y a une lueur d’espoir, et ici on nous présente l’opportunité de faire progresser les technologies de fabrication de cellules pour rendre les thérapies cellulaires du futur évolutives, sûres et abordables.
Conclusions
Les technologies d’ingénierie tissulaire et de médecine régénérative ont le potentiel de révolutionner l’ensemble du système de santé en restaurant les tissus et organes endommagés, contrairement à d’autres produits pharmaceutiques et stratégies chirurgicales qui gèrent et réparent généralement plutôt que de guérir les maladies.
Au cours de l’épidémie de COVID-19, le financement de nombreux projets d’ingénierie tissulaire et de médecine régénérative est réduit, ce qui a un impact significatif sur le présent et l’avenir de la recherche et des thérapies associées. Entre-temps, de nombreux instituts de recherche et sociétés pharmaceutiques dans ce domaine ont réutilisé leurs technologies et développé de nouveaux programmes de recherche pour comprendre l’interaction des virus et des tissus humains ou développer des vaccins et des thérapies contre la COVID-19. Le syndrome de détresse respiratoire aigüe est la principale cause de décès dans l’infection au COVID-19 et les thérapies utilisant les CSM ont été appliquées pour traiter les patients atteints de la COVID-19. L’un des principaux défis dans l’administration des CSM pour la COVID-19 est le nombre limité de sources de CSM autologues et les délais limités pour traiter l’accélération du nombre de cas. Par conséquent, l’application d’un produit allogénique sûr et disponible dans le commerce, avec une activité de modulation de la réponse immunitaire appropriée, permettrait aux patients de recevoir les traitements de cellules souches de la meilleure qualité au bon moment et avec des densités cliniques efficaces.
Les essais cliniques actuels mettent en évidence les avantages potentiels des thérapies par cellules souches pour les patients atteints de la COVID-19. Cependant, les études actuelles sont constituées de petites séries de cas dépourvues de groupes contrôles appropriés, ce qui rend l’interprétation des bénéfices rapportés difficile à quantifier. Par conséquent, des investigations supplémentaires sont nécessaires pour comprendre l’innocuité et l’efficacité de ces thérapies et leurs résultats à long terme.
Pendant ce temps, la nanotechnologie et les nanomatériaux jouent un rôle clé soit en ralentissant les effets indésirables, soit en proposant de nouvelles solutions thérapeutiques. Les biomatériaux antiviraux accélèrent la recherche sur la lutte contre le SRAS-CoV-2. De plus, l’utilisation de la nanotechnologie et des nanomatériaux, autorise un développement rapide des modalités et techniques de détection. Enfin, une collaboration multi-institutionnelle efficace et un financement adéquat provenant de sources gouvernementales et non gouvernementales sont également nécessaires pour collecter et analyser les données d’essais humains en cours et nouveaux, afin de mieux comprendre les avantages potentiels des thérapies par cellules souches pour les patients atteints de la COVID-19.
Références bibliographiques
- Udugama B, Kadhiresan P, Kozlowski HN, Malekjahani A, Osborne M, Li VYC, Chen H, Mubareka S, Gubbay JB, Chan WCW, ACS Nano, 2020.
- Ai J-W, Zhang H-C, Xu T, Wu J, Zhu M, Yu Y-Q, Zhang H-Y, Li Y, Zhou X, Shen Z, Zang G-Q, Xu J, Chen W-J, Li Y-J, Xie D-S, Zhou M-Z, Sun J-Y, Chen J-Z, Zhang W-H, 2020.
- Pokhrel P, Hu C, Mao H, ACS sensors, 2020.
- Metkar SK, Girigoswami K, Biocatalysis and Agricultural Biotechnology, 2019.
- Ran G, Wu F, Ni X, Li X, Li X, Liu D, Sun J, Xie C, Yao D, Bai W, Sensors and Actuators B: Chemical, 2020.
- Seo G, Lee G, Kim MJ, Baek S-H, Choi M, Ku KB, Lee C-S, Jun S, Park D, Kim HG, Kim S-J, Lee J-O, Kim BT, Park EC, Kim SI, ACS nano, 2020.
- Qiu G, Gai Z, Tao Y, Schmitt J, Kullak-Ublick GA, Wang J, ACS nano, 2020.
- Loo JFC, Ho AHP, Turner APF, Mak WC, Trends Biotechnol, 2019.
- Liu M, Hui CY, Zhang Q, Gu J, Kannan B, Jahanshahi-Anbuhi S, Filipe CD, Brennan JD, Li Y, Angew Chem Int Ed Engl, 2016.
- Nasseri B, Soleimani N, Rabiee N, Kalbasi A, Karimi M, Hamblin MR, Biosens Bioelectron, 2018.
- Kaur M, Tiwari S, Jain R, Sens Biosensing Res, 2020.
- Lin Q, Wen D, Wu J, Liu L, Wu W, Fang X, Kong J, Analytical chemistry, 2020.
- Infantino M, Grossi V, Lari B, Bambi R, Perri A, Manneschi M, Terenzi G, Liotti I, Ciotta G, Taddei C, Benucci M, Casprini P, Veneziani F, Fabbri S, Pompetti A, Manfredi M, Journal of medical virology, 2020.
- Li Z, Yi Y, Luo X, Xiong N, Liu Y, Li S, Sun R, Wang Y, Hu B, Chen W, Zhang Y, Wang J, Huang B, Lin Y, Yang J, Cai W, Wang X, Cheng J, Chen Z, Sun K, Pan W, Zhan Z, Chen L, Ye F, Journal of medical virology, 2020.
- Zhao Z, Cui H, Song W, Ru X, Zhou W, Yu X, 2020.
- Wu T-H, Chang C-C, Yang C-H, Lin W-Y, Ee TJ, Lin C-W, International journal of molecular sciences, 2020.
- Garber K, Nat Biotechnol, 2018.
- McKay PF, Hu K, Blakney AK, Samnuan K, Brown JC, Penn R, Zhou J, Bouton CR, Rogers P, Polra K, Lin PJC, Barbosa C, Tam YK, Barclay WS, Shattock RJ, Nature communications, 2020.
- Mody KT, Popat A, Mahony D, Cavallaro AS, Yu C, Mitter N, Nanoscale, 2013.
- Kargozar S, Baino F, Hamzehlou S, Hill RG, Mozafari M, Drug Discov Today, 2018.
- Theobald N, Drug discovery today, 2020.
- Mao AS, Mooney DJ, Proc Natl Acad Sci U S A, 2015.
- Kamguyan K, Katbab AA, Mahmoudi M, Thormann E, Zajforoushan Moghaddam S, Moradi L, Bonakdar S, Biomater Sci, 2017.
- Broxmeyer HE, Parker GC, Stem Cells Dev, 2020.
- Szer J, Weisdorf D, Querol S, Foeken L, Madrigal A, Bone Marrow Transplant, 2020.
- Shander A, Goobie SM, Warner MA, Aapro M, Bisbe E, Perez-Calatayud AA, Callum J, Cushing MM, Dyer WB, Erhard J, Faraoni D, Farmer S, Fedorova T, Frank SM, Froessler B, Gombotz H, Gross I, Guinn NR, Haas T, Hamdorf J, Isbister JP, Javidroozi M, Ji H, Kim YW, Kor DJ, Kurz J, Lasocki S, Leahy MF, Lee CK, Lee JJ, Louw V, Meier J, Mezzacasa A, Munoz M, Ozawa S, Pavesi M, Shander N, Spahn DR, Spiess BD, Thomson J, Trentino K, Zenger C, Hofmann A, International Foundation of Patient Blood M, Society for the Advancement of Blood Management Work G, Anesth Analg, 2020.
- Khoury M, Cuenca J, Cruz FF, Figueroa FE, Rocco PRM, Weiss DJ, Eur Respir J, 2020.
- Chan MC, Kuok DI, Leung CY, Hui KP, Valkenburg SA, Lau EH, Nicholls JM, Fang X, Guan Y, Lee JW, Chan RW, Webster RG, Matthay MA, Peiris JS, Proc Natl Acad Sci U S A, 2016.
- Li Y, Xu J, Shi W, Chen C, Shao Y, Zhu L, Lu W, Han X, Stem Cell Res Ther, 2016.
- Chen J, Hu C, Chen L, Tang L, Zhu Y, Xu X, Chen L, Gao H, Lu X, Yu L, Dai X, Xiang C, Li L, Engineering (Beijing), 2020.
- Liang B, Chen J, Li T, Wu H, Yang W, Li Y, Li J, Yu C, Nie F, Ma Z, Yang M, Xiao M, Nie P, Gao Y, Qian C, Hu M, Medicine (Baltimore), 2020.
- Wilson JG, Liu KD, Zhuo H, Caballero L, McMillan M, Fang X, Cosgrove K, Vojnik R, Calfee CS, Lee JW, Rogers AJ, Levitt J, Wiener-Kronish J, Bajwa EK, Leavitt A, McKenna D, Thompson BT, Matthay MA, Lancet Respir Med, 2015.
- Matthay MA, Calfee CS, Zhuo H, Thompson BT, Wilson JG, Levitt JE, Rogers AJ, Gotts JE, Wiener-Kronish JP, Bajwa EK, Donahoe MP, McVerry BJ, Ortiz LA, Exline M, Christman JW, Abbott J, Delucchi KL, Caballero L, McMillan M, McKenna DH, Liu KD, Lancet Respir Med, 2019.
- Leng Z, Zhu R, Hou W, Feng Y, Yang Y, Han Q, Shan G, Meng F, Du D, Wang S, Fan J, Wang W, Deng L, Shi H, Li H, Hu Z, Zhang F, Gao J, Liu H, Li X, Zhao Y, Yin K, He X, Gao Z, Wang Y, Yang B, Jin R, Stambler I, Lim LW, Su H, Moskalev A, Cano A, Chakrabarti S, Min KJ, Ellison-Hughes G, Caruso C, Jin K, Zhao RC, Aging Dis, 2020.
- Shetty AK, Aging Dis, 2020.
- Mehta P, McAuley DF, Brown M, Sanchez E, Tattersall RS, Manson JJ, Lancet, 2020.
- Ruan Q, Yang K, Wang W, Jiang L, Song J, Intensive Care Med, 2020.
- Abraham A, Krasnodembskaya A, Stem Cells Transl Med, 2020.
- Dinh PC, Paudel D, Brochu H, Popowski KD, Gracieux MC, Cores J, Huang K, Hensley MT, Harrell E, Vandergriff AC, George AK, Barrio RT, Hu S, Allen TA, Blackburn K, Caranasos TG, Peng X, Schnabel LV, Adler KB, Lobo LJ, Goshe MB, Cheng K, Nat Commun, 2020.
- Willis GR, Fernandez-Gonzalez A, Anastas J, Vitali SH, Liu X, Ericsson M, Kwong A, Mitsialis SA, Kourembanas S, Am J Respir Crit Care Med, 2018.
- Matthay MA, McAuley DF, Ware LB, Lancet Respir Med, 2017.
- Shafiee A, Fisk NM, Hutmacher DW, Khosrotehrani K, Patel J, Stem Cells Transl Med, 2015.
- Abo-Aziza FAM, A AZ, Int J Hematol Oncol Stem Cell Res, 2017.
- Olsen TR, Ng KS, Lock LT, Ahsan T, Rowley JA, Front Med (Lausanne), 2018.
- Misra K, Sabaawy HE, Neural Regen Res, 2015.
4-10 Matériaux pour filtrer et détruire le virus SRAS-CoV-2 responsable de la dissémination de la maladie Covid 19 dans des lieux fermés
Yves Bienvenu – MINES ParisTech, Paris
Mots Clefs : Santé, Filtration
- Constat Post COVID sur le thème
La circulation du virus est particulièrement dangereuse dans des lieux fermés, mais des surfaces métalliques peuvent être efficaces dans la destruction des virus qu’elles fixent… [1].
- Enjeu : Industrialisation d’un produit innovant conçu hors de France mais pour lequel des compétences existent en France
La Revue Nickel [2] a rapporté le développement récent à l’Université d’Houston d’un filtre en mousse de nickel, chauffé vers 200°C et capable de fixer et mettre hors d’état de propager la maladie Covid-19. Ce filtre peut être couplé à des ventilateurs, climatiseurs….
En France, la Société Nitech disparue en 2004, rachetée et délocalisée par une entreprise chinoise fabriquait 10% de la production mondiale de ces mousses destinées quasi exclusivement aux batteries Ni-MH des véhicules hybrides. Une compétence existe encore sur ces matériaux et les procédés de fabrication associés dans des laboratoires Français.
- Proposition :
La compétence résiduelle Française sur le sujet pourrait être mobilisée soit pour assurer à moyen terme le petit volume de production destinée à l’assainissement de l’atmosphère de lieux fermés, soit pour importer à court terme une version optimisée de ces mousses.
A ce stade, il serait opportun de réunir les compétences sur le sujet des mousses de nickel (d’autres métaux moins chers peuvent aussi être considérés), en lien également avec des partenaires (micro)biologistes.
Références :
[1] Article de Marianne Boyer et Gary Dagorn Publié dans Le Monde le 26 mars 2020 : Coronavirus : combien de temps reste-t-il infectieux sur des surfaces ?
[2] Nickel Magazine publié par Nickel Institute : volume 35, 2, 2020 p.5 https://nickelinstitute.org/nickel-magazine/nickel-magazine-vol35-no2-2020
4-11 Matériaux pour la santé, matériaux /surfaces céramiques antimicrobiens
Gérard PILLET Membre du Conseil d’Administration du GFC Responsable Département R&D de la SFC pillet.sfc@ceramique.fr
Société Française de Céramique (SFC) Tel : +33 (0)1 56 56 70 75 www.ceramique.fr
Mots Clefs : santé, surface, céramique, antimicrobien
L’objet de cette contribution est le développement de nouveaux matériaux et surface céramiques antimicrobiens et/ou de nouveaux procédés antimicrobiens dans le domaine des céramiques. Si certains travaux ont été réalisés en particulier sur les émaux dans le domaine des appareils sanitaires [1] et dans le domaine des céramiques techniques utilisées dans le médical [2], de nouvelles études pourront se concentrer sur l’incorporation de nouveaux principes actifs par de nouvelles méthodes/procédés comme la fabrication d’une couche mince métallique antibactérienne par traitement de surface de la céramique ou entre deux couches céramiques. De fait, citons l’utilisation d’additifs organiques à base d’argent [3-4], de cuivre [4-5] de zinc [6] et de titane [7-8] dans le domaine biomédical et/ou des verres.
Un programme d’études portant sur l’extension de l’incorporation d’additif chimique antimicrobien dans les émaux vers d’autres domaines d’application des matériaux céramiques utilisés dans le milieu hospitalier, alimentaire (restauration public), agroalimentaire et du traitement des eaux pourrait ainsi être engagé. Citons en exemple les plans de travail en céramiques, les carreaux de sol et murs, les céramiques des arts de la table, etc.
Un autre axe de recherche prometteur et innovant porte sur l’optimisation de la durabilité des systèmes désinfectants en surface des matériaux céramiques. En effet, ces matériaux soumis à des sollicitations mécaniques (usure) et à des attaques chimiques sont susceptibles d’être altérés via la création de défauts d’usure comme l’ouverture de porosités favorisant la prolifération des microorganismes, et générant des problèmes accrus de nettoyabilité. Une optimisation du traitement et des propriétés de surface permettrait, de fait, d’accroître son efficacité dans le temps.
En dernier lieu, des travaux de recherche portant sur l’utilisation des propriétés des céramiques pourraient être engagés pour développer/adapter des procédés de traitements antibactériens, et en analyser les interactions et effets sur les produits céramiques :
- Traitements physiques par une application d’une température supérieure à 60 °C
- Traitement par micro-onde avec ajout soit par traitement de surface ou par fabrication d’une sous-couche dans la céramique.
- Traitement par effet d’induction de la céramique (avec ajout dans la céramique d’une sous-couche ou d’un traitement de surface permettant l’effet d’induction).
- Stérilisation via irradiation par rayonnements (ultraviolets ou rayons X).
La faisabilité technique, l’efficacité antimicrobienne et l’impact sur les propriétés des en-cours de production et du produit final neuf et après usages pourront être efficacement évalués pour toutes les solutions proposées.
Bibliographie
[1] WELCH K., SLOAN G., ONG I., Antimicrobial Treatment for Ceramics and Sanitary Ware, Ceramic World Review, n°121, /2017, pp.104-108
[2] NASKER P., MUKHERJEE M., KANT S., ET-AL., Fluorine substituted nano hydroxyapatite: synthesis, bio-activity and antibacterial response study, Ceramics International, vol. 44, n°17, 12/20 18, pp. 22008-22013
[3] NEGAS T., HILFIKER D., BARTKOWSKI S., Simple methods to incorporate silver and copper generate antimicrobial glasses and porous glass-bonded ceramics, American Ceramic Society Bulletin, vol. 96, n°05, 06-07/2017, pp. 26-31
[4] SHANMUGAM S.GOPAL B., Copper substituted hydroxyapatite and fluorapatite: Synthesis, characterization and antimicrobial properties, Ceramics International, vol. 40, n°10 Part A, 12/2014, p. 15655-15662
[5] ESTEBAN-TEJEDA L., SMIRNOV A., PRADO C., Multifunctional ceramic-metal biocomposites with Zinc containing antimicrobial glass coatings, ET-AL., Ceramics International, vol. 42, n°06, 05/2016, pp. 7023-7029
4-12 Effet oligodynamique du cuivre et coronavirus
Caroline Richard ; Université de Tours – GREMAN – CNRS 7347 – Tours, France
La plupart des bactéries et des virus sont sensibles à l’effet oligodynamique de cations argent mais aussi cuivre (on peut aussi trouver le zinc et l’or, le mercure, le fer, le plomb et le bismuth avec une efficacité variable). L’oligodynamie, connue depuis 150 ans, peut être observée à des doses extrêmement faibles. Si l’on s’intéresse plus particulièrement au cuivre (y compris ses alliages : laiton et bronze), sa première utilisation médicale apparaît dans le papyrus d’Edwin Smith, écrit entre 2600 et 2200 avant J.-C. Ce papyrus, considéré comme le traité de chirurgie le plus ancien du monde, indique que le cuivre (ou sels de cuivre) pouvait être utilisé pour stériliser les blessures et l’eau potable. Plusieurs civilisations anciennes (Égypte, Babylone, et même les Phéniciens) ont observé que les soldats qui grattaient leurs épées en bronze sur des plaies semblaient plus résistants aux infections. De plus, le stockage de l’eau dans des récipients en cuivre est depuis longtemps une pratique utilisée en Inde pour éliminer les microorganismes de l’eau potable. Lors de la deuxième pandémie de choléra qui atteint la France par vagues successives au XIXème siècle, le médecin Jean Antoine Victor Burq, remarque que les ouvriers d’une fonderie de cuivre à Paris n’étaient pas infectés par le choléra [1-2]. Il observe qu’il en est de même pour les autres personnes de la ville qui travaillaient le cuivre, notamment les bijoutiers, les orfèvres et les chaudronniers/dinandiers. Cette épidémie a fini par tuer plus de 6 000 personnes sur une population d’environ 1,6 million, soit un ratio d’environ 0,4 %. Cependant, seules 45 des personnes qui travaillaient étroitement avec le cuivre sont mortes, ce qui représente un ratio de seulement 0,05 %.
La Figure 1 montre comment les cations cuivre peuvent agir.
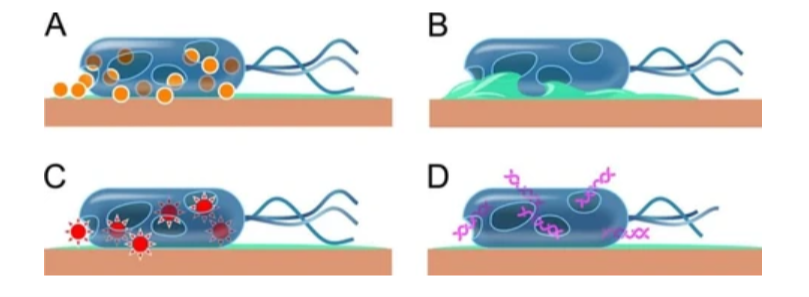
Figure 1 : effet oligodynamique de cations cuivre sur une bactérie.
En figure 1A, le cuivre se dissout à la surface du cuivre et les cations cuivre endommagent la membrane des bactéries/virus. La figure 1B montre la rupture de la membrane sous l’effet des ions de cuivre. La figure 1C montre les ions de cuivre qui induisent la création d’oxygène réactif qui peut endommager davantage la membrane. La figure 1D montre l’ADN/ARN à l’intérieur de la membrane qui est percée et inactivée. Il est intéressant de noter que les bactéries possèdent à la fois de l’ADN et de l’ARN alors que les virus n’ont que de l’ARN. Cependant, malgré cette différence, l’effet des ions de cuivre est essentiellement le même.
Peu d’études sont apparues sur cet effet concernant le virus SARS-CoV-2, responsable de la crise sanitaire actuelle. La première étude notable à cet égard, publiée par le Centre des sciences biologiques de l’université de Southampton au Royaume-Uni, portait sur le coronavirus 229E (HuCoV-229E), cousin du Covid-19 [3]. L’étude a révélé que le virus persistait à l’état infectieux sur des matériaux de surface communs pendant plusieurs jours. Cependant, lorsque le matériau de surface contenait du cuivre, Varnes et al. [3] ont observé une inaction rapide du coronavirus (Figure 2) soit seulement 20 minutes passées sur un alliage constitué à 95% de cuivre pour qu’une dose de liquide contagieux soit entièrement détruite.
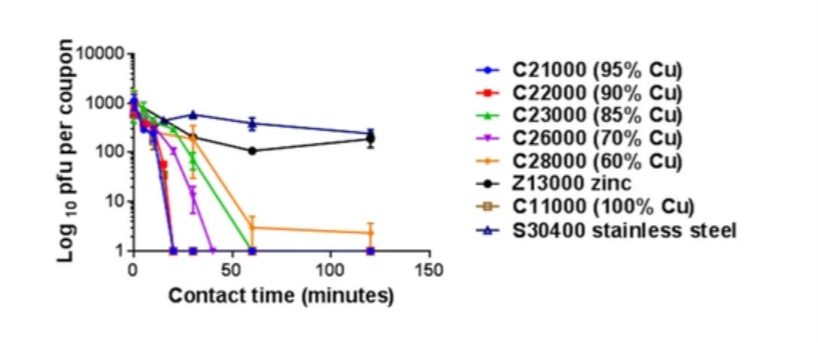
Figure 2. Inactivation du Coronavirus 229 E humain par des alliages cuivre-zinc, cuivre-nickel et acier inoxydable [3].
Plus récemment, une équipe de chercheurs américains du NIAID (National Institute of Allergy and Infectious Deseases), et du CDC, le Centre de contrôle et de prévention des maladies ont reproduit expérimentalement les conditions d’un aérosol empli de virus [4] SARS-CoV-2 et également de SARS-CoV-1, responsable du SARS en 2002-2003. Ils ont également déposé le virus sur des surfaces en cuivre, acier inoxydable, plastique et carton. Cette étude a montré que les deux virus se sont comportés de la même manière : les 2 virus restaient beaucoup plus longtemps sur le plastique et l’acier inoxydable que sur le cuivre ou le carton. Sur le cuivre il n’y avait plus aucune trace du virus après 4 heures. Sur le carton c’est au bout de 24 heures qu’on n’a plus rien retrouvé. Le SARS-CoV-2 a résisté 48 heures sur l’acier inoxydable et jusqu’à 72 heures sur le plastique. Les expériences ont été répétées une dizaine de fois (Figures 3 et 4).
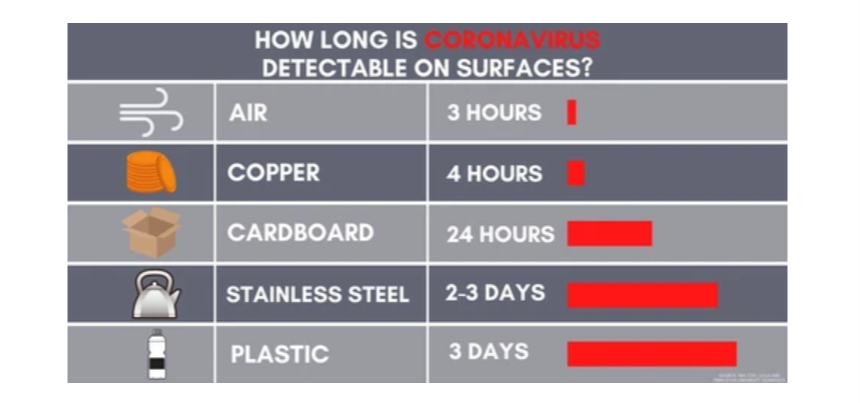
Figure 3. Temps de détection du Covid-19 sur la surface de différente nature de matériaux [4].
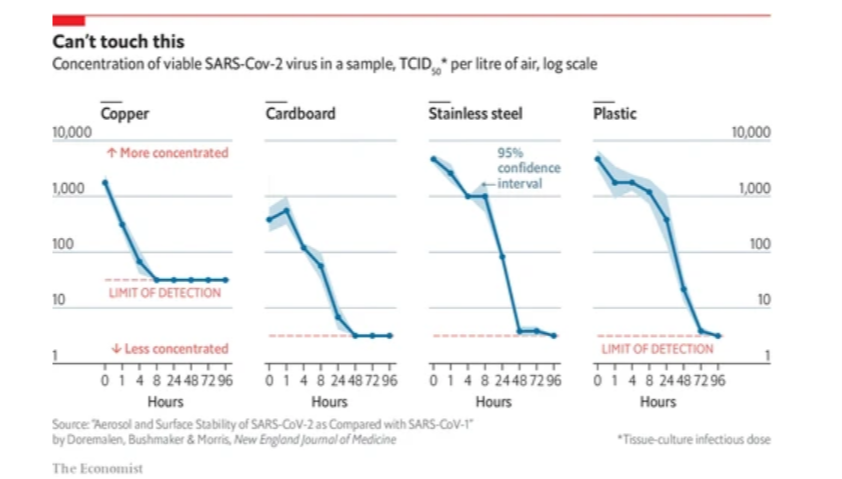
Figure 4. Survie du Covid-19 sur différentes surfaces. L’axe vertical représente la quantité de virus laissée sur la surface du matériau [4].
A la suite de ces études, plusieurs chercheurs de par le monde ont conclu que les surfaces en cuivre pouvaient être utilisées dans les zones communes et lors de tout rassemblement de masse pour aider à réduire la transmission des virus respiratoires à partir de surfaces contaminées et protéger ainsi la santé publique. Plusieurs produits ont vu le jour (Figure 5, Université de Gunma – Japon – Projet GUDI). Au Chili et au Japon, certaines sociétés proposent par exemple des masques et des gants de protection comprenant une couche de cuivre, pour une stérilisation maximale. Certains films de cuivre sous forme de bande autocollante peuvent également se trouver dans les jardineries (le cuivre étant un répulsif naturel contre limaces et autres gastéropodes).

Figure 5. A : Divers objets réalisés en fibre de cuivre
(https://www.gunma-u.ac.jp/information/69838)
Figure 5.B : Exemple de masque
(https://mainichi.jp/english/articles/20200410/p2a/00m/0na/002000c#cxrecs_s)
L’évolution de nouvelles souches virulentes historiques de virus respiratoires, qui réapparaissent à partir de réservoirs animaux, constitue une menace pour la santé humaine publique. Une transmission interhumaine inefficace des souches zoonotiques peut initialement limiter la propagation mais une infection peut être contractée en touchant des surfaces contaminées. Il s’agit donc de développer des stratégies simples et rapides. Parmi l’ensemble des stratégies possibles, l’idée maîtresse vise à mettre au point pour la prévention de pandémies futures, des traitements de surfaces anti-virus/ anti transmission pour toutes les surfaces rencontrées dans les transports en commun, commerces, etc… Une des premières idées est la mise au point de pigments (forme, taille à étudier (nanoparticules ?), broyage, concentration) à base de cuivre/ argent et avec un liant spécifique permettant ainsi d’apporter une fonction oligodynamique à toute surface sous forme de vernis ou de film/ revêtement. Certaines sociétés en France (BioProof chez Adapta ou Sterilcoat AM chez Protech par exemple) proposent déjà ce type de produits. Les biofilms s’établissent la plupart du temps sur des surfaces avec des topographies spécifiques favorables à leur adhésion. Il s’agira également de mettre en place des topographies particulières de type biomimétiques (par exemple peau de requin) afin de limiter l’« encrassement bactérien/viral » des surfaces (obtention par procédé laser, moulage, etc…). Le couplage des deux stratégies (topographie + film cuivrique ou cuivreux / argent) sera étudié. La durabilité de ces surfaces (pb d’usure : perte d’épaisseur par frottement, corrosion) doit aussi être assurée afin que leur effet soit le plus pérenne possible et envisager des stratégies de maintenance ou remplacement.
Références :
- Burq. Métallothérapie : du cuivre contre le choléra au point de vue prophylactique et curatif : rapport officiel du Dr. Vernois sur l’immunité cholérique des ouvriers du cuivre, G. Baillière, 1867-1871.
- Burq. Choléra : De l’immunité acquise par les ouvriers en cuivre par rapport au choléra : Préservation et traitement par les armatures et les sels de cuivre, Wentworth Press, 2019
- Sarah L. Warnes, Zoë R. Little, C. William Keevil. Human Coronavirus 229E Remains Infectious on Common Touch Surface Materials, mBio, American Soc. Microbiology, Vol 6, e01697-15, 2015.
- Neeltje van Doremalen et al. Aerosol and Surface Stability of SARS-CoV-2 as Compared with SARS-CoV-1 Published on March 17, 2020, at NEJM.org. DOI :10.1056 /56/NEJMc2004973
4-13 Matériaux et Santé : Interfaces vivant / inerte
Bertrand Rihn – Institut Jean Lamour, Laboratoire N2EV
Mots Clefs : santé, nanomatériaux, interface vivant-inerte, prothèse, biofilm, diagnostic, biologie
Les études impliquant l’interface vivant/inerte représentent des défis majeurs en santé. En effet sans parler d’humain augmenté mais simplement en évoquant l’humain réparé suite à une pathologie invalidante, l’utilisation de matériaux biocompatibles est de plus en plus prégnante. Par ailleurs les tests biochimiques, microbiologiques rapides efficaces et fiables reposent sur une intégration cognitive physico-biologico-chimique. C’est ainsi qu’il convient de réaliser un interfaçage dès la conception des matériaux entre les sciences de l’ingénieur et celles du vivant. Il est important ainsi de réaliser des prothèses palliant l’articulation défectueuse avec des matériaux composés non seulement de titane mais d’alliages composés de métaux intermédiaires afin de se rapprocher du module d’Young de l’os physiologique. Il en est de même pour les implants dentaires qui sont soumis à des forces de mastication et de cisaillement de plusieurs centaines de kg/cm2. Par ailleurs il est capital d’employer des matériaux non toxiques pour plusieurs lignées cellulaires, comme les macrophages qui reconnaissent l’aspect « non-soi » du matériau, comme les cellules osseuses et fibroblastiques qui permettent de coloniser des surfaces d’alliages vectorisée avec certains polymères que nous développons. Pour bien vérifier que les surfaces induisent les bonnes réponses de différenciation cellulaire en vue de former de l’os autour de la prothèse, il est important d’étudier la réponse par la mesure de l’expression des 28,000 gènes humains de cellules en présence de l’alliage comparativement aux cellules témoins sans alliage. Il est ainsi possible de déterminer quels alliages sont les plus performants pour leur colonisation par le vivant et lesquels permettent une meilleure différenciation cellulaire.
Actuellement le développement de la microfluidique autorise des démarches diagnostiques inédites en biologie que ce soit au laboratoire d’analyse médicale, au lit du malade ou sous forme de trousses embarquées sur le terrain. Ainsi il est possible de faire circuler des érythrocytes humains au niveau unitaire et de mesurer leur impédance : celle-ci est modifiée par leur déformation, notamment en cas d’infestation par Plasmodium falciparum, l’agent du paludisme. Le marché des tests portables est en pleine expansion et n’est limité que par l’imagination des chercheurs. Il est aussi possible de déposer un anticorps monoclonal relié à un senseur à résonnance plasmonique permettant la détection de quelques molécules de troponine la protéine indicatrice de l’infarctus du myocarde ou encore d’utiliser ce système pour détecter de très faibles concentrations de biomarqueurs de cancer comme le Prostatic Specific Antigen du cancer de la prostate.
De même il est envisageable de réaliser des surfaces de composites greffées avec des protéases et d’y cribler l’air à une résolution de 300 µm de manière à décontaminer de l’air indoor d’agents pathogènes dont le Sars-Cov-2, ces dispositifs pouvant être utiles dans les transports en commun.
Le développement des nanotechnologies procure par ailleurs de grandes opportunités dans différents domaines à la fois académiques et industriels afin de répondre à des enjeux majeurs en médecine ou en science de l’environnement.
Par ailleurs le vivant (sous forme de protéines ou de cellules) possède une incroyable capacité à former des biofilms ou à s’adhérer à l’inerte comme les plastiques, le verre, les métaux ou métaux de transition, le minéral (cf. le lichen et le granit). Ceci peut être rédhibitoire pour certaines propriétés des matériaux recherchées en vue de leur parfaite utilisation : cette adhésion doit donc dans un certain nombre de cas être inhibée et pour ce faire il convient de bien connaître son mécanisme et les stratégies mises en œuvre par les systèmes cellulaires ou leurs composants sub-cellulaires.
A titre d’exemple, les nanomatériaux permettent de lever des verrous en médecine pour diagnostiquer ou traiter de nombreuses classes de maladies infectieuses, génétiques, dégénératives, inflammatoires ou cancéreuses, par l’utilisation d’agents ou d’outils de taille nanométrique. Cependant, l’utilisation de ces nanomatériaux génère des risques imprévus car les nanoparticules (NPs) défient le système immunitaire humain par leur dimension et par les mécanismes mis en œuvre lors de leur interaction dans les systèmes biologiques.
Augmenter les performances et la biocompatibilité de ces matériaux réside dans l’optimisation des interactions entre leur surface et le milieu extérieur. Il est maintenant clairement démontré que l’organisation de la surface d’une nanoparticule permettra de contrôler l’interface entre ces matériaux et le milieu extérieur dont les cellules ou les protéines. Cette interaction doit rester bénéfique et ne pas devenir néfaste, il s’agit donc dès le départ d’envisager la notion de rapport bénéfice/risque, notamment en vérifiant l’innocuité des matériaux produits pour l’Homme et l’Environnement dans un esprit Safe by Design.
A l’Institut Jean Lamour, nous maîtrisons la chaîne complète de l’élaboration et de la caractérisation des nanodispositifs et de leurs effets biologiques : design, fonctionnalisation, enrobage, et tests biologiques. Pour aller au-delà du développement de ces procédés, il faudrait non pas uniquement se concentrer sur le procédé de fonctionnalisation de surface, et donc son optimisation, mais surtout mettre en évidence les mécanismes d’interactions à l’interface du vivant qui sont souvent complexes et nécessitent encore de nombreux efforts de notre communauté. Ces derniers jouent un rôle clef sur l’activité biologique et sur la toxicité des (nano)matériaux. La compréhension de ces phénomènes reste encore très limitée. C’est pourquoi nous concentrons nos efforts sur les phénomènes interfaciaux et notamment pour mettre en évidence les forces motrices à considérer dans les interactions aussi bien pour les objets 3D (nanoparticules, implants ou membranes) que 2D (surfaces antibactériennes). De plus, cette compréhension approfondie permettra le développement d’objets à très haute valeur ajoutée, susceptibles de trouver des applications dans différents secteurs d’activité.
Tous ces exemples présupposent une bonne intégration entre les sciences du vivant et celles de l’ingénieur, les physiciens et les chimistes.
4-14 Surfaces et Traitements de Surfaces
Jean-François PIERSON – Institut Jean Lamour, Département CP2S
Mots Clefs : Surfaces, traitements de surface
- Traitements de surfaces
Les traitements de surface dans leur ensemble et quelle que soit les méthodes utilisées conduisent à modifier les propriétés mécaniques et/ou fonctionnelles d’un matériau massif afin de le rendre compatible avec les propriétés d’usage envisagées. Cette démarche s’inscrit complètement dans les tendances actuelles et les velléités de créer des produits moins chers, plus durables et faisant appel à des matériaux abondants, non toxiques et recyclables. La production de pièces massives ayant dès le départ les propriétés requises pour leurs fonctions d’usage finales peut conduire à une consommation excessive d’énergie, de matière onéreuse et/ou rare dont la production est incompatible avec une gestion durable et raisonnée des ressources naturelles. A titre d’exemple, on retiendra que les cuves de réacteurs nucléaires sont en acier tout à fait standard mais sont revêtues d’une couche fine d’acier inoxydable qui confère aux parois internes de la cuve des propriétés de tenue en corrosion que n’a pas le matériau massif. Ainsi, le métal de base constitué par le fer constitue par conséquent 90% de la masse totale de la cuve alors que les métaux plus « nobles » (Cr, Ni) sont confinés dans le revêtement protecteur. Un autre exemple est la possibilité de revêtir des matériaux (métalliques ou non) d’alliage à haute entropie, alliage de structure très simple dont les propriétés mécaniques en particulier dépassent souvent les alliages métalliques traditionnels. Dans ce cadre, les pistes de réflexion pourront être centrées sur le développement de nouveaux procédés de traitement de surfaces, la réduction du coût énergétique de ces procédés et l’utilisation de nouveaux matériaux en couches minces.
- Surfaces virucides et/ou bactéricides
La crise sanitaire que le monde connait depuis le début de l‘année 2020 a mis en exergue un besoin impérieux de surface propres aux propriétés bactéricides et virucides, en même temps que de procédés de stérilisation et de décontamination capables de traiter simultanément de grandes surfaces, localement, et dans des délais courts. En effet, la durée de vie d’un virus est très variable selon la nature du matériau et son état de surface. De même, la décontamination des moyens de protection (masques, visières, etc.) devient cruciale en cas de pénurie de tels équipements. Face à ces enjeux, des solutions curatives existent, le plus souvent par des traitements thermiques ou par irradiation UV. Certains aspects, tels que la portabilité des moyens de décontamination par exemple, ne sont cependant pas encore totalement résolus. A l’inverse, on peut s’interroger sur le développement de matériaux (plus spécifiquement de surfaces) virucides et/ou bactéricides afin de limiter, en amont, la progression épidémique.
A ce niveau, un effort de recherche est donc nécessaire pour imaginer et développer de tels matériaux/surfaces dès leur production et avant leur utilisation et mise en forme finale. Les procédés plasmas hors équilibre peuvent apporter des solutions à ces problématiques ; ils ont déjà fait leurs preuves d’efficacité pour la stérilisation d’instruments médicaux et chirurgicaux et pour la synthèse de couches minces à propriétés spécifiques. Toutefois, de nombreux verrous scientifiques et technologiques restent à lever dans le cas de la mise au point de matériaux et de surfaces virucides/bactéricides. Il s’agira en particulier :
- de comprendre les mécanismes d’inactivation des micro-organismes pathogènes par des espèces radicalaires et par des éléments chimiques constitutifs de surfaces. Dans le cas des bactéries, il s’agira également de viser à la sélectivité des ces espèces au regard des seules bactéries pathogènes ;
- d’identifier parmi ces espèces générées par le plasma celles possédant les propriétés virucides/bactéricides recherchées ;
- de favoriser le greffage pérenne de ces espèces radicalaires à la surface des matériaux en cours d’élaboration ;
- de développer des sources plasmas adaptées aux lignes de production des matériaux, souvent sous forme de fils, feuilles ou films ;
- d’élaborer dans des conditions compatibles avec les contraintes industrielles des revêtements virucides et/ou bactéricides
Les clés de ces verrous requerront une approche complémentaire et interdisciplinaire mêlant physiciens de plasmas, biologistes, spécialistes en science des matériaux et des surfaces, en association avec les producteurs/transformateurs de matériaux.
5-L’optimisation des matériaux : la base de l’économie circulaire
5-1 Introduction - Matériaux et Économie circulaire : Une révolution par une production écoresponsable et par le recyclage est-elle possible ?
Emmanuel HOROWITZ, François MOUSSY, Bruno CHENAL
Mots Clefs : économie circulaire, écoconception, recyclage, environnement, métaux rares
* Alerte/Enjeu N° 1 : des besoins qualitatifs et quantitatifs croissants en matériaux avec risque de pénurie à moyen terme
*Alerte/Enjeu N°1bis : réduire l’empreinte écologique de leur cycle de production.
Même en faisant abstraction de secteurs importants (médical, nouvelles technologies de l’information,…) nous observons que l’économie des années à venir va impliquer une demande accrue de matériaux , et donc de matières premières, soit dans l’industrie traditionnelle, soit dans des domaines plus innovants (production d’électricité renouvelable, stockage d’énergie mobile pour les transports (« batteries »), cycle de l’hydrogène, stockage de l’électricité et d’autres vecteurs d’énergie); les technologies correspondantes nécessitent une quantité fortement croissante de matières premières.
– En premier lieu il y a les matériaux « traditionnels » (fer, acier, aluminium, titane, cuivre, zinc, béton, sable, ciments), ils sont abondants ou faciles à produire en grande quantité.
Plusieurs organismes français de R&D ont déjà mis en route des programmes de recherche, d’une part pour optimiser l’efficacité énergétique de productions actuelles, d’autre part pour réduire grâce à de nouveaux procédés leur empreinte écologique et leurs rejets de CO2.
Pour améliorer l’efficacité énergétique des procédés, il faut d’une part diminuer la consommation énergétique grâce à une conduite améliorée des procédés. Ceci peut être fait grâce à des jumeaux numériques (Digital Twin) basés sur de la simulation numérique couplée à du machine learning et de l’intelligence artificielle. Une meilleure connaissance des procédés conduira également à l’élimination des défauts et donc à une diminution des rebuts.
– Il y a aussi une utilisation accrue de « nouveaux » matériaux dont les ressources sont limitées ou difficile d’accès :
- le lithium et le cobalt (pour le stockage chimique d’électricité (batteries et notamment batteries de véhicules électriques))
- les terres rares telles que le dysprosium, le néodyme et le samarium pour les aimants permanents utilisés dans des éoliennes et des moteurs de véhicule ou l’yttrium dans les superalliages
- d’autres éléments rares dont le tellure, l’indium, l’étain, l’argent, le gallium, le cadmium, utilisés pour les technologies en couches minces des panneaux solaires
- des métaux rares comme le platine, l’iridium, le cobalt, le ruthénium, l’indium et l’or utilisés dans divers types de catalyseurs (pour les technologies de l’hydrogène et des biocarburants) ou dans les superalliages pour les moteurs aéronautiques. La République Démocratique du Congo produit actuellement 64% du cobalt mondial, le Brésil 90% de niobium; la Chine produit 57% de l’indium mondial et 95% de terres rares. L’utilisateur français n’a aucun moyen d’influer sur la pérennité de ces approvisionnements ou sur leur impact environnemental.
Trois observations peuvent être faites :
- à court terme, les besoins français en lithium et cobalt peuvent dépasser la production mondiale
- pour plusieurs matières premières « critiques », des pays producteurs sont souvent en position de monopole.
- de plus, les conditions actuelles de production de plusieurs matières premières sont inacceptables suivant des critères d’environnement et de santé
Recommandations et Propositions :
- Il faut dans un premier temps aider les programmes d’amélioration de l’efficacité énergétique des procédés de production existants.
- On peut également souhaiter développer des productions nationales éco-responsables à partir du sous-sol, français y compris en métropole (lithium, indium), mais une étude préalable de faisabilité devra être finalisée dans chaque cas, en tenant compte des aspects techniques et sociétaux.
- De manière plus modeste (et peut-être plus réaliste) on peut, dès à présent, pour chaque matière première, développer le concept d' »écobilan » (qui prendra en compte l’exploitation d’un matériau, les diverses étapes de sa transformation et de sa consommation, son transport) ; à moyen terme, on pourrait pénaliser ou interdire les produits ayant un trop mauvais « écobilan » par des taxes ou même des règlementations rédhibitoires.
* Alerte/Enjeu N° 2 : Une écoconception des matériaux et alliages est indispensable
Il y a aujourd’hui un trop grand nombre de matériaux ou alliages qui au mieux ne sont recyclables que sur eux-mêmes et au pire pour lesquels il n’y a pas de valorisation possible. Pendant des décennies nous avons cherché à améliorer les performances des matériaux sans se préoccuper de leur valorisation en fin de vie. D’autre part lors de la collecte, du démantèlement (déconstruction) et du recyclage, il n’est pas toujours possible de trier et de séparer tous les types de matériaux et plus particulièrement ceux qui sont incompatibles entre eux. Les moyens de tri sélectifs doivent progresser mais ils ne seront pas suffisants.
Les nouveaux matériaux et alliages doivent aujourd’hui être conçus en intégrant les contraintes environnementales et de recyclage. Ceci conduit à ajouter de nouvelles contraintes dans la conception d’alliages telles que l’impact des impuretés provenant du recyclage, les risques de pollution indirecte par mélange lors du recyclage ou à l’inverse la compatibilité avec d’autres matériaux, la rareté, l’impact écologique… De nouvelles méthodes numériques de conception d’alliages pourraient permettre de délimiter de nouveaux domaines d’exploration de composition.
Sachant que la pollution ou les mélanges sont probablement inéluctables lors du recyclage, il faut également travailler sur une meilleure tolérance des alliages aux « impuretés » issues du recyclage. Il s’agit de déterminer les moyens de contrer leurs effets délétères. Il est également possible à l’inverse de baser la composition de nouveaux matériaux précisément sur le mélange de produit du recyclage.
Recommandations et Propositions
- il faut établir des spécifications de produits plus économes en matériaux rares et/ou intégrant les contraintes liées au recyclage
- il faut développer le recyclage et le tri des produits en fin de vie en généralisant des techniques de recyclage à tous les niveaux.
*Alerte / Enjeu N°3 : développer de nouvelles méthodes de production et de recyclage, moins consommatrice en énergie.
Si l’on intègre l’impact environnemental (énergie, émission GHG, effluents, déchets…), il est possible aujourd’hui de revisiter certains procédés comme l’hydrométallurgie ou de développer de nouveaux procédés.
L’hydrométallurgie qui est moins consommatrice en énergie que la pyrométallurgie permet par exemple de valoriser des minerais complexes multiéléments et notamment d’y récupérer des métaux dits mineurs.
Le recyclage passe traditionnellement par une étape de refusion consommatrice en énergie. Il est donc primordial d’explorer de nouvelles méthodes de recyclage, tel que le recyclage par voie solide. Cette méthode consiste à compacter directement les copeaux obtenus par broyage sous forme solide par des procédés tels que l’extrusion ou le frittage ou tout autre méthode de consolidation.
Recommandations et Propositions
- Les efforts de recherche et de développement tant industriel qu’académique doivent être accrus sur les procédés de recyclage. Cela doit s’accompagner par la création d’équipes dédiés qui font appel à des compétences pluridisciplinaires (hydrométallurgie, métallurgie en phase liquide, modélisation des procédés…)
- Cet effort nécessite la mise en place de moyens expérimentaux et de pilotes semi-industriels sur des plateformes dédiées, par exemples dans les IRT.
- Parallèlement, il faudra développer les incitations fiscales et les normes réglementaires pour encourager et encadrer le recyclage.
* Alerte / Enjeu N°4 : les matériaux de construction
Une des sources principales d’émission concerne le bâtiment avec des pistes de travail sur l’isolation pour réduire l’énergie de chauffage (ainsi que celle de climatisation) ainsi que sur la diminution du coût énergétique de production des matériaux de construction (énergie « grise »). Il faut développer de nouveaux matériaux à très forte capacité d’isolation. Parallèlement on peut penser à développer une filière de production de matériaux de construction à faible emprunte carbone en utilisant notamment des matériaux issus du recyclage de sous-produits des procédés métallurgiques ou des céramiques des fours. Enfin il est possible de développer des matériaux à « capacité de guérison » pour des solutions plus durables.
Recommandations et Propositions
- Des compétences pour développer ces nouveaux matériaux existent dans les laboratoires. Il y a un manque de financement et de sponsors industriels.
Références :
[1] Stratégie d’utilisation des ressources du sous-sol pour la transition énergétique française ; les métaux rares (Rapport commun de l’académie des sciences et de l’académie des technologies ; mai 2018)
[2] La guerre des métaux rares (Guillaume Pitron, Editions les liens qui libèrent, 2019)
5-2 Matériaux et transition écologique : Réduction de l’impact énergétique et environnemental des métaux abondants
Sébastien ALLAIN, Fabrice PATISSON et Thibault QUATRAVAUX – Institut Jean Lamour
Mots Clefs : Énergie, environnement, métaux
-
Constat Post COVID sur le thème
Les besoins industriels en matériaux augmentent malgré des ressources mondiales limitées (matières premières, énergie) et des enjeux environnementaux de plus en plus prégnants. De fait les matériaux doivent être utilisés aux mieux (fonctionnalité) et le plus longtemps possible (durabilité), mais aussi être produits de façon raisonnable et si possible réutilisés (recyclabilité). Compte tenu des volumes en jeu, si l’on exclut les bétons (7,3 mds de m3 par an), les métaux représentent les matériaux les plus abondamment utilisés dans l’industrie de nos jours (acier – 1.8 mds de t par an / aluminium – 64 Mt par an / titane – 130 kt par an) et sont donc les plus critiques de ce point de vue. Dans un contexte de filière, la moindre amélioration de leur formulation (matières premières, ressources), de leur production (énergie/eau/émission CO2) ou encore de leur recyclage/réutilisation permettra de réduire substantiellement et de façon directe leur impact environnemental. A titre d’exemple, d’après l’association EUROFER, l’industrie sidérurgique est aujourd’hui au niveau mondial responsable de 7 % des émissions de gaz à effet de serre anthropiques et de 31 % des émissions industrielles [1]. C’est pourquoi le département SI2M de l’IJL soutient toutes les actions de recherche visant à réduire directement l’empreinte environnementale et énergétique des procédés de production des métaux industriels d’utilisation courante. Son action dans ce domaine est déjà forte. Il s’agit non seulement d’initiatives de moyen terme (+5ans) mais aussi de long terme (+20 ans) [Cf. la participation de l’IJL aux programmes européen ULCOS (2004-10) et national Valorco (2014-18)], qui s’inscrivent dans les priorités nationales et internationales vis-à-vis du changement climatique.
L’optimisation des performances de ces métaux (propriétés mécaniques ou fonctionnelles, durabilité) ou leur multi-fonctionnalisation constituent également de forts enjeux. En effet, ces recherches conduisent aussi à un bénéfice environnemental lors de l’usage des matériaux pour une application donnée. Ce second levier est indirect mais il est fondamental dans les secteurs du génie civil et du transport. Par exemple, alléger une structure automobile par l’utilisation d’aciers plus résistants permet une réduction des consommations énergétiques (30% d’allègement permettent jusqu’à 8% de réduction) et des émissions de CO2 des véhicules thermiques et concourt aussi à augmenter l’autonomie des futurs véhicules électriques à performance de sécurité équivalente. De même, augmenter la résistance à chaud des alliages de titane permettra la substitution des alliages de nickel dans les moteurs d’avions et engendrera des gains substantiels en terme de consommation de carburants dans le secteur aéronautique.
Nos travaux dans le domaine de la métallurgie utilisent ces leviers direct et indirect d’amélioration et se déclinent en trois grandes activités :
- Réduction de l’empreinte environnementale des procédés métallurgiques en phase liquide
- Réduction des émissions de CO2 de la sidérurgie
- Optimisation des performances et de la durabilité des alliages métalliques industriels par le design des microstructures
Ces activités relèvent très largement du LabEX DAMAS, Laboratoire d’excellence sur le Design d’Alliages Métalliques pour l’Allègement des Structures, lancé en 2012. Il vient d’être reconduit pour 5 ans.
Dans ces activités, une large place est et sera faite aux outils de modélisation et de simulation numériques multi-échelles. Il s’agit de modéliser à la fois des procédés et des matériaux maitrisés d’un point de vue industriel et étudiés de longue date comme de nouveaux procédés, nouveaux matériaux et alliages et nouvelles microstructures. Ces travaux sont tout à fait en phase avec la roadmap de la Nasa [2] et participent à la définition et aux connaissances indispensables pour construire l’Industrie du Futur [3,4]. L’intégration des techniques de deep learning, d’apprentissage automatique et d’intelligence artificielle dans nos travaux fait aussi partie de nos grands challenges.
Références bibliographiques générales
- Rapport d’Information du Sénat « Sur les enjeux de la filière sidérurgique dans la France du XXIe siècle : opportunité de croissance et de développement », Mme Valérie LÉTARD, juillet 2019
- Vision 2040 : A Roadmap for Integrated, Multiscale Modelling and Simulation of Materials and Systems, NASA/CR-2018-219771
- Konter, A. W. A., Farivar, H., Post, J., & Prahl, U. (2016). Industrial needs for ICME. Jom, 68(1), 59-69.
- Strategic Research Agenda ESTEP (European Steel Platform) 2017
-
Alerte / Enjeu N°1 : Réduction de l’empreinte environnementale des procédés métallurgiques en phase liquide
Les objectifs de cette recherche visent à optimiser l’élaboration des matériaux métalliques, en termes de qualité et durabilité des produits, de coût énergétique, et de leur impact environnemental. Une des clefs concerne la maitrise des défauts, maitrise qui aura un impact direct et positif sur le bilan énergétique des produits le plus courants (diminution du taux de rebut par exemple). Ce thème couvre une large gamme de procédés de fabrication amont et conventionnels par voie liquide, allant des fours de fusions (hauts-fourneaux ou filière électrique) et d’affinage à la lingotière ou la coulée continue, mais couvre aussi les procédés innovants comme ceux de la fabrication additive ainsi que les procédés de mise en œuvre avec fusion partielle comme le soudage.
Ces recherches sur les procédés métallurgiques sont en très grande partie menées en collaboration directe avec les élaborateurs industriels car ils nécessitent une connaissance pratique des outils et pratiques industriels. La modélisation mathématique et la simulation numérique constituent des techniques privilégiées, mais les efforts portent également sur les études expérimentales, à l’échelle des installations de laboratoire (de quelques g à quelques kg), à l’échelle intermédiaire pilote (de quelques kg à environ 100 kg), et à l’échelle des réacteurs industriels (jusqu’à plusieurs dizaines de tonnes). Cette double démarche se retrouve dans la « Chaire de Métallurgie Métal Liquide ». Cette Chaire a été créée par cinq grands groupes industriels (ArcelorMittal, Aperam, Eramet, Safran et Vallourec), en collaboration avec l’Université de Lorraine, le CNRS, la Métropole du Grand Nancy et la Région Grand Est, afin de renforcer le potentiel de la France dans le domaine de la métallurgie d’élaboration. Ce projet scientifique vise à mieux comprendre les phénomènes réactionnels du métal liquide, que ce soit dans le cadre de la formation des inclusions endogènes ou des interactions avec le laitier, les réfractaires et l’atmosphère.
Une autre composante importante du travail de recherche dans ce thème consiste à étudier la formation des hétérogénéités chimiques et microstructurales formées lors de la solidification de ces alliages métalliques. Le défi principal est de relier des phénomènes couplés sur des échelles spatiales et temporelles variant de 5 à 7 ordres de grandeurs dépendant à la fois des procédés et des mécanismes élémentaires mis en œuvre. A ces défis s’ajoutent les contraintes inhérentes aux alliages étudiés, souvent d’intérêt technologiques (aciers, alliages de nickel, de titane), dont les températures de fusion sont supérieures à 1400°C, liés aux demandes des partenaires industriels (ArcelorMittal Industeel, EDF, Framatome, SAFRAN). Une chaire industrielle soutenue par (ArcelorMittal, CEA, EDF, Framatome) est également en cours de finalisation dans ce domaine.
Quelques exemples de recherche d’intérêt stratégiques, sur différents procédés clefs, largement utilisés dans l’industrie :
- Optimisation des procédés de refusion ESR, VAR, PAM
Les modèles de procédés développés à l’IJL sont directement utilisés par nos partenaires industriels – Framatome, Eramet, Timet, Aperam, Safran – pour simuler la croissance et la solidification de lingots d’alliages métalliques à haute valeur ajoutée (titane, aciers maraging, zirconium, superalliages base nickel…). Le passage à des simulations 3D constituera la base de nos futures études numériques. Parallèlement, afin d’améliorer constamment les modèles, une activité expérimentale importante est nécessaire : évaluation du comportement dynamique des arcs électriques sous vide, mesure des transferts thermiques dans les creusets froids, visualisation de la surface libre d’un bain métallique et caractérisation des échanges plasma/métal liquide…
- Etude théorique et expérimentale de la croissance de gouttes à partir d’un film métallique liquide
A partir de l’observation (campagnes de mesures sur des fours pilotes et industriels) de la surface libre et de la cinétique de formation et de chute des gouttes métalliques, nous développerons des modèles numériques basés sur une représentation du changement de phase (fusion) du métal et une description hydrodynamique 3D pour suivre la dynamique de déformation de la surface et le transfert de matière sous forme de gouttes ou de ponts métalliques.
- Maîtrise du comportement inclusionnaire à l’échelle mésoscopique et à celle du réacteur métallurgique (par exemple des poches de traitement d’aciers)
Dans un réacteur métallurgique (ex : poche de traitement d’acier), l’affinage chimique conduit à une évolution de la population inclusionnaire responsable de la propreté des demi-produits. L’optimisation de l’ensemble du procédé nécessite d’associer simulation CFD à l’échelle du procédé et compréhension des interactions physiques réelles (mouillabilité, contacts électrochimiques…), pour déterminer explicitement les mécanismes d’agrégation, la morphologie des agrégats résultants, le dépôt et la capture des inclusions solides aux parois et surfaces libres, et la flottation dans le métal liquide.
- Mesure de la cinétique d’évaporation sous vide dans les métaux à haut point de fusion (alliages de titane ou de zirconium principalement)
Grâce à un dispositif expérimental original, implanté à l’intérieur du four à bombardement électronique de l’IJL, mis au point ces dernières années, nous pouvons accéder aux flux d’évaporation de chaque élément en solution et en déduire leurs coefficients d’activité à haute température dans un alliage liquide. Il s’agit de grandeurs thermodynamiques non-reportées dans la littérature à ce jour, très précieuses pour le contrôle de la chimie lors de l’élaboration sous vide. Les métaux visés sont par exemple les alliages de titane ou de zirconium.
- Etude de la formation des hétérogénéités chimiques et structurales dans les semi-produits (lingots, de forge, coulée continue et semi-continue) en particulier à l’échelle mésoscopique
Une activité importante sera menée sur la formation des défauts formés dans les semi-produits à une échelle mésoscopique. Constituée d’un ensemble de quelques dizaines de grains qui peuvent être centimétriques dans les lingots de grande taille, cette échelle a peu été étudiée jusqu’à présent. Des caractérisations et modélisations fines et tridimensionnelles seront nécessaires pour déterminer l’intensité du couplage entre les phénomènes microscopiques (germination/croissance, champ de diffusion) et macroscopiques (transport de chaleur et de matière). Le passage en 3D du code de calcul SOLID actuellement développé à l’IJL constitue également un enjeu important.
- Procédés de solidification rapide en collaboration avec Constellium, Renault, l’Institut de Soudure
Elle implique un contrôle toujours plus fin des conditions locales de solidification afin de maîtriser la formation des microstructures et les propriétés qui en résultent. En particulier, les conditions locales de croissance (gradient thermique et vitesse de l’interface) sélectionnent la microstructure et déterminent les structures de grain. Il sera nécessaire d’étudier l’influence de ces conditions, souvent hors-équilibre sur la formation des phases, leur morphologie et leur possible évolution lors de possibles cycles thermiques ultérieurs.
Ces travaux de recherche nécessitent des moyens expérimentaux spécifiques, permettant de conduire des mesures à des échelles spatiales et temporelles extrêmement faibles et à haute température, qui sont intégrés dans une plate-forme « Élaboration d’alliages métalliques par passage à l’état liquide » à l’IJL. Ces activités sur les procédés et la solidification nécessiteront aussi des investissements dans des dispositifs permettant de simuler les conditions industrielles du procédé et différents instruments pour analyser les compositions chimiques des produits de réactions.
Publications significatives récentes [301]
- Choi, W., Jourdan, J., Matveichev, A., Jardy, A., & Bellot, J. P. (2017). Kinetics of Evaporation of Alloying Elements under Vacuum: Application to Ti alloys in Electron Beam Melting. High Temperature Materials and Processes, 36(8), 815-823.
- Bellot, J. P., Kroll-Rabotin, J. S., Gisselbrecht, M., Joishi, M., Saxena, A., Sanders, S., & Jardy, A. (2018). Toward Better Control of Inclusion Cleanliness in a Gas Stirred Ladle Using Multiscale Numerical Modeling. Materials, 11(7), 1179.
- Delzant, P. O., Chapelle, P., Jardy, A., Jourdan, J., & Millet, Y. (2019). Investigation of arc dynamics during vacuum arc remelting of a Ti64 alloy using a photodiode based instrumentation. Journal of Materials Processing Technology, 266, 10-18.
- Zollinger, J., Rouat, B., Guyon, J., Pillai, S. K., & Rappaz, M. (2019). Influence of Ir Additions and Icosahedral Short Range Order (ISRO) on Nucleation and Growth Kinetics in Au-20.5 Wt Pct Cu-4.5 Wt PctAg Alloy. Metallurgical and Materials Transactions A, 50(5), 2279-2288.
- Gennesson, M., Zollinger, J., Daloz, D., Rouat, B., Demurger, J., & Combeau, H. (2018). Three Dimensional Methodology to Characterize Large Dendritic Equiaxed Grains in Industrial Steel Ingots. Materials, 11(6), 1007.
- Souhar, Y., De Felice, V. F., Beckermann, C., Combeau, H., & Založnik, M. (2016). Three-dimensional mesoscopic modeling of equiaxed dendritic solidification of a binary alloy. Computational Materials Science, 112, 304-317.
- Cisternas Fernández, M. Založnik, H. Combeau, U. Hecht, Thermosolutal convection and macrosegregation during directional solidification of TiAl alloys in centrifugal casting, International Journal of Heat and Mass Transfer, 154, June 2020, 119698.
-
Alerte / Enjeu N°2 : Réduction des émissions de CO2 de la sidérurgie
Le chiffre considérable de 7% des émissions de gaz à effet de serre anthropiques attribuables à la seule sidérurgie a été cité en introduction. Il s’agit essentiellement de CO2, produit final de la combustion du carbone fossile largement utilisé par cette industrie, principalement sous forme de charbon. Plusieurs programmes amont de R&D associant industrie et laboratoire visant à réduire drastiquement ces émissions ont vu le jour au niveau mondial. L’IJL a ainsi pris une large part au programme européen ULCOS (2004–10) avec ses travaux sur la réduction directe par l’hydrogène et l’évaluation environnementale comparée des filières sidérurgiques. D’autres travaux ont concerné l’utilisation de biomasse au haut fourneau et une étude est en cours dans le cadre du Labex DAMAS sur l’emploi de biomasse pour la réduction directe, un procédé de rupture.
L’actualité [Voir par exemple Forbes : https://www.forbes.com/sites/scottcarpenter/2020/08/31/swedish-steelmaker-uses-hydrogen-instead-of-coal-to-make-fossil-free-steel/ (31 août 2020)] s’invite sur ce thème. Dopée par la nécessité d’aller vers la neutralité carbone et par la reconnaissance du potentiel de l’hydrogène à tous les niveaux, quinze ans après les premiers travaux de l’IJL, l’idée d’une filière acier basée sur la réduction directe à l’hydrogène suivie de l’élaboration d’acier au four électrique refait surface. Une dizaine de programmes de R&D&I lui sont consacrés, allant jusqu’à la construction de démonstrateurs. Compte-tenu de l’ampleur de marché de l’acier, les enjeux environnementaux et économiques sont considérables.
En parallèle, des questions scientifiques restent à résoudre sur ce thème, comme (1) quelles sont les conditions de température et de compositions optimales pour mener à bien la réduction par H2 ; (2) quel est précisément le bénéfice environnemental global de cette nouvelle filière ; (3) le fer pré-réduit décarboné produit est-il complètement adapté au four électrique ; (4) quelle est la meilleure manière de produire le dihydrogène pour cette application ? Et, plus largement, d’autres procédés décarbonés ou fondés sur la biomasse méritent d’être évalués.
L’IJL est bien placé sur ces sujets émergents et souhaite naturellement poursuivre son engagement sur ces thèmes.
Publications significatives récentes
- Patisson, O. Mirgaux “Hydrogen ironmaking: how it works” Metals, (2020), 10, 922. doi:10.3390/met10070922 https://www.mdpi.com/2075-4701/10/7/922/pdf
- Bechara, H. Hamadeh, O. Mirgaux, F. Patisson “Carbon impact mitigation of the iron ore direct reduction process through computer-aided optimization and design changes” Metals, (2020), 10, 367. doi:10.3390/met10030367 https://www.mdpi.com/2075-4701/10/3/367
- Hamadeh, O. Mirgaux, F. Patisson “Detailed modeling of the direct reduction of iron ore in a shaft furnace” Materials, (2018), 11, 1865, 1-16. doi:10.3390/ma11101865 http://www.mdpi.com/1996-1944/11/10/1865
- Bechara, H. Hamadeh, O. Mirgaux, F. Patisson “Optimization of the iron ore direct reduction process through multiscale process modeling” Materials, (2018), 11, 1094, 1–18. doi:10.3390/ma11071094 http://www.mdpi.com/1996-1944/11/7/1094
- Fick, O. Mirgaux, P. Neau, F. Patisson “Using biomass for pig iron production: a technical, environmental and economical assessment” Waste and Biomass Valorization, (2014), 5, 1, 43–55.
- Ranzani da Costa, D. Wagner, F. Patisson “Modelling a new, low CO2 emissions, hydrogen steelmaking process” J. Cleaner Production, (2013), 46, 27–35. https://doi.org/10.1016/j.jclepro.2012.07.045 http://hal.archives-ouvertes.fr/hal-00943356
-
Alerte / Enjeu N°3 : Optimisation des performances et de la durabilité des alliages métalliques industriels par le design des microstructures
La seconde grande activité de recherche en métallurgie de l’IJL se situe après la solidification, et concerne les mécanismes de genèse des microstructures des alliages métalliques à l’état solide et leur comportement en service (durabilité). Ces travaux contribuent de manière active à la réduction de l’empreinte environnementale et énergétique des applications dans lesquelles ces alliages sont utilisés. Un des enjeux importants est l’identification de nouveaux alliages à haute performance pour l’allègement des structures dans le transport. Les travaux sur le lien entre procédés et microstructures permettront en outre une meilleure maitrise des procédés et de leur productivité, donc de leur rentabilité énergétique. Ces travaux sont en partie aussi menés en collaboration directe avec les partenaires industriels.
On s’intéresse principalement aux procédés thermomécaniques métallurgiques amont (comme par exemple le forgeage, le laminage…) [5] ainsi que les traitements thermochimiques (traitements thermiques notamment comme le recuit continu ou les revenus). Bien entendu, des interactions fortes existent avec la thématique précédente, qui concerne la formation des microstructures lors des processus de solidification et de leur complexité (hétérogénéités chimiques, contraintes, dé
Cette activité se déclinent en plusieurs axes de recherche complémentaires et en fortes interactions :
- Compréhension et prédiction de la formation des microstructures à l’état solide au cours de traitements thermiques et thermomécaniques
Nous nous intéressons à une très large gamme de mécanismes métallurgiques, allant de la restauration aux transformations de phases (diffusives ou displacives) en passant par la précipitation et la recristallisation, et à toutes leurs nombreuses interactions. Nous étudions en particulier les contraintes internes qui se développent à l’échelle des phases lors de ces évolutions ainsi que les contraintes internes/résiduelles à l’échelle de la pièce. Les travaux expérimentaux comme de modélisation numérique sont principalement menés sur des alliages industriels « dernière génération » après des sollicitations souvent sévères (chauffage/refroidissement très rapides, sollicitation thermomécanique) [6]. Ils présentent donc des microstructures de plus en plus complexes : elles sont multiphasées, avec des constituants de tailles nanométriques, dont la distribution topologique en 3D, morphologique et cristallographique impacte fortement le comportement mécanique. Il s’agit par exemple d’études menées sur les aciers AHSS (Advanced High Strength Steels) de 3ème génération [6] avec les groupes ArcelorMittal et Ascométal, les aciers enrichis en carbone et azote avec l’IRT M2P (PSA, Ascométal, Safran ….), les alliages de titane avec Safran et Airbus, les intermétalliques avec le CTIF, les composites à matrice métalliques Fe-TiB2 avec ArcelorMittal, les HEA (High Entropy Alloys) avec Suturex…
Ces microstructures sont particulièrement difficiles à caractériser avec des techniques de microscopies conventionnelles et nécessitent donc l’utilisation et le développement de moyens spécifiques pour étudier ces alliages à différentes échelles et en 3D. Ces travaux seront rendus possibles grâce à de fortes complémentarités existantes entre le LEM3 et l’IJL dans ce domaine (notamment dans le cadre du Labex DAMAS). Au cours des années passées, nos travaux ont pu bénéficier de l’accès aux grands instruments, notamment de l’utilisation de la DRXHE (Diffraction des Rayons X Haute Energie) [7] sur ligne de lumière synchrotron. Le développement d’expériences in situ spécifiques et uniques est l’une des clefs du succès de cette activité et sera fortement renforcé dans le futur.
En parallèle de ces travaux expérimentaux, des travaux de modélisation et de simulation numérique multi-échelles couplées continueront à être développés pour prédire par des approches atomistiques (ab initio, dynamique moléculaire), thermocinétiques locales (champs de phases) ou à champs moyens l’évolution des microstructures et contraintes internes au cours de procédés de traitements thermiques et thermomécaniques, soit à l’échelle d’un VER (Volume Elémentaire Représentatif), soit à l’échelle macroscopique de l’application. Ces approches pourront aussi être mises en œuvre dans les nouveaux procédés comme la fabrication additive par exemple. Ces outils de plus en plus complexes nécessiteront des ressources numériques importantes en particulier dans le cadre du mésocentre EXPLOR.
- Etude des mécanismes élémentaires du comportement plastique en condition d’usage
Afin de comprendre et maitriser le comportement mécanique des microstructures métalliques complexes, il est indispensable de s’intéresser aux mécanismes élémentaires de la déformation plastique (dislocations) des phases, en particulier à haute température. Il s’agit par exemple des mécanismes de déformation des superalliages monocristallins utilisés à haute température (950°C-1150°C) dans les réacteurs aéronautiques, les aciers au chrome utilisés en centrale thermiques (collaboration avec l’Institut de Soudure) mais aussi aux aciers plus conventionnels produits par coulées continues dont certaines brames peuvent fissurer durant leur refroidissement (collaboration ArcelorMittal /Nippon Steel). Les perspectives dans ce domaine sont nombreuses et de potentiels sujets de recherche émergent aussi sur les aciers AHSS de 3ème génération, les alliages de titane ou les alliages à haute entropie.
Les moyens expérimentaux nécessaires à ces recherches consistent principalement en machines d’essai mécaniques simples instrumentés spécifiquement, permettant des caractérisations thermomécaniques in situ en particulier par DRXHE sur grands instruments [7] ou en conditions extrêmes. Ces études utilisent aussi largement des techniques de microscopies, en particulier la MET pour caractériser les microstructures de dislocations.
- Comportement micromécanique en service des microstructures complexes
En service, les microstructures multiphasées sont le siège d’incompatibilités de déformation conduisant à leur endommagement. En effet, ces incompatibilités induisent des contraintes internes et des relaxations plastiques qui dépendent fortement de la morphologie, de la topologie et de l’orientation des phases. Des modèles micromécaniques à champs locaux et à champs moyens, sont développés pour simuler les états locaux de contraintes et de déformation et/ou moyens par grains ou par orientation. Cette approche de métallurgie numérique doit permettre de mieux comprendre le comportement de ces microstructures en service et de développer des codes numériques rapides à large pouvoir prédictif.
Références bibliographiques générales
-
- Massardier, V.; Gouné, M.; Fabrègue, D.; Selouane, A.; Douillard, T. & Bouaziz, O. Evolution of microstructure and strength during the ultra-fast tempering of Fe-Mn-C martensitic steels Journal of Materials Science, Springer Nature, 2014, 49, 7782-7796.
- Fonstein, N. (2015). Advanced high strength sheet steels (p. 369). Switzerland: Springer International Publishing.
- Liss, K.-D. & Yan, K. Thermo-mechanical processing in a synchrotron beam Materials Science and Engineering A, 2010, 528, 11-27
Publications significatives récentes
- Moreno, M., Teixeira, J., Geandier, G., Hell, J. C., Bonnet, F., Salib, M., & Allain, S. (2019). Real-Time Investigation of Recovery, Recrystallization and Austenite Transformation during Annealing of a Cold-Rolled Steel Using High Energy X-ray Diffraction (HEXRD). Metals, 9(1), 8.
- Allain, S. Y. P., Gaudez, S., Geandier, G., Hell, J. C., Gouné, M., Danoix, F., … & Poulon-Quintin, A. (2018). Internal stresses and carbon enrichment in austenite of Quenching and Partitioning steels from high energy X-ray diffraction experiments. Materials Science and Engineering: A, 710, 245-250.
- Nejezchlebová, J., Seiner, H., Sedlák, P., Landa, M., Šmilauerová, J., Aeby-Gautier, E., … & Appolaire, B. (2018). On the complementarity between resistivity measurement and ultrasonic measurement for in-situ characterization of phase transitions in Ti-alloys. Journal of Alloys and Compounds, 762, 868-872.
- Van Landeghem, H. P., Catteau, S. D., Teixeira, J., Dulcy, J., Dehmas, M., Courteaux, M., … & Denis, S. (2018). Isothermal decomposition of carbon and nitrogen-enriched austenite in 23MnCrMo5 low-alloy steel. Acta Materialia, 148, 363-373.
5-3 Vers l’éco-conception et la géo-conception de nouveaux alliages métalliques
Franck Tancret, Université de Nantes
Mots Clefs : écoconception, alliages métalliques
-
Constat Post COVID sur le thème
L’Âge du Bronze, l’Âge du Fer, la Révolution Industrielle : la métallurgie a accompagné les grandes étapes de développement de l’Humanité. On la retrouve aujourd’hui omniprésente dans tous les secteurs de pointe : transports, énergie, technologies numériques, agroalimentaire, santé… Les progrès visibles des capacités technologiques de la société ont toujours reposé en partie sur le développement, plus discret, de nouveaux matériaux métalliques. Ces derniers, simples au départ dans leur composition –du cuivre et de l’étain pour le bronze, du fer et du carbone pour l’acier–, se sont progressivement complexifiés pour intégrer des éléments de plus en plus nombreux. Les aciers inoxydables inventés au début du XXème siècle reposaient au départ sur des mélanges de fer, de chrome, de nickel et de carbone ; la famille des superalliages à base de nickel peut aujourd’hui intégrer une vingtaine d’éléments chimiques et certains alliages en contiennent une douzaine à eux seuls. Cette complexification a jusqu’à présent été principalement dictée par l’obtention de performances fonctionnelles –propriétés mécaniques, densité, tenue en température, résistance à la corrosion, facilité de mise en œuvre, etc– et par le prix. Les métaux nécessaires à la fabrication des alliages modernes semblent parfois assez « exotiques » au commun des mortels : zirconium, niobium, molybdène, ruthénium, hafnium, tantale, tungstène… S’ils le sont, c’est que certains sont rares et chers ; s’ils sont rares et chers, c’est parfois parce que leur approvisionnement est délicat, qu’ils viennent de loin ou de zones « sensibles », qu’il faut déployer des moyens importants et néfastes pour l’environnement pour les extraire, les purifier et les acheminer, que leur disponibilité sera limitée dans le temps et, qu’en conséquence, les marchés sont tendus. Plusieurs stratégies seraient potentiellement envisageables pour limiter l’impact de ces facteurs.
-
Alerte / Enjeu N°1: sécuriser la disponibilité des métaux clefs
- Recommandation/ Proposition N°1 : Remplacer les alliages métalliques par d’autres catégories de matériaux qui s’avèreraient moins impactants et/ou plus disponibles. Si cela peut être envisagé dans certains cas, les combinaisons de caractéristiques offertes par les métaux (tenue mécanique, déformabilité, résistance à la fissuration ou aux chocs, tenue en température, coût, recyclabilité…) demeurent incontournables dans de très nombreuses situations. La métallurgie reste et restera donc indispensable.
- Recommandation/ Proposition N°2 : Optimiser les procédés d’extraction, d’élaboration, de mise en forme et de recyclage en termes d’efficacité énergétique et de rejets polluants afin d’en minimiser les conséquences environnementales.
Les propositions 1 et 2 relèvent plutôt de l’ingénierie : ingénierie de la conception des objets dans le cas 1, par exemple avec une approche de type « Ashby » associant conception fonctionnelle et sélection des matériaux ; ingénierie des procédés industriels dans le cas 2. Ces voies ont été et sont encore largement explorées par des communautés assez développées, comme en témoignent la publication d’ouvrages spécialisés (e.g. M.F. Ashby, Materials and the environment – Eco-informed material choice) et de périodiques scientifiques (e.g. Recycling ou Journal of Sustainable Metallurgy) ou la tenue de conférences dédiées (e.g. REWAS ou European Recycling Conference).
- Recommandation/ Proposition N°3 : Utiliser des sources de matières « intrinsèquement » moins impactantes et/ou moins risquées, qu’il s’agisse de matières premières ou issues du recyclage.
La proposition 3 est en partie pris en compte par les industries métallurgiques, qui cherchent notamment à sécuriser leurs approvisionnements, que ce soit sur le plan de la disponibilité (sources multiples, fiables et pérennes) ou économique (prix des matières premières et leur volatilité sur les marchés). En revanche, il ne semble pas exister d’approche de développement de nouveaux matériaux métalliques prenant explicitement en compte ces stratégies, à l’aide d’une conception d’alliages rationnelle en amont, notamment sur les volets environnementaux.
-
Alerte / Enjeu N°2: appliquer les principes de l’éco-conception et de la géo-conception d’alliages
- Recommandation/ Proposition : L’idée de base consiste à essayer de minimiser, dès l’étape de conception des alliages, l’impact environnemental et le risque d’approvisionnement des matières premières, c’est-à-dire des métaux entrant dans la composition des alliages. Il s’agit de prendre en compte toute la chaîne de production, de la mine à l’obtention des métaux purs utilisés par les élaborateurs d’alliages, ainsi que les opportunités de recyclage, que ce soit en amont (possibilité d’intégrer des nuances existantes recyclées dans les nouveaux alliages) ou en aval (possibilité d’intégrer les futurs alliages en fin de vie dans des nuances existantes). Si le concept a déjà été évoqué par ailleurs (e.g. http://darealloys.org), il ne semble pas avoir été exploité de manière rationnelle, c’est-à-dire en en faisant une évaluation chiffrée, explicitement prise en compte dans la conception. Un tel chiffrage devrait pourtant être réalisable –ce point sera discuté ultérieurement– dans la mesure où, par exemple, des indicateurs numériques existent pour quantifier l’empreinte carbone, l’énergie ou la consommation en eau associées à la production d’un kilogramme d’un métal donné [e.g. Nuss et al., PLoS One, 9 (2014) 1]. D’autres critères quantitatifs permettent d’évaluer la criticité des différents métaux en termes d’importance économique, de volatilité des prix sur les marchés ou de sécurité d’approvisionnement, en s’appuyant par exemple sur le nombre de sources potentielles de chaque métal, sur la stabilité politique des pays producteurs, etc. [e.g. European Commission, Methodology for establishing the EU list of critical raw materials, 2017]. La possibilité de recyclage se heurte, quant à elle, à la variété des éléments d’alliage entrant dans la composition des matériaux, la fabrication d’un alliage B ne pouvant faire appel à un alliage recyclé A que si tous les éléments de A sont présents dans B. Des travaux préliminaires, présentés ci-dessous, montrent la faisabilité d’une approche de conception d’alliages prenant en compte les aspects susmentionnés.
- Références : Travaux et Résulats préliminaires sur la géoconception
Le développement de nouveaux alliages a souvent été fait de manière empirique expérimentale, par essais-erreurs, ce qui est long et coûteux. Au cours des dernières décennies, la modélisation et la simulation ont fait leur entrée dans le domaine et y prennent une part grandissante, ce qui permet d’accélérer la conception de nouveaux matériaux. Les modèles permettant de prédire les caractéristiques des matériaux peuvent être de nature physique (e.g. l’usage maintenant généralisé de la méthode Calphad –CALculation of PHAse Diagrams– pour prédire certaines caractéristiques microstructurales) mais également, comme démontré depuis plus d’une vingtaine d’années, faire appel à des outils de fouille de données (data mining / machine learning) issus de l’intelligence artificielle (IA), tels que les réseaux neuronaux ou les processus gaussiens. Toutefois, comme souligné dans l’introduction, le grand nombre d’éléments entrant dans la composition des alliages modernes conduit à un nombre gigantesque de matériaux potentiels qu’il n’est pas possible d’embrasser pleinement sans avoir recours à des méthodes informatisées telles que, par exemple, l’optimisation multi-objectifs par algorithme génétique, là encore en provenance du monde de l’IA. L’optimisation multi-objectifs est ici intéressante en ce qu’elle permet de trouver les meilleurs compromis possibles entre plusieurs caractéristiques recherchées, conduisant à un ensemble de solutions optimales dites « de Pareto ». De telles méthodes de conception d’alliages, associant modèles physiques, machine learning et optimisation multi-objectifs, sont arrivées à maturité il y a quelques années avec par exemple l’optimisation simultanée, par algorithme génétique, de plusieurs propriétés mécaniques prédites par fouille de données et de caractéristiques microstructurales évaluées par la méthode Calphad [e.g. Menou et al., Modell. Simul. Mater. Sci. Eng., 24 (2016) 055001].
L’objectif ici poursuivi est d’intégrer, parmi les critères à optimiser, des indicateurs chiffrés relatifs à l’impact environnemental et au risque d’approvisionnement des métaux, ainsi qu’à la possibilité d’avoir recours au recyclage. Quelques exemples de travaux préliminaires et de résultats associés sont présentés ci-après.
Le premier exemple concerne la conception d’alliages de titane dits « β-métastables » à effet « TRIP » (TRansformation-Induced Plasticity), c’est-à-dire dans lesquels une partie de la déformation irréversible est accompagnée d’une transformation martensitique ; ce comportement permet d’obtenir des matériaux à la ductilité améliorée et présentant un fort écrouissage, c’est-à-dire un durcissement prononcé sous l’effet d’une déformation plastique. Un modèle a été développé permettant de prédire l’occurrence de l’effet TRIP dans les alliages de titane [M. Bignon, Thèse de l’Université de Nantes, 2020]. Toutefois, la plupart de ces alliages possèdent une limite d’élasticité modeste, qui pourrait être augmentée grâce à un renforcement par effet de solution solide, que l’on peut là encore prédire à l’aide d’un modèle physique. Ainsi, concevoir des alliages plus durs, facilement écrouissables et très ductiles serait en soi un objectif industriel intéressant. De surcroît, une diminution de la densité des alliages est généralement souhaitable, en particulier dans le domaine des transports, où des structures plus légères permettent d’abaisser la consommation de carburant et donc la pollution résultante. Mais l’impact environnemental des matériaux eux-mêmes, via l’empreinte carbone des éléments entrant dans leur composition, peut aussi être optimisée. Le risque de rupture d’approvisionnement est aussi un aspect à prendre en compte dans une approche industrielle stratégique. Un critère de risque peut ainsi être calculé pour un alliage donné en fonction de sa composition, en prenant en compte les risques d’approvisionnement de chacun des éléments tels que définis par la Commission européenne.
La figure suivante présente un tel cas d’optimisation multi-objectifs par algorithme génétique, où des alliages de titane à effet TRIP ont été conçus de manière à simultanément augmenter leur renforcement par solution solide (SSH, échelle de gauche), abaisser leur densité (échelle du bas) et diminuer le risque d’approvisionnement en matières premières (code couleur à droite) [M. Bignon, ibid.] :
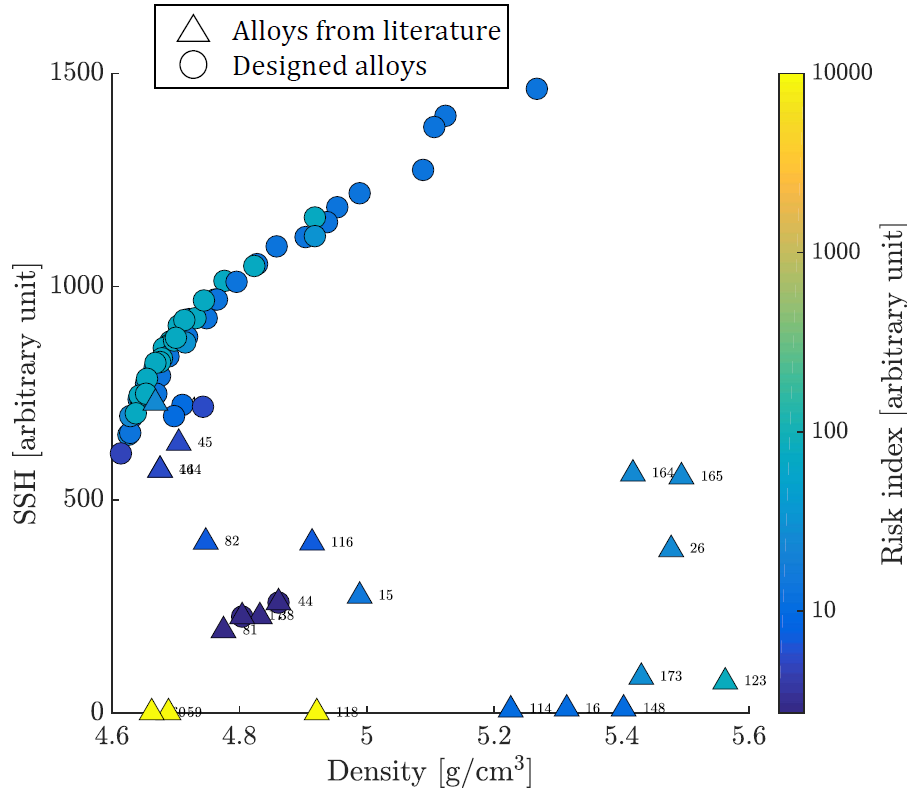
On constate qu’il est possible de concevoir des alliages (cercles) à effet TRIP présentant des combinaisons avantageuses de durcissement par solution solide, de densité et de risque d’approvisionnement, par rapport aux alliages à effet TRIP existants (triangles).
L’exemple suivant reprend les mêmes critères techniques de conception (effet TRIP, renforcement et densité) mais en cherchant cette fois à limiter l’empreinte carbone ; il s’agit donc ici d’une approche environnementale. Les résultats sont présentés sur la figure ci-après avec le même type de représentation que précédemment [M. Bignon, ibid.] :
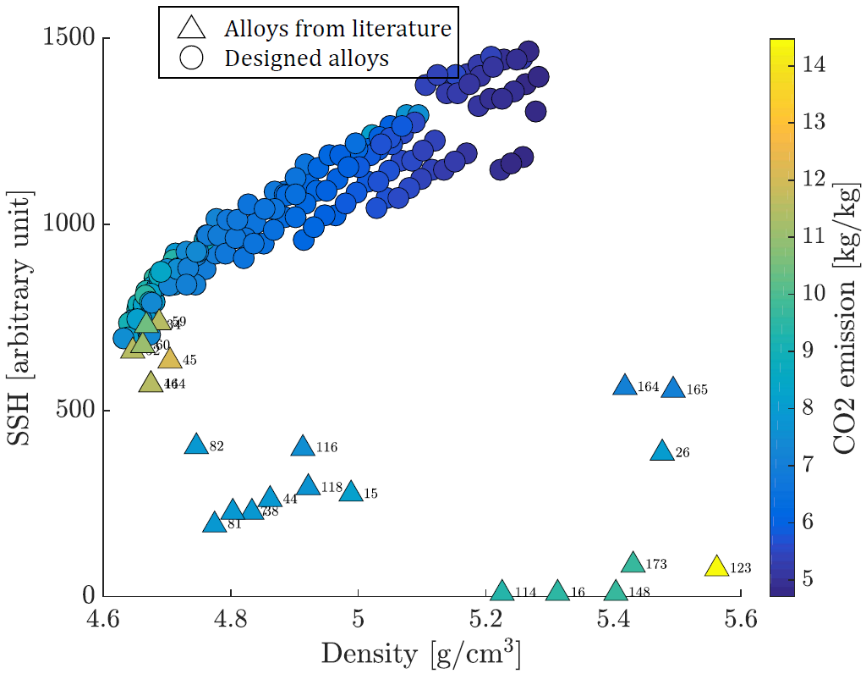
Par exemple, pour les plus faibles densités –qui permettent en outre de réduire l’impact énergétique des applications–, à résistance équivalente les alliages conçus affichent une empreinte carbone réduite de l’ordre de 30% par rapport aux alliages existants, indiquant une marge significative d’amélioration sur le plan environnemental.
Le recyclage peut également être pris en compte explicitement lors de l’étape de conception de nouveaux alliages. Par exemple, on peut tenter de concevoir des alliages que l’on fabriquera à partir de mélanges de nuances existantes recyclées, dont la fraction totale est la plus grande possible pour maximiser le recours au recyclage, que l’on complètera au besoin avec des éléments d’alliage individuels. L’exemple ici présenté a consisté à tenter la conception d’alliages de titane à effet TRIP à partir de mélanges de sept nuances existantes. La représentation des résultats, ci-dessous, reprend le principe précédent : renforcement par solution solide en fonction de la densité, la couleur représentant la fraction totale d’alliages recyclés entrant dans la composition des nouveaux matériaux :
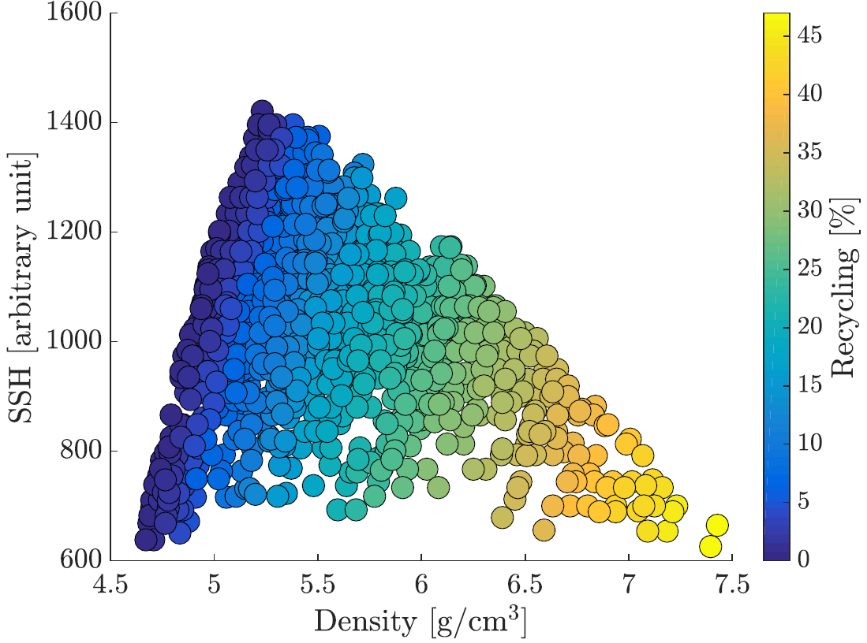
La fraction recyclée ne monte ici pas très haut (47% maximum), et la résistance calculée des alliages faisant le plus appel au recyclage est la plus faible, quoiqu’étant notablement supérieure à celle de nombreux alliages existants (cf. triangles sur les figures précédentes). Bien entendu, le résultat dépend du panel sélectionné d’alliages à recycler : il a ici été choisi de manière un peu arbitraire, mais une analyse plus fine permettrait, par exemple, de favoriser les nuances les plus produites ou les plus disponibles chez les recycleurs, ce qui demanderait une analyse plus poussée en termes d’économie circulaire. Des calculs semblables ont été réalisés dans le cas de la conception de superalliages à base de nickel, en n’autorisant que trois des nuances les plus courantes, à savoir les alliages 600, 625 et 718. Des propriétés calculées supérieures à la plupart des superalliages polycristallins ont été obtenues, même avec des fractions recyclées de l’ordre de 95% [Tancret et al., Matériaux 2018, Strasbourg].
-
Conclusion et perspectives : nécessité d’une approche interdisciplinaire
Les méthodes ici exposées, bien qu’exploratoires, permettent d’envisager une conception d’alliages réduisant notablement l’impact environnemental et le risque géostratégique d’approvisionnement des industries métallurgiques. À partir de ce constat prometteur mais préliminaire, diverses perspectives peuvent être dégagées pour approfondir les recherches :
- L’approche de conception stratégique ici exposée fait appel à des critères de risque basés sur le risque individuel d’approvisionnement de chaque élément d’alliage, en s’appuyant sur des indices de criticité établis par la Commission européenne. Cela permet de minimiser le risque global lié à un alliage, mais n’élimine pas le risque et ne résout donc pas le problème en cas de tarissement effectif de la source d’un élément (que ce soit pour des raisons géologiques ou géopolitiques). La Commission européenne propose par ailleurs une autre manière d’évaluer la criticité d’un métal, en considérant sa substituabilité, c’est-à-dire la possibilité de le remplacer par un autre, mais il semble que cette approche est axée sur la possible substitution d’un matériau par un autre pour la fabrication d’objets. Il serait intéressant d’étendre ce principe à la substituabilité d’un élément au sein d’un alliage. Par exemple, il serait envisageable de concevoir tous les alliages possibles présentant un ensemble de propriétés équivalentes (résistance, ductilité, densité…), mais élaborés à partir de jeux d’éléments différents, afin de parer à l’éventuelle rupture d’approvisionnement de l’un ou l’autre d’entre eux. Une telle stratégie demanderait à développer des outils algorithmiques spécifiques pour la conception.
- Concernant le recyclage, les résultats ici présentés concernent des cas idéaux de recyclage « propre », c’est-à-dire où la pureté et la qualité des matériaux peut être maintenue, ce qui reste difficile à gérer à l’heure actuelle. En effet, la nature même des filières et procédés de recyclage fait que les alliages récupérés sont souvent « pollués » par d’autres matériaux, issus entre autres des pièces qui constituaient les objets démantelés, en raison du difficile désassemblage des différents constituants desdits objets. À ce titre, on peut notamment penser à la présence de cuivre dans les aciers recyclés provenant de circuits électriques (automobile, électro-ménager…) ou encore à l’incorporation de fer dans les alliages d’aluminium recyclés suite à une mauvaise séparation de pièces voisines en acier. Il pourrait ainsi être intéressant de concevoir, en amont, des alliages « tolérants aux pollutions », c’est-à-dire par exemple des aciers ou des alliages d’aluminium dont les propriétés sont peu sensibles à des variations de teneurs en cuivre ou en fer, respectivement.
- L’approche de conception par recyclage ici présentée ne concernait que l’incorporation, dans les nouveaux matériaux, de nuances recyclées, afin de favoriser la valorisation en fin de vie des alliages actuellement sur le marché et de minimiser le recours aux métaux primaires. Il serait cependant utile de prendre également en compte le recyclage futur des alliages conçus, de sorte qu’ils puissent à leur tour être facilement intégrés en fin de vie dans la fabrication d’autres alliages. Cela pourrait se faire en forçant la conception des nouveaux alliages à n’intégrer que les éléments présents dans les nuances actuelles les plus abondamment produites.
- La minimisation de l’impact environnemental des alliages, ici abordée de manière préliminaire, ne concerne que la production des métaux entrant dans leur composition, autrement dit l’activité minière (extraction, traitement des minerais…) et la métallurgie primaire (réduction, purification des métaux…), mais :
-
- Le transport des matières entre les différents sites de transformation mériterait d’être intégré dans l’analyse (par exemple, sur ce seul critère, mettre du niobium dans un alliage est probablement moins impactant au Brésil que presque partout ailleurs).
- La prise en compte de l’ensemble de la chaîne de production, notamment à travers les procédés de métallurgie secondaire visant à obtenir des semi-produits ou des produits métalliques, serait également pertinente (fusion, coulée, laminage, forgeage, fabrication additive, traitements thermiques…). C’est ici essentiellement le coût énergétique qui serait concerné, ce dernier dépendant notamment, pour un procédé donné, des températures mises en jeu et des durées de traitement associées. Ces aspects sont assez fortement couplés à la composition des alliages et mériteraient donc une prise en compte explicite dès l’étape de conception des matériaux. Entre autres, la composition des alliages impacte notablement leurs enthalpie et température de fusion, mais également les températures et durées de différentes étapes de traitement thermique ou thermomécanique. Par exemple, en exploitant un modèle prédictif de la recristallisation dynamique des alliages de nickel prenant en compte leur composition [Tancret et al., Des., 103 (2016) 293], il a été possible de concevoir des alliages aux performances élevées mais pouvant être forgés sur des temps courts (via une augmentation de la vitesse de déformation) et à température réduite [Menou et al., JA SF2M, Albi, 2016]. Une telle optimisation reste toutefois incomplète et une prise en compte explicite de la consommation énergétique des procédés serait nécessaire.
- Il est évident qu’un matériau dont la fabrication est sobre en énergie perdrait tout intérêt si son utilisation générait une augmentation plus importante de la consommation énergétique associée et, inversement, un matériau optimisant les performances énergétiques de l’objet qu’il intègre (via par exemple des gains en masse grâce à une densité réduite et/ou à une résistance accrue) permettrait de justifier un impact plus grand lors de sa production. De tels principes [e.g. Cann et al., Mater. Sci. (2020), doi.org/10.1016/j.pmatsci.2020.100722] appellent ainsi une approche basée sur l’Analyse du Cycle de Vie (ACV) complète du matériau, depuis le minerai jusqu’au recyclage en passant par toutes les étapes de transformation, de transport et d’utilisation : in fine, c’est l’impact de l’ensemble qu’il faudra minimiser, la composition de l’alliage ayant un rôle majeur à y jouer, notamment via les concepts exposés dans le présent article.
|
Si une stratégie d’éco-conception et de géo-conception d’alliages semble envisageable comme le démontrent les premiers éléments de preuve de concept ici exposés, elle ne sera efficace que dans le cadre de programmes de recherches interdisciplinaires, à la croisée de l’ingénierie et des sciences physiques et humaines :
|
5-4 Construction et Environnement
Sylvain Meille, Equipe Céramiques et Composites, laboratoire MATEIS INSA Lyon
Mots Clefs : isolation, construction, environnement
-
Constat Post COVID sur le thème
Une diminution quantitative notable des émissions de CO2 est absolument nécessaire. De nombreuses actions rendues très visibles sur l’allègement de structures ne représentent en réalité qu’un gain epsilonesque en termes de quantité de gaz à effet de serre. Une des sources principales d’émission concerne le bâtiment avec des pistes de travail sur l’isolation pour réduire l’énergie de chauffage (ainsi que celle de climatisation) ainsi que sur la diminution du coût énergétique de production des matériaux de construction (énergie « grise »).
Plusieurs thématiques de recherche paraissent évidentes (mais pour lesquelles les financements sont toujours délicats à obtenir)
-
Alerte / Enjeu N°1: Développer de nouveaux matériaux à très forte capacité d’isolation (type aérogels ou isolants sous-vide)
- Recommandation/ Proposition : Des actions de recherche existent dans les laboratoires français, malheureusement EDF a fermé son laboratoire Matériaux pour l’efficacité énergétique et arrêté les actions du labo commun MATE’B avec MATEIS. Plusieurs pistes de travail sont à viser : réduire le coût de solutions actuelles qui fonctionnent au laboratoire mais restent trop couteuses et nécessité un changement d’échelle pour passer réellement en phase de développement industriel, et améliorer encore les capacités de super-isolation pour atteindre des épaisseurs « raisonnables » d’isolants, permettant d’apporter une excellente isolation (toitures-terrasses) et de limiter les ponts thermiques (volets roulants). Les matériaux de base de ces isolants sont relativement simples (silice précipitée, matériaux organiques issus de l’agriculture) et peuvent être sourcés localement.
-
Alerte / Enjeu N°2: Développer une filière de matériaux de construction à plus faible empreinte carbone
- Recommandations/Proposition : La fabrication du béton (surtout la part liée à la fabrication du ciment) compte pour 6% des émissions totales mondiales de CO2(la « tranche du gâteau » la plus importante pour domaine donné, avec la sidérurgie) ! Pour de très nombreux bâtiments, le niveau de résistance du béton est très largement supérieur à ce qui est requis. C’est souvent la seule filière existante et donc cela limite les choix de systèmes constructifs. Il convient de développer des matériaux à très faibles énergie grise, comme la terre crue (argile) qui ne nécessite pas de cuisson (contrairement à la terre cuite qui est défavorable en termes d’énergie grise en comparaison au béton). La stabilisation de la terre cure afin de donner une résistance au jeune âge doit permettre de faciliter son utilisation. Plusieurs pistes sont envisageables : ajout de laitier de sidérurgie, géopolymères…. L’utilisation de matériaux issus du recyclage ou de fines de carrières compactés pour fabriquer des éléments de préfabrication (briques, plaques) est également une opportunité avec un potentiel de gain de CO2 très important. Fines argilo-calcaire, carbonates de calcium, granulats de béton broyé… sont des pistes d’étude à suivre.
La durabilité de ces matériaux reste évidemment à caractériser mais ne doit pas être vue comme un « point faible » potentiel mais comme un domaine d’étude qui n’a été que très peu exploré.
-
Alerte / Enjeu N°3: Développer des matériaux à « capacité de guérison » pour des solutions plus durables
- Recommandation/ Proposition : Le développement de matériaux multifonctionnels permet d’augmenter leur valeur ajoutée, valorisant ainsi une production locale. Des matériaux de structure présentant une capacité de guérison suite à un endommagement (impact, choc thermique…) offrent une opportunité de ré-emploi et donc de gain environnemental fort. Au-delà de l’auto guérison qui limite drastiquement le niveau de résistance mécanique et donc les applications potentielles comme matériaux de structure, la guérison sous stimulus (électrique / magnétique…) offre des perspectives dans de nombreux domaines (santé, structures…).
5-5 Recyclage co-produits et déchets de la métallurgie
Jean-François Pierson – Institut Jean Lamour, Département CP2S
Mots Clefs : Métallurgie, co-produits, recyclage, matériaux pour le génie civil, énergie, hydrométallurgie
Les liants hydrauliques du génie civil présentent un potentiel intéressant pour recycler des co-produits et des résidus de l’industrie métallurgique. Il est en effet possible d’exploiter le caractère hydraulique plus ou moins prononcé de certains produits (les laitiers) et de substituer une partie des granulats naturels ce qui contribue dans tous les cas à diminuer l’impact environnemental.
Depuis plusieurs décennies les laitiers de hauts-fourneaux sont réutilisés dans l’industrie cimentière pour produire des ciments composés de types CEMII et CEMIII, où ils peuvent représenter jusqu’à 95% de substitution du clinker Portland (très gros générateur de CO2). Mais ces laitiers peuvent également être utilisés comme ajout dans la fabrication des bétons et on recherche actuellement à valoriser par cette voie des laitiers moins réactifs (laitiers d’aciéries, laitiers de poche). Les laitiers font également l’objet de nombreuses recherches actuelles quant à leur utilisation dans de nouveaux matériaux de type géopolymères.
Outre la production de fonte et d’acier, les activités de coulage génèrent elles-aussi de grandes quantités de résidus sous forme de sables (et fines de sables) usagés de fonderie. Ces produits font l’objet de recherches pour permettre leur réutilisation et leur inertage (problème de leurs teneurs en divers métaux et produits organiques insaturés) dans les bétons. Dans un contexte mondial de pénurie en sable, les fonderies (industrie automobile en tête) produisent plusieurs dizaines de millions de tonnes annuelles de ce déchet.
Si la pyrométallurgie assure l’essentiel de la production de métaux au niveau mondial (acier, cuivre, plomb, titane, molybdène tungstène…) certains métaux sont cependant produits par voie hydrométallurgique. Parmi les métaux dits de base, c’est le cas du zinc dont la production par cette voie atteint 90 % contre 10 % pour le procédé pyrométallurgique Imperial Smelting. C’est également le cas du cuivre dont 20 % de la production mondiale est assurée par hydrométallurgie à partir notamment de la malachite Cu2(CO3)(OH)2 ou celui du nickel élaboré par ERAMET à Sandouville à partir des mattes provenant de Nouvelle-Calédonie. L’avantage majeur de l’hydrométallurgie par rapport à la pyrométallurgie se situe au niveau de la dépense énergétique des procédés. Les opérations hydrométallurgiques sont généralement réalisées à des températures proches de l’ambiante (à l’exception des métaux produits par électrolyse en milieu sel fondu comme l’aluminium ou le sodium). Le métal est obtenu par électrolyse, cette opération clé de l’hydrométallurgie pouvant également être utilisée pour le raffinage de métaux produits par voie pyrométallurgique comme le plomb ou le cuivre dans des procédés à anode soluble. L’hydrométallurgie permet également de valoriser des minerais complexes multiéléments et notamment d’y récupérer des métaux dits mineurs comme l’indium (présent dans la blende ZnS) ou le gallium présent à l’état de traces dans les bauxites. Enfin, l’hydrométallurgie est une technique de choix en ce qui concerne la valorisation des déchets miniers, des déchets industriels et des produits en fin de vie constituant ce que l’on a coutume d’appeler la mine urbaine.
Au-delà du recyclage des coproduits métallurgiques, la production de ciment (supérieure à 4,2 milliards de tonnes par an en 2014) génère une part importante du CO2 émis (estimé à environ 8% des rejets mondiaux annuels, en 2008). La production du clinker Portland, par cuisson à 1450°C, constitue un poste important de dégagement de CO2 (décarbonatation du calcaire entrant dans le cru et énergie de chauffage du four), suivi par le broyage du ciment. Les pistes de réduction des émissions de CO2 passent par la production de nouveaux ciments de type sulfo-alumineux (température de cuisson moindre, utilisation de moins de calcaire), un recours accru à des ciments composés encore plus performants, et de nouveaux procédés de broyage plus économes en énergie.
5-6 Vers une amélioration du recyclage des métaux et alliages métalliques
Lola Lilensten1, Mathilde Laurent-Brocq2
1 : Institut de Recherche de Chimie Paris, Chimie ParisTech, CNRS, PSL Research University, Paris, 75005, France
2 : Université Paris Est Créteil, CNRS, ICMPE (UMR 7182), Thiais, France,
Mots Clefs : recyclage, métaux, alliages, procédés, conception, propriétés, impuretés
- Constat Post COVID sur le thème
La production mondiale d’acier et d’aluminium pour l’industrie représente une consommation d’énergie avoisinant les 53.1018J, soit environ 8% de l’énergie mondiale et 30% des émissions industrielles de CO2. Ces deux alliages de structure sont aussi présents dans les domaines du transport et de la construction, dont l’empreinte carbone est également considérable (chaque domaine émettant plus de 7 GtCO2 en 2012, pour environ 10 G tCO2 pour l’industrie dans son ensemble) (Allwood & Cullen, 2012).
Afin de réduire les émissions de CO2 pour limiter le réchauffement climatique, suivant les objectifs de 40% de réduction des émissions pour 2030 par rapport aux niveaux de 1990 émis par l’Union Européenne (2030 Climate & Energy Framework (European Commission), n.d.), il est donc primordial que la métallurgie, tout comme les autres secteurs, s’empare de ces aspects. Ceci est d’autant plus urgent que la demande en matériaux de structure des pays émergents augmente.
Plusieurs approches devront sans aucun doute être implémentées en parallèle pour parvenir à faire diminuer ces émissions de carbone. Elles imposent d’agir à chaque étape du cycle de fabrication et de production des alliages, des minerais jusqu’au recyclage final des produits, et de développer de nouveaux alliages plus durables : incorporant une quantité d’alliages recyclés supérieure, recyclable et à la durée de vie allongée (plus résistant mécaniquement, plus léger, moins sensible à la corrosion) (Raabe et al., 2019).
Cette contribution se concentre plus spécifiquement sur les aspects de recyclage. En effet, contrairement à d’autres matériaux, les métaux et alliages ont l’avantage de pouvoir être recyclés théoriquement à l’infini. Cependant, la part de matière recyclée dans la production totale est de seulement 45% pour l’acier et 30% pour l’aluminium, ce qui laisse une grande marge d’amélioration (Raabe et al., 2019). Le recyclage est pourtant souhaitable, considérant que la production d’une tonne d’alliage d’aluminium à base d’alliage recyclé consomme seulement environ 5 à 8% de l’énergie nécessaire à la production d’aluminium à partir de la bauxite (Choate & Green, 2004; Zhang et al., 2016).
Plusieurs verrous existent : les premiers sont sociétaux, comme les incitations au recyclage par des mesures (inter)gouvernementales et des taxes carbones, et la mise en place de filières. Les seconds sont industriels : les aspects de démontabilité, récupérabilité puis in fine recyclage sont parfois extrêmement complexes, car l’aspect « multimatériaux » des objets mène parfois à un mélange duquel les alliages sont difficilement extractibles (Olivetti & Cullen, 2018). Une fois que les matériaux se retrouvent broyés et séparés sur une chaîne de tri, les ferrailles métalliques peuvent être mises de côté par magnétisme, grâce à un aimant, et les alliages non magnétiques peuvent être séparés des matériaux non métalliques grâce aux courants de Foucault. Cependant, ce tri n’est pas toujours suffisant pour séparer les différentes nuances d’alliages, et leur mélange mènerait à une pollution délétère de certains éléments. Ainsi, par exemple, les aluminiums des séries 2xxx contiennent du Cu, qui est ajouté afin d’augmenter leur résistance mécanique. Mais le Cu est un élément indésirable pour d’autres alliages d’aluminium, car il les rendrait moins ductiles, plus sensibles à la corrosion et ferait précipiter des phases non désirées, changeant de ce fait les propriétés mécaniques du matériau. Le tri « fin » des alliages doit donc être effectué, et des technologies fondées sur des analyses laser ou rayons X ont été mises en place pour les séparer (Gaustad et al., 2012). Cependant, ce tri reste complexe et imparfait, ce qui peut mener à des problèmes de contaminations.
Enfin, des enjeux scientifiques ont été identifiés, et seront abordés plus en détail dans la suite. Le premier est de développer de nouvelles méthodes de recyclage, afin de diminuer la consommation en énergie. Le second est la conception d’alliages orientée pour le recyclage.
- Alerte / Enjeu N°1: développer de nouvelles méthodes de recyclage, moins consommatrice en énergie.
La production de produits finis métalliques induit une production importante de chutes, qui sont sous forme de copeaux ou de poudres. Ainsi, les pertes sont de l’ordre de 40 % et plus de 80 % respectivement pour l’aluminium (Milford et al., 2011) et le titane [Discussion Y. Millet, responsable R&D, TIMET (Titanium Metals Corporation)]. Actuellement, une grande partie de ces chutes est recyclée par re-fusion (Figure 1, en bleu). Ce recyclage est déjà positif mais il faut malgré tout souligner que l’étape de re-fusion est très consommatrice en énergie. Il est donc primordial de développer de nouvelles méthodes de recyclage, tel que le recyclage par voie solide. Cette méthode consiste à compacter directement les copeaux sous forme solide par des procédés tels que l’extrusion ou le frittage (Figure 1, en vert). Au niveau académique, des propriétés mécaniques équivalentes à celles des alliages obtenus par la voie de recyclage classique ont été reportées plusieurs fois (Haase & Tekkaya, 2015; Tekkaya et al., 2009)
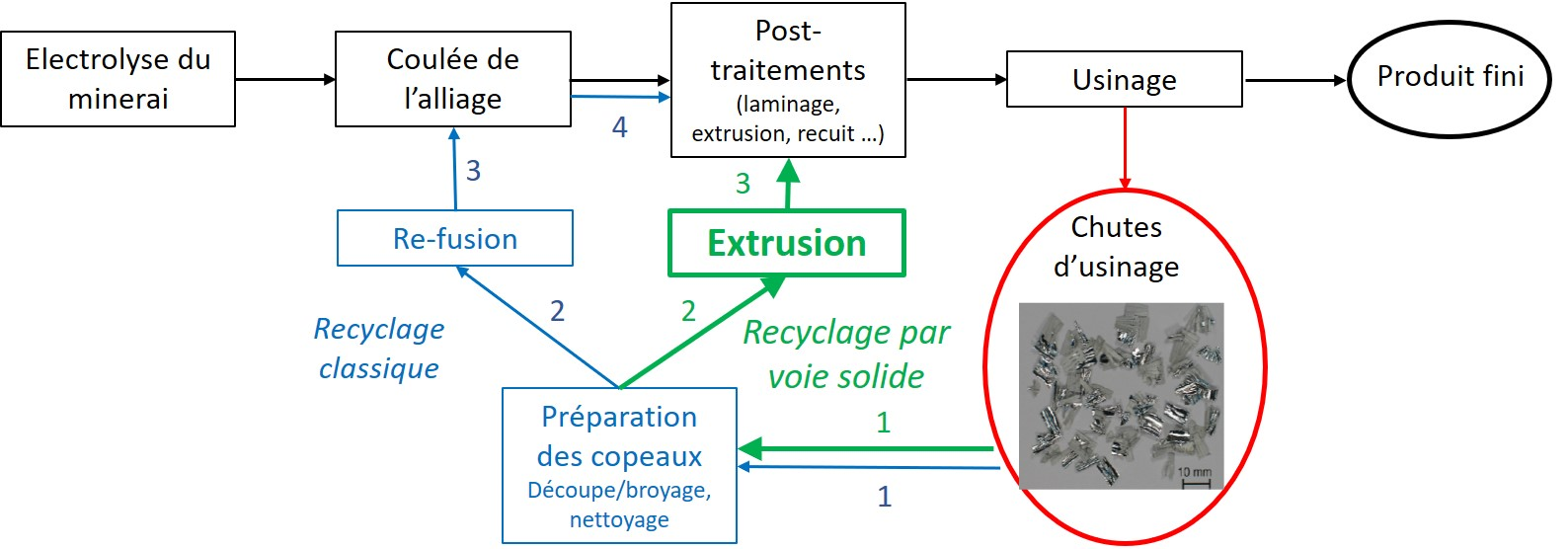
Figure 1 : Schéma présentant les étapes d’élaboration d’un alliage d’aluminium (noir), la méthode classique de recyclage (bleu) et la nouvelle méthode, soit le recyclage par voie solide (vert) pour les chutes d’usinage.
Le titane et l’aluminium semblent de bons candidats pour lancer cette nouvelle méthode car ils ont une forte valeur ajoutée et il est donc plus probable qu’un intérêt économique s’ajoutera à l’intérêt environnemental. À terme, cette méthode pourra être développée pour tous les types de métaux et alliages.
Les principaux intérêts du recyclage par voie solide par rapport au recyclage classique sont les suivants :
- Diminution de la consommation d’énergie et donc de l’impact environnemental du procédé grâce à une diminution du nombre d’étapes et surtout la suppression de l’étape de re-fusion (Duflou et al., 2015),
- Augmentation de la quantité d’alliages recyclables. En effet, les copeaux très fins et les poudres pourront être recyclés et la perte de matière oxydée sera limitée (elle représente 20 % pour les alliages d’Al avec le recyclage classique (Gronostajski & Matuszak, 1999)).
- Activités localisables sur le site de fabrication des produits finis et donc en France et en Europe. En effet, les équipements nécessaires pour le recyclage par voie solide sont moins lourds que ceux pour le recyclage classique. Il y a donc un intérêt économique (création de nouveaux emplois locaux) et écologique (diminution du transport de matière).
- Aide à la prise de conscience au niveau industriel du potentiel de valorisation des déchets métalliques. En effet, une volonté de développer un nouveau procédé de recyclage des matériaux métalliques montre le dynamisme et donc l’intérêt de cette filière et du recyclage en général.
- Recommandations/ Propositions
Il a déjà été démontré au niveau académique que le recyclage par voie solide des chutes métalliques était réalisable et prometteur. Avant l’industrialisation, d’autres projets de recherche, en partenariat entre équipes de recherche académiques et industrielles, sont nécessaires. Tout d’abord, il faut valider le fait que les produits obtenus par recyclage par voie solide présentent les propriétés d’usage souhaitées. Certaines, telles que la ténacité ou la résistance à la corrosion, n’ont pas encore été testées. Il faut également décrire précisément l’effet des contaminations de surface qui sont inévitables sur les chutes (avec en particulier l’oxydation). On pourra ainsi déduire des valeurs seuils acceptables et des spécifications selon les applications. Il faut également évaluer l’intérêt économique en comparant les investissements nécessaires en équipements par rapport au gain en consommation d’énergie et en coûts de transport. Cet aspect montrera si des incitations institutionnelles pourraient être un levier d’action pertinent. Globalement, ces projets permettront de générer une confiance des industriels face à ce nouveau procédé.
- Alerte / Enjeu N°2: Orienter la conception d’alliage pour faciliter le recyclage
La conception d’alliage joue un rôle crucial dans les processus d’économies d’énergie et de diminution des gaz à effets de serre. En effet, proposer des matériaux plus résistants permet de réduire les quantités d’alliages nécessaires, d’élargir les gammes d’utilisation (température, milieu corrosif…), d’alléger les structures ce qui a systématiquement pour conséquence de diminuer les quantités d’énergies nécessaires (conséquences directes ou indirectes) et les émissions de CO2. De plus, en retardant la rupture des matériaux, on allonge leur durée de vie en service, et on diminue la consommation de matériaux due à un renouvellement trop rapide.
L’amélioration des propriétés des alliages, par des ajustements de compositions et de microstructure, est donc une thématique primordiale. Cependant, considérant que cet aspect est déjà l’objectif premier des recherches en métallurgie, il ne sera pas abordé ici, afin de se concentrer sur l’aspect du recyclage.
Le recyclage des alliages soulève plusieurs questions, et deux propositions sont détaillées dans la suite. Tout d’abord, la multiplicité des cycles de recyclage peut mener à un enrichissement en impuretés. Ces dernières sont aujourd’hui principalement diluées par ajout de métal primaire (issu du minerai), mais ceci implique d’utiliser de nouveau des métaux purs, et donc de s’appuyer sur des étapes d’extraction des minerais, très énergivores. Des recherches doivent donc être soutenues pour mieux comprendre le rôle de ces impuretés, comment les appréhender voire les mettre à contribution, et proposer des palliatifs.
Il est ensuite nécessaire de s’interroger sur la tendance d’ajouter un nombre croissant d’éléments d’alliages. Un exemple représentatif est celui des superalliages base nickel, auquel plus de 10 éléments peuvent être ajoutés. Ceci se justifie par l’amélioration des propriétés de l’alliage : les pièces restent en service plus longtemps, et grâce à un fonctionnement possible à plus haute température, des économies d’énergie sont faites. Cependant, il est souvent difficile de récupérer les éléments d’alliages d’un matériau, ce qui peut interroger sur les bénéfices finaux d’une telle opération, dans l’hypothèse où elle mène à la perte de métaux critiques. Une démarche visant à simplifier les compositions, jusqu’à établir des compositions « universelles » peut donc être proposée.
- Proposition 1 : Appuyer les recherches sur l’impact des impuretés et sur de possibles moyens de les contrer
Les alliages tirent leurs propriétés de leur composition et de leur microstructure, l’une et l’autre étant liées. Une modification de la composition, même faible, peut avoir des effets désastreux sur le matériau final. Or, les cycles de recyclage sont propices à l’augmentation d’éléments d’alliages parfois indésirables.
Une étude pilote intitulée « le cycle du fer » s’est penchée sur les effets du cuivre comme impureté dans le fer (Birat, J.-P. & Zaoui, A., 2002). D’après certaines études, la contamination des aciers par le cuivre pourrait représenter, en 2050, près de la moitié des ferrailles (plaques) du domaine de l’automobile, qui ne pourraient donc plus être recyclées pour les mêmes application et perdraient de la valeur (« down-cycling ») (Hatayama et al., 2014). Il est donc primordial de mieux appréhender cette pollution. L’étude pilote a permis d’établir une base de connaissances fondamentales sur les conséquences de teneurs en cuivre croissantes, et, finalement de redéfinir les valeurs critiques utilisées jusque-là comme seuil de tolérance pour les aciers. Surtout, elle propose une approche qui peut être répliquée pour l’étude d’autres impuretés dans les alliages.
Des études similaires peuvent être envisagées pour d’autres systèmes, tels que le fer comme impureté dans les alliages d’aluminium, ou l’oxygène dans les alliages de titane (Belov et al., 2002; Veronesi et al., 2013). Les filières de recyclage pour les grandes familles d’alliages commerciaux (aciers et alliages d’aluminium) étant relativement établies, bien que toujours perfectibles, il serait également intéressant de se pencher sur l’étude de systèmes plus spécialisés, comme les alliages de titane ou de nickel, pour lesquels le recyclage est moins habituel, afin de proposer des pistes de solutions. Caractériser de manière systématique l’impact des impuretés sur les réponses des alliages sous sollicitation est donc nécessaire pour accéder à une compréhension fine de leur rôle, et ceci passe par des approches fondamentales considérant des concentrations croissantes, éventuellement dans des alliages modèles. Ceci permettra non seulement de proposer un affinement des seuils critiques d’utilisation, mais pourrait aussi suggérer des approches plus novatrices de traitement des impuretés [Voir, par exemple, des solutions fondamentales visant à accommoder de grandes teneurs en fer dans des alliages d’aluminium : (Basak & Hari Babu, 2016)].
En effet, comme suggéré par le rapport conclusif de l’étude sur le cycle du fer, considérer les impuretés non comme des éléments problématiques à enlever de la matrice ou faisant perdre de la valeur au matériau mais comme des éléments d’addition désirables, permet d’apporter un regard nouveau sur cette problématique. Sous réserve d’une compréhension poussée permettant de maîtriser l’impact de ces éléments habituellement considérés comme indésirables, des stratégies visant à exploiter les capacités de l’alliage plus chargé en impuretés peuvent être mises en place. Ceci permettrait non seulement de garder ces matériaux en utilisation et de valoriser des stocks de matières premières « trop polluées », mais également de conserver la valeur des éléments d’alliage, qui ne seraient plus « perdus ».
Enfin, l’étude et la meilleure compréhension de possibles éléments « neutralisateurs » ou « équilibrants », à l’instar de Mn ou de Ni qui, ajoutés aux alliages d’aluminium, permettent de neutraliser les effets négatifs du fer (formation de précipités aciculaires α) (Basak et al., 2019; Shabestari, 2004) doit être poursuivie pour bénéficier d’une gamme de leviers sur lesquels jouer lors de la production d’un alliage à partir de matières premières secondaires qui n’aurait pas la composition exacte recherchée. On aura ainsi une alternative à la dilution.
- Proposition 2 : Définir des paramètres pour guider la conception d’alliages
Lors de leur mise en solution, les éléments d’alliages deviennent, pour un grand nombre d’entre eux, difficilement récupérables, comme illustré dans le tableau ci-dessous (Cann et al., 2020; Gaustad et al., 2012). Les cases vertes correspondent aux éléments qui peuvent être récupérés en une étape, les jaunes aux éléments qui ne peuvent pas être récupérés mais ne détériorent pas les propriétés du matériau. Finalement, les cases rouges sont celles qui sont le plus problématiques, car les éléments ne sont pas récupérés, et peuvent également être délétères pour les propriétés de l’alliage. Considérant le coût de production de ces éléments, il apparaît nécessaire d’éviter que ces derniers puissent être « perdus », et qu’ils impactent de manière négative l’alliage recyclé.

Figure 2: possibilité d’extraire un métal d’un alliage. Vert : extraction possible. Jaune : extraction complexe mais l’élément n’est pas nuisible à l’alliage. Rouge : extraction impossible et l’élément est nuisible à l’alliage. (Cann et al., 2020)
Ainsi, des lignes directrices de conception d’alliage pourraient être établies sur la base de la séparation des éléments (Nakajima et al., 2010), lorsque le matériau, après plusieurs cycles de recyclage, est en fin de vie et n’est plus utilisé. Ainsi, les différents éléments le constituant peuvent être récupérés, et utilisés de nouveau dans d’autres alliages. En complément de cette approche, la limitation du nombre d’éléments d’alliages différents utilisés dans un même matériau est une piste de réflexion, car ceci permettrait de réduire le nombre d’étapes finales d’extraction des éléments.
Une autre approche de conception d’alliage visant à simplifier les gammes de compositions a également été récemment proposée, sous le concept d’alliages « universels » (Miller et al., 2000). Ceci permettrait de simplifier leur recyclage, puisque de plus gros volumes de matériaux sont disponibles. Ainsi, l’obtention de combinaisons de propriétés désirables au sein d’un même alliage permet d’étendre son champ d’applications, en remplaçant des matériaux actuels. Par exemple, certains alliages d’aluminium des séries 6xxx ont maintenant une résistance mécanique comparable aux 7xxx : leur utilisation en remplacement des 7xxx dans les voitures permettrait de travailler avec moins de compositions, et donc d’optimiser leur tri lors du démontage des voitures. Ces stratégies encore nouvelles qui dégageraient quelques grandes familles d’alliages « universelles » qui domineraient le marché, et pourraient être recyclées en circuit fermé, se heurtent cependant à des attentes en termes de performances pour certaines pièces. Malgré tout, guider le développement d’alliages qui répondraient, dans un produit manufacturé, à plusieurs fonctions, permettra définitivement de simplifier son recyclage.
Les trois axes présentés ici, de choix des éléments d’alliages en fonction de leur capacité à être finalement extraits de l’alliage, de réduction du nombre d’éléments d’alliages, et de réduction et uniformisation des nuances utilisées – principalement au sein d’un même produit – sont quelques approches qui peuvent être prises en compte pour la conception de futurs alliages. Bien qu’elles puissent sembler ne pas aller dans la même direction que la proposition 1 de ce second enjeu, l’ensemble de ces réflexions reste à poursuivre, puisqu’elles peuvent toutes se révéler plus ou moins adaptées dans des cas particuliers, selon les spécificités des matériaux.
Références :
2030 climate & energy framework (European Commission). (n.d.). https://ec.europa.eu/clima/policies/strategies/2030_en
Allwood, J. M., & Cullen, J. M. (2012). Sustainable materials: with both eyes open. UIT Cambridge.
Basak, C. B., & Hari Babu, N. (2016). Morphological changes and segregation of β-Al9Fe2Si2 phase: A perspective from better recyclability of cast Al-Si alloys. Materials & Design, 108, 277–288. https://doi.org/https://doi.org/10.1016/j.matdes.2016.06.096
Basak, C. B., Meduri, A., & Hari Babu, N. (2019). Influence of Ni in high Fe containing recyclable Al-Si cast alloys. Materials & Design, 182, 108017. https://doi.org/https://doi.org/10.1016/j.matdes.2019.108017
Belov, N., Aksenov, A., & Eskin, D. (2002). Iron in Aluminium Alloys (L. C. Press (Ed.)). https://doi.org/https://doi.org/10.1201/9781482265019
Birat, J.-P., & Zaoui, A. (2002). The “Cycle of Iron.” Rev. Met. Paris, 99(10), 795–807. https://doi.org/10.1051/metal:2002141
Cann, J. L., De Luca, A., Dunand, D. C., Dye, D., Miracle, D. B., Oh, H. S., Olivetti, E. A., Pollock, T. M., Poole, W. J., Yang, R., & Tasan, C. C. (2020). Sustainability through alloy design: Challenges and opportunities. Progress in Materials Science, 100722. https://doi.org/https://doi.org/10.1016/j.pmatsci.2020.100722
Choate, W. T., & Green, J. A. S. (2004). Modeling the impact of secondary recovery (recycling) on U.S. aluminum supply and nominal energy requirements (Minerals Metals & Materials Society (Ed.); pp. 913–918). Light Metals.
Duflou, J. R., Tekkaya, A. E., Haase, M., Welo, T., Vanmeensel, K., Kellens, K., Dewulf, W., & Paraskevas, D. (2015). Environmental assessment of solid state recycling routes for aluminium alloys: Can solid state processes significantly reduce the environmental impact of aluminium recycling? CIRP Annals, 64(1), 37–40. https://doi.org/https://doi.org/10.1016/j.cirp.2015.04.051
Gaustad, G., Olivetti, E., & Kirchain, R. (2012). Improving aluminum recycling: A survey of sorting and impurity removal technologies. Resources, Conservation and Recycling, 58, 79–87. https://doi.org/https://doi.org/10.1016/j.resconrec.2011.10.010
Gronostajski, J., & Matuszak, A. (1999). The recycling of metals by plastic deformation: an example of recycling of aluminium and its alloys chips. Journal of Materials Processing Technology, 92–93, 35–41. https://doi.org/https://doi.org/10.1016/S0924-0136(99)00166-1
Haase, M., & Tekkaya, A. E. (2015). Cold extrusion of hot extruded aluminum chips. Journal of Materials Processing Technology, 217, 356–367. https://doi.org/https://doi.org/10.1016/j.jmatprotec.2014.11.028
Hatayama, H., Daigo, I., & Tahara, K. (2014). Tracking effective measures for closed-loop recycling of automobile steel in China. Resources, Conservation and Recycling, 87, 65–71. https://doi.org/https://doi.org/10.1016/j.resconrec.2014.03.006
Milford, R. L., Allwood, J. M., & Cullen, J. M. (2011). Assessing the potential of yield improvements, through process scrap reduction, for energy and CO2 abatement in the steel and aluminium sectors. Resources, Conservation and Recycling, 55(12), 1185–1195. https://doi.org/https://doi.org/10.1016/j.resconrec.2011.05.021
Miller, W. S., Zhuang, L., Bottema, J., Wittebrood, A. J., De Smet, P., Haszler, A., & Vieregge, A. (2000). Recent development in aluminium alloys for the automotive industry. Materials Science and Engineering: A, 280(1), 37–49. https://doi.org/https://doi.org/10.1016/S0921-5093(99)00653-X
Nakajima, K., Takeda, O., Miki, T., Matsubae, K., Nakamura, S., & Nagasaka, T. (2010). Thermodynamic Analysis of Contamination by Alloying Elements in Aluminum Recycling. Environmental Science & Technology, 44(14), 5594–5600. https://doi.org/10.1021/es9038769
Olivetti, E. A., & Cullen, J. M. (2018). Toward a sustainable materials system. Science, 360(6396), 1396–1398. https://doi.org/10.1126/science.aat6821
Raabe, D., Tasan, C. C., & Olivetti, E. A. (2019). Strategies for improving the sustainability of structural metals. Nature, 575(7781), 64–74. https://doi.org/10.1038/s41586-019-1702-5
Shabestari, S. G. (2004). The effect of iron and manganese on the formation of intermetallic compounds in aluminum–silicon alloys. Materials Science and Engineering: A, 383(2), 289–298. https://doi.org/https://doi.org/10.1016/j.msea.2004.06.022
Tekkaya, A. E., Schikorra, M., Becker, D., Biermann, D., Hammer, N., & Pantke, K. (2009). Hot profile extrusion of AA-6060 aluminum chips. Journal of Materials Processing Technology, 209(7), 3343–3350. https://doi.org/https://doi.org/10.1016/j.jmatprotec.2008.07.047
Veronesi, P., Gaiani, S., Colombini, E., Poli, G., & Tisu, R. (2013). Recycling of alpha-titanium technological scrap for exhaust system parts manufacturing. Journal of Cleaner Production, 53, 332–340. https://doi.org/https://doi.org/10.1016/j.jclepro.2013.03.043
Zhang, Y., Sun, M., Hong, J., Han, X., He, J., Shi, W., & Li, X. (2016). Environmental footprint of aluminum production in China. Journal of Cleaner Production, 133, 1242–1251. https://doi.org/https://doi.org/10.1016/j.jclepro.2016.04.137
6-Les nouveaux matériaux : une solution pour produire de l’énergie décarbonée
6-1 Introduction
Danièle QUANTIN
Mots Clefs : Énergie
Les matériaux sont clefs pour l’énergie en particulier décarbonée, nucléaire, éolien, batteries, photovoltaïques…
Mais pour une production sécurisée, il faut aussi continuer à faire des recherches dans le domaine de l’industrie nucléaire, de la pétrochimie et des piles à combustible, domaines où les termes ‘conditions complexes’ prennent tout leur sens. Il faut effectivement y considérer des matériaux sous contraintes mécaniques et chimiques très fortes.
Dans un contexte de transition écologique voulue fortement par les citoyens, le challenge du stockage de l’énergie semble aussi un point crucial. Produire beaucoup d’énergie de façon propre et décarbonée est aujourd’hui à notre portée. Certains de ces moyens de production (si ce n’est tous) nécessitent par contre de stocker l’énergie produite par exemple via la filière hydrogène et celle des batteries. Ces deux technologies sont surtout envisagées dans les applications en mobilité où la puissance par kilo embarqué est le paramètre important et où l’aspect matériau (et sa durabilité) est une voie importante de progrès. Certaines autres applications du stockage, où l’encombrement importe peu mais où c’est l’énergie totale emmagasinée qui compte sont sans doute aussi à explorer (accumulateur red-ox, stockage par énergie potentielle mécanique ou hydraulique).
Au-delà de la production et du stockage, des problématiques spécifiques sont associées au démantèlement des équipements lourds, nucléaire mais aussi éolien dont le parc sera aussi à traiter assez rapidement (réparabilité, récupérabilité, recyclage, stockage des déchets).
Globalement, les enjeux sont :
- Développer les synergies nucléaire/non nucléaire sur les procédés émergents.
- Développer la place pour les start-up pour la synthèse et l’intégration des nanomatériaux en particulier.
- Renforcer une approche d’éco-innovation des composants pour les énergies.
6-2 Les matériaux pour les Nouvelles Technologies de l’Énergie dans un contexte d’Économie Circulaire
Étienne BOUYER – Frédéric SCHUSTER (CEA)
Mots Clefs : approche intégrée de l’énergie, synergie Nucléaire/NTE, efficacité matière, économie circulaire
- Introduction
Dans un contexte de mix-énergétique et d’approche intégrée de l’énergie, la R&D sur les matériaux et procédés revêt un caractère stratégique. Certes, les échelles de temps de développement entre les matériaux du nucléaire et les matériaux pour les NTE sont très différentes, il n’en demeure pas moins, qu’il existe des synergies importantes à développer entre ces domaines. Le couplage entre les différentes sources de production d’énergie induit également une recherche spécifique sur les matériaux entrant dans la constitution des composants « aux interfaces » entre ces différentes sources.
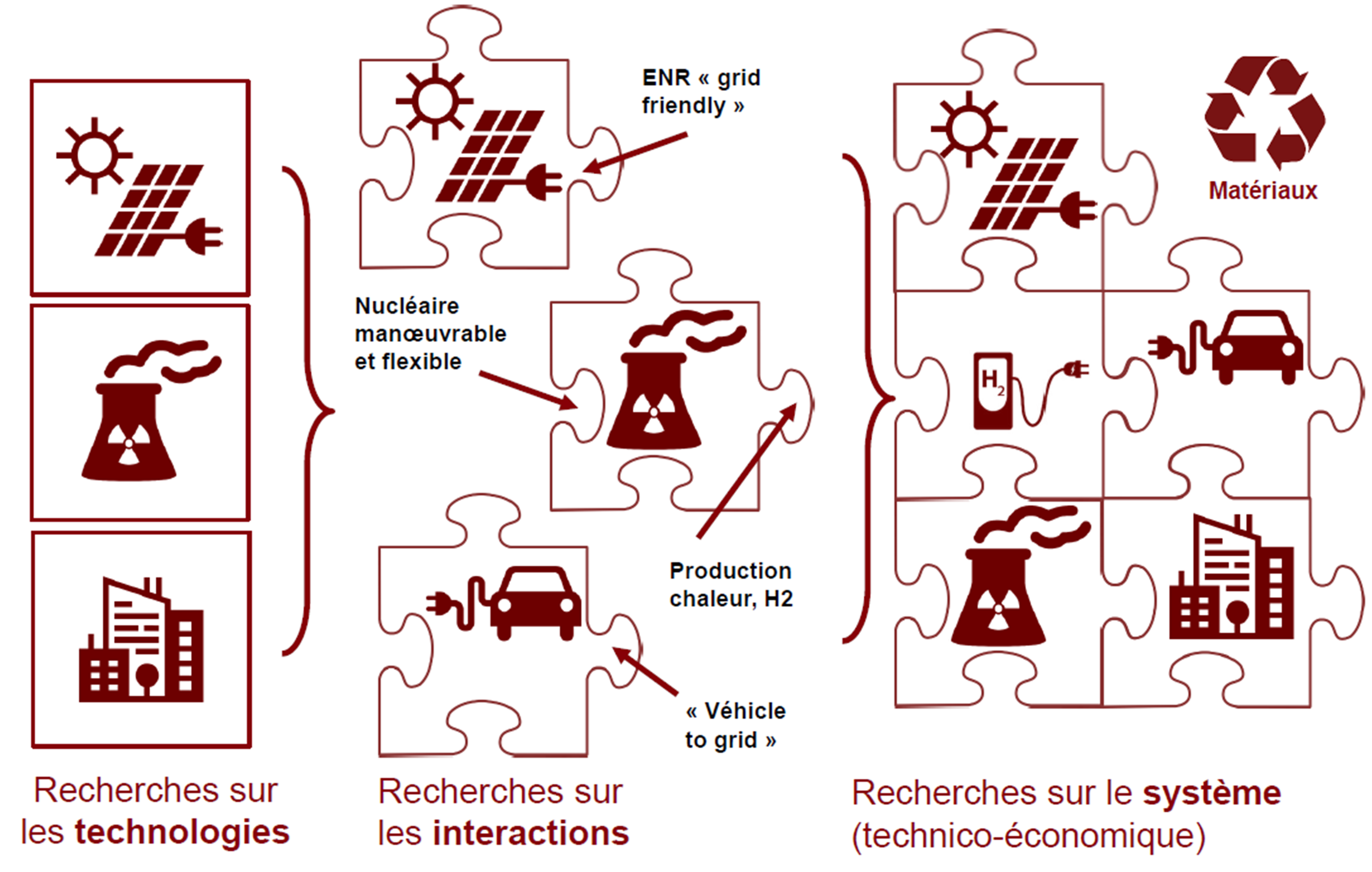
Figure 1 : Vision schématique de la recherche sur une approche intégrée de l’énergie au CEA
Dans le domaine de l’énergie nucléaire, les temps de développement des matériaux sont longs, les projets sont à long terme, il est nécessaire de développer une science prédictive pour prévoir le comportement des matériaux sur de longues périodes et sous irradiation. Dans le domaine des énergies renouvelables et des nouvelles technologies de l’énergie (NTE), le retour d’expérience est assez rapide, la concurrence entre les acteurs très importante, on recherche des procédés de production à bas coût, la place des nanomatériaux est très importante, ce qui conduit à la création de start-ups (ex Nawatechnologies sur les nanotubes de carbone pour supercondensateurs, Nanomakers pour la synthèse de nanopoudres cœur-coquille pour les électrodes de batteries…) et il faut gérer la problématique de la minimisation de l’utilisation des métaux stratégiques, de leur possible substitution ou de leur recyclage (ex platine des cœur de pile à combustible).
Bien que les R&D sur les matériaux du nucléaire et sur ceux des NTE soit donc bien différentes, des synergies sont cependant possibles et même souhaitables, en particulier en ce qui concerne le développement des procédés de fabrication émergents, comme la fabrication additive ou plus généralement la métallurgie des poudres (Compaction Isostatique à Chaud, Spark Plasma Sintering, synthèse de poudres « à la demande »), les procédés innovants d’ingénierie des surfaces (PVD ionisés, CVD basse température, ALD, Cold Spray, projection plasma de suspensions de nanopoudres etc…) ou le développement de procédés qui permettent d’intégrer des traceurs et des capteurs directement dans les composants pour suivre leur durabilité (smart fonctionnalisation).
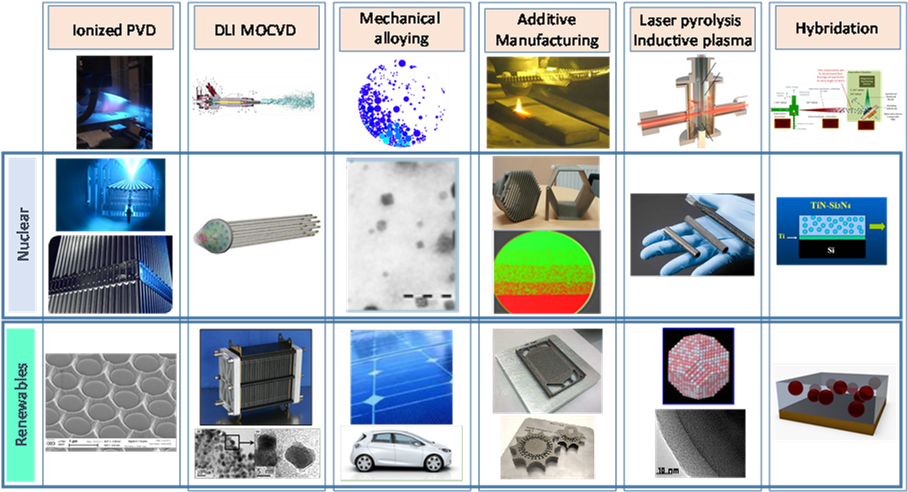
Figure 2 : Exemples illustrant les possibles synergies entre Nucléaire et NTE sur les procédés émergents
- Matériaux et procédés pour les Nouvelles Technologies de l’Energie
- Production
Le photovoltaïque (PV) est l’une des sources renouvelables les plus en croissance pour la production d’électricité grâce à la réduction continue des coûts des cellules, modules et panneaux complets et aux politiques nationales encourageant le déploiement de solutions PV. La technologie PV actuelle dans le monde est principalement basée sur des cellules en silicium. Malgré un fort développement de la R&D sur les matériaux de type pérovskite, motivés par une efficacité potentielle plus élevée et un impact plus faible (GES) que les cellules à base de silicium pendant leur fabrication et leur traitement, les cellules de silicium ont un avenir solide au moins pour la prochaine décennie.
Pour illustrer les tendances du PV, la figure 3 montre un large éventail d’applications. Cela couvre de nombreuses façons d’appliquer le PV, du champ du PV conventionnel au PV intégré dans les bâtiments (toit et / ou façade) ou en mobilité (routes, voitures, avion, pseudo satellite).

Figure 3 : Exemples d’applications du photovoltaïque
Les moyens de mettre en œuvre le «PV partout» sont multiples. Afin de réduire l’empreinte au sol, l’approche PV intégrée au bâtiment (BIPV) est encouragée. L’intégration dans le bâtiment ou dans des systèmes mobiles implique une forte réduction de poids. La réduction du poids implique une nouvelle conception où la réduction des quantités de matériaux est ciblée. Ce cercle vertueux pousse l’innovation vers la sobriété des matériaux pour diminuer l’épaisseur des différents matériaux nécessaires à la réalisation d’un panneau photovoltaïque. L’image montrée dans la figure 4 illustre une application militaire à l’étranger où le poids du panneau PV est réduit jusqu’à 4 kg / m2 contre 12 kg / m2 dans le domaine PV classique grâce à un effort global de conception.

Figure 4 : Exemple de déploiement de PV dans le domaine militaire
-
- Stockage
Le domaine en plein essor de la batterie Li-ion est fortement porté par l’émergence de la mobilité électrique. Les problèmes liés aux matériaux stratégiques (CRM : Critical Raw Materials) sont importants pour le déploiement de la batterie dans le monde entier. Le cobalt, le nickel, le graphite et même le lithium sont des substances sur lesquelles tous les acteurs sont attentifs à leur chaîne d’approvisionnement. De nombreuses activités sont orientées vers une substitution du graphite dont l’essentiel de la production provient de Chine. En raison de sa capacité spécifique théorique élevée (3579 mAh / g), le silicium apparaît comme une alternative intéressante au graphite pour les applications à haute densité d’énergie dans les batteries Li-Ion. Cependant, en raison d’énormes changements de volume lors de la lithiation / délithiation, une décrépitation rapide se produit avec une perte de performance. Les matériaux Core Shell Si @ C (cœur-coquille) sont synthétisés (par exemple par pyrolyse laser dans une installation de pyrolyse laser à double étage permettant le contrôle de l’organisation du cœur Si (amorphe ou cristallin) ainsi que de l’épaisseur de la coque).
D’autres exemples pertinents sont actuellement en cours comme la réduction de la teneur en cobalt dans la cathode. La nouvelle génération de batterie Li-ion pénètrera progressivement le marché, les nouvelles chimies pour anode, cathode et électrolyte sont motivées par une réduction de la teneur en CRM, une réduction des coûts et une demande croissante pour des dispositifs de batteries plus sûrs (c’est le cas de batteries à l’état solide). La figure 5 montre les différentes technologies qui devraient pénétrer le marché des batteries dans les prochaines années.
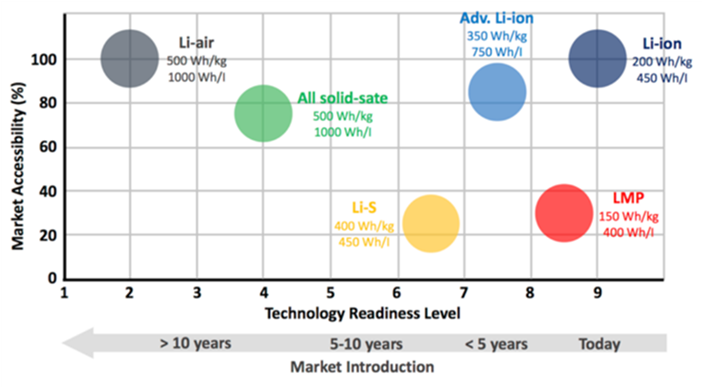
Figure 5 : Pénétration des différentes technologies de batteries
-
- Conversion
La pile à combustible PEM est un dispositif qui convertit l’énergie chimique en électricité sans émission de CO2, voir figure 6. Les réactions électrochimiques se produisant à l’anode et à la cathode nécessitent un catalyseur noble pour permettre une plage de températures de fonctionnement entre la température ambiante et 90 °C. L’un des principaux problèmes qui empêchent une plus grande pénétration d’une telle technologie est la teneur en métaux nobles. Plusieurs stratégies sont testées pour réduire le contenu PGM (Platinum Group Metal) ou les remplacer complètement.
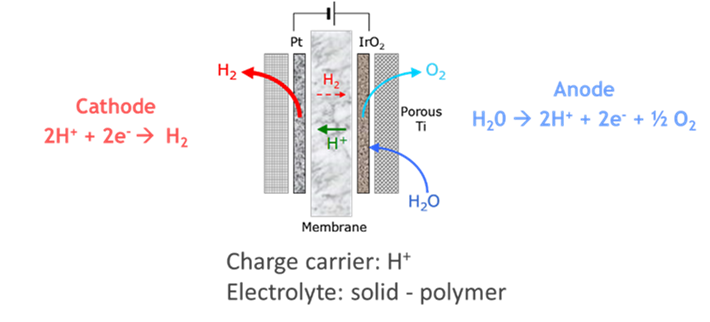
Figure 6 : Principe de fonctionnement d’une pile à combustible
S’inspirant de la structure et de la fonction d’enzymes naturelles appelées hydrogénases, de nouveaux électrocatalyseurs pour la production d’hydrogène (HER) et l’oxydation (HOR) ont été conçus, entièrement caractérisés et modélisés grâce à des méthodes de chimie théorique. Ces catalyseurs moléculaires sont basés sur des éléments abondants sur Terre tels que le fer, le nickel, le molybdène et le cobalt. La combinaison de cette approche moléculaire bio inspirée avec des outils nanochimiques (en particulier des techniques de modification de surface covalente et non covalente) a permis de développer les premiers matériaux électrocatalytiques sans métaux nobles pour une oxydation / production réversible de H2 dans des conditions compatibles avec les technologies PEM. Ces matériaux à base d’un complexe moléculaire Ni fixé sur des nanotubes de carbone ont en effet été testés en demi-cellule et se sont révélés actifs avec une très grande stabilité en fonctionnement.
Les matériaux carbonés dopés avec plusieurs hétéroéléments comme l’azote, ou le métal de transition comme le fer ou le cobalt, sont capables de catalyser la réduction de l’oxygène (ORR) en milieu acide avec une efficacité proche du catalyseur au platine. Le nano-carbone comme le graphène ou le nanotube ouvre la voie à une nouvelle ère pour ces catalyseurs, ils offrent une stabilité, une conductivité et une surface plus élevées par rapport au noir de carbone. De plus ces nouveaux matériaux offrent une grande polyvalence chimique qui permet d’utiliser plusieurs méthodes de greffage (covalente ou non covalente) ou de construire directement un site catalytique actif sur la surface du matériau. CEA/DRF/IRIG développe un catalyseur à base de graphène nanostructuré afin d’améliorer la diffusion de l’oxygène et des réactifs et d’augmenter la densité du site catalytique actif obtenu par dopage. De nouveaux précurseurs moléculaires à haute teneur en azote sont étudiés pour modéliser des catalyseurs de graphène fortement dopés à l’azote, et des approches bio inspirées sont également développées pour l’ORR.
L’intégration des nanomatériaux (ORR et HOR) dans une pile à combustible PEM fonctionnelle et entièrement sans métaux nobles a été réalisée. La mise en œuvre d’électrocatalyseurs abondants sur Terre dans les PEMFC doit être poursuivie afin d’augmenter la cyclabilité, la durabilité et la cinétique par rapport aux solutions PGM standard.
-
- Transport
Le transport d’électricité implique d’énormes quantités de matériaux conducteurs, soit pour les infrastructures fixes (réseau de transport et de distribution) dans un pays, soit pour les applications de mobilité, en particulier la mobilité électrique. L’un des matériaux conducteurs les plus utilisés est à base de cuivre. Les ressources primaires sont là (et limitées) mais leur extraction devient plus difficile (gisement de moindre qualité) avec des conséquences environnementales qui pourraient être localement importantes: en 1910, pour obtenir une tonne de cuivre (métal) il fallait extraire 55 tonnes de minerais alors que en 2010, 125 tonnes de minerais ont dû être extraites pour obtenir une tonne de cuivre.
Le plus gros avion commercial (Airbus A380) contient plus de 500 km de câbles électriques représentant environ 4 tonnes de matériaux, principalement des métaux comme le cuivre. Une nouvelle approche tente de remplacer le cuivre par des matériaux plus légers et abondants tout en maintenant ou même en améliorant les propriétés électriques.
Les nanotubes de carbone (CNT) sont de bons candidats car ils présentent une très bonne conductivité électrique, notamment sans influence sur la température et sur la fréquence, ce qui n’est pas le cas du cuivre. Les CNT sont des matériaux légers combinant de manière unique à la fois de bonnes propriétés électriques, thermiques et mécaniques. La question à laquelle il faut répondre est de savoir comment assembler à l’échelle macroscopique ces nanomatériaux tout en conservant leurs propriétés exceptionnelles. En combinant des techniques CVD (PACVD) pour faire pousser des tapis de CNT, puis de filage des tapis, il est possible de fabriquer des fils jusqu’à 15-20 µm de diamètre, voir figure 7.

Figure 7 : Exemple de filage de CNTs pour la réalisation d’un câble
Certains problèmes doivent encore être résolus, comme la faible densité de fil (qui diminue la conductivité électrique) ou la limitation de la construction de câbles avec un diamètre plus élevé (en mm ou en cm). Une option intermédiaire serait de construire des matériaux conducteurs composites en mélangeant du CNT et du cuivre afin de réduire la quantité du dernier.
- Enjeu N°1: développer les synergies nucléaire/non nucléaire sur les procédés émergents
- Enjeu N°2: développer la place pour les start up pour la synthèse et l’intégration des nanomatériaux en particulier
- Alerte / Enjeu N°3: renforcer une approche d’éco-innovation des composants pour les énergies
6-3 Vent d’innovation dans l’éolien
Delphine GARNIER, Sakina SEGHIR- Pôle de Compétitivité MATERALIA
Mots Clefs : mix-énergétique ; repowering ; reconditionnement, énergie renouvelable, énergie décarbonée
- Constat / situation Post COVID

Parc éolien de Carnon-Malandeau (Marne)
Chiffres clefs (1) : + 8 400 éoliennes installées en France, un parc d’une puissance cumulée de 17,1 GW (30 juin 2020), l’électricité éolienne couvre 7,2% de la consommation en 2019, et apporte 200 millions d’euros de recettes fiscales.
Puissances installées (2) : Vestas (5 170 MW), Enercon (4 206 MW), Senvion (2 492 MW)
Exploitants (3) : 1er ENGIE (2 584 MW), 2nd EDF (1 675 MW), Team (1 016 MW)
Emplois en France : 20 200 emplois, soit 31 % des bureaux d’études (expertises techniques, développeurs…), 23 % la fabrication de composants de fonderie (freins, brides, pièces mécaniques), 27% en ingénierie et construction (assemblage, génie électrique) et 19% pour l’exploitation et la maintenance
Contexte stratégique français : Le décret d’application publié le 23 avril 2020 par la PPE (Programmation Pluriannuelle de l’Energie) prévoit que la capacité de l’énergie éolienne augmente de 45% d’ici 3 ans. Or, en 2019 et 2020 la capacité éolienne installée n’a pas atteint l’objectif à 2 000 MW par an afin d’atteindre l’objectif de 34 GW de capacité cumulée raccordée en 2028.
Durant la Covid, les opérations de maintenance ont été assurées en respectant les gestes barrières et la supervision des parcs a été réalisée à distance. Pour preuve, la production moyenne entre mars et mai 2020 a été de +3,5% plus élevée qu’en 2019. En plein cœur de la crise sanitaire, les énergies renouvelables ont contribué à jusqu’à 39% du mix électrique français, dont 24% provenaient de l’éolien uniquement. La phase d’exploitation a été peu impactée et a démontré la résilience de la filière.
Concernant les projets en construction, ils ont été temporairement arrêtés en raison du confinement. Il est à noter que les délais de recours administratifs ont été prolongés jusqu’à la fin de l’été 2020 ; un impact à la baisse sera à craindre sur le volume de projets accordés en 2020 et 2021. La chaine de valeur sera touchée par ce ralentissement d’activité et par le report de certaines commandes.
L’impact sur le développement est réel en raison du ralentissement des procédures administratives, et de la suspension des concertations publiques. Ainsi, cet impact se mesure en plusieurs mois sur le planning prévu par les développeurs et risque de rendre difficile le respect des objectifs fixés par la PPE.
Coté Matériaux, une éolienne de 2 MW constitue un modèle standard en France, elle représente plus de 850 tonnes et comporte :
- 256 t de fer et d’aciers de différents grades,
- 24 tonnes de composites,
- 42 tonnes de fonte,
- 1,7 tonnes de câbles (cuivreux)
- Plus les revêtements en peinture époxy.
- Alerte / Enjeu N°1: Reconditionnement, revente des composants
Les nouveaux objectifs de recyclage ou de réutilisation sont décrits dans l’arrêté du 30 juin 2020, ils sont très ambitieux :
- 85% (hors fondation) de recyclage / réutilisation de la masse totale de l’éolienne (1), et 35% de la masse du rotor. Notons qu’une éolienne de 2 MW contient globalement 89,7 % de métal.
- l’excavation totale des fondations est désormais obligatoire (sauf contre-indication environnementale)
- la formule de calcul des garanties financières d’exploitation (article 20, annexe I) évolue : ces garanties s’élèvent désormais à 50 000 € par éolienne de 2 MW ou moins, et à 50 000 € + 10 000 € par MW pour les éoliennes de puissance supérieure à 2 MW.
- Recommandations/ Propositions : « Repowering » (reconditionnement / réutilisation des composants)
Les contextes environnementaux et les contraintes réglementaires montrent des disparités importantes en « repowering » ; ces éléments ont des conséquences économiques évidentes quant au choix d’extension de l’exploitation des parcs, ou concernant le renouvellement de ces derniers.
L’analyse du volume de pièces reconditionnées par les turbiniers et les gestionnaires de parcs est très confidentielle au point que nous ne pouvons pas avoir des statistiques cohérentes. Certains comme ERG, Nordex, Enertrag choisissent d’installer des centres de stockage de pièces reconditionnées, d’autres ont des accords avec leurs fournisseurs pour réaliser les reconditionnements (cas de General Electric). Le reconditionnement de composants serait une filière économique à structurer pour le secteur éolien, les expertises locales et les cycles de formation sont présents sur le territoire français.
- À NOTER
La maintenance préventive coûte entre 3 et 5 €/MW, la maintenance corrective coûte elle entre 5 et 10 €/MWh (La Compagnie du Vent, 2019) (3).
L’ACV (Analyse du Cycle de Vie) est basé sur des taux de recyclabilité théorique des métaux, ce sont des hypothèses prises par chaque entreprise souhaitant faire leur ACV. L’«ACV» reste un outil et non un moyen.
L’absence de critère de durabilité dans la réglementation européenne, et dans les appels d’offres français ne favorise pas suffisamment des initiatives d’écoconstructions, et rend difficile également à la construction d’une filière de reconditionnement sur le territoire français et européen.
Le marché de la revente des composants est très peu dynamique, et attentiste (3). Le coût des démantèlements onshore est très variable. Trois facteurs majeurs lui sont associés : les cours des métaux (cuivre, acier…) sont instables, le recyclage des composites n’est pas mature.
- Alerte / Enjeu N°2: Nouveaux modèles business
Les exploitants ne bénéficient plus d’obligations d’achat auprès d’EDF depuis 2016. Les exploitants de parcs vendent l’électricité produite directement sur le marché de gros et au prix du marché. EDF OA verse ensuite à l’exploitant un complément de rémunération.
Ainsi, de nouveaux métiers sont apparus comme d’agrégateur, il est un administrateur de flexibilité intermédiaire entre les producteurs d’électricité (injectant leur électricité sur le réseau) et les fluctuations de consommation et le marché de gros de l’électricité.
Parallèlement, les exploitants d’installations d’énergies renouvelables concluent des Power Purchase Agreement (PPA) avec une entreprise consommatrice (« Corporate PPA »), soit avec un négociant en électricité (« Merchant PPA »). Le prix garanti de l’électricité inspire plus de confiance aux gestionnaires de parcs, mais aussi aux partenaires financiers en termes de rentabilité des installations.
- À NOTER
Le prix moyen des projets sélectionnés pour l’éolien terrestre au dernier appel d’offres (avril 2020) est de 62,2 €/MWh. Une baisse tendancielle se dégage depuis la première période. L’éolien terrestre est compétitif face aux autres technologies de production d’énergie
Le prix moyen des projets sélectionnés pour l’éolien en mer ne cessent de baisser. Il était de 44 €MW/h sur 20 ans au dernier appel d’offres remporté à Dunkerque (juin 2019).
- Recommandations/ Propositions : filière stratégique du mix-énergétique
Les équipes se sont mobilisées plus que jamais afin d’assurer la sécurité et l’équilibre permanent du réseau électrique en 2020. Ce bon fonctionnement a été possible grâce au concours du régulateur, de tous les acteurs du secteur éolien (producteurs, gestionnaires de réseaux, fournisseurs), et au maintien des marchés de l’électricité.
La crise sanitaire a mis en exergue la nécessité de développer un réseau encore plus résilient et flexible, à savoir les « infrastructures numériques « : elles contribuent largement à ces deux objectifs en facilitant l’exploitation et la maintenance des réseaux au plus près des limites techniques.
- Alerte / Enjeu N°3: Optimisation de la performance
Des enjeux de performance dans l’exploitation et la maintenance des parcs éoliens se portent essentiellement sur les analyses de potentiel de vent, puis la gestion des énergies variables et prédictibles. On peut mettre en avant quatre axes majeurs de recherche, d’innovation et de développement pour la profession éolienne : elles concernent les technologies de stockage multiservices complétés par les aspects de synchronisation, puis les projets relatifs à l’activation ponctuelle de flexibilités locales, la réduction des coûts en matières premières, et enfin la gestion de l’écrêtement de production.
- Recommandations/ Propositions : Management de la maintenance
Les stratégies de maintenance sont fondées sur une politique d’optimisation de fabrication d’électricité, et la performance des composants. On constate que les nouveaux modèles de business et techniques mettent en équation les performances des composants clefs (génératrice, rotor), l’anticipation des pannes et l’estimer leurs coûts de maintenance. Ce modèle est utilisé en particulier pour les parcs sortis de contrats de rachat d’électricité.
La filière éolienne continue à répondre à ces enjeux clés sur ces 3 grands axes : intégration dans son environnement, optimisation de la production et de la performance. Cette filière continue à s’appuyer de l’innovation et de la R&D pour renforcer sa compétitivité comme par exemple la digitalisation pour augmenter l’efficacité de production/performance ou encore la robotique, améliorations continues du design avec de nouveaux matériaux, la maintenance prédictive…
(1) Source FEE (France Energie Eolienne), 31 12 2019
(2) Source Etude Capgemini, 31 12 2019
(3) Source AD3R, 21 10 2019
6-4 Matériaux et transition énergétique
Jean François PIERSON – Institut Jean Lamour / Laboratoire CP2S
et François MONTAIGNE pour le Projet MiNaMat*
*Institut de Physique et Chimie des Matériaux de Strasbourg (IPCMS), Institut de Science des Matériaux de Mulhouse (IS2M), Institut Jean Lamour (IJL)
Mots Clefs : Énergie, Hydrogène, nanomatériaux, électrolyse
- Constat Post COVID sur le thème
La cible Française du Zéro Carbone en 2050 (neutralité Carbone) c’est-à-dire un montant d’émission égal au montant de l’absorption du CO² émis est un challenge ambitieux et difficile qui nécessite de nombreux projets dits de « Décarbonation ».
L’hydrogène-énergie fait partie des solutions potentielles et sa fabrication fait l’objet de projets nombreux à des niveaux de TRL variés allant jusqu’aux équipements de production industriels, de l’exploitation de la biomasse à l’électrolyse (avec de l’électricité verte) sans compter les aspects stockage et transport de cette petite molécule qui diffuse facilement.
Une autre problématique est globalement celle du stockage de l’énergie (énergies renouvelables) et particulier sous forme électrochimique.
De nouveaux matériaux sont nécessaires pour accompagner ces challenges et un projet emblématique MiNaMat « Micro et Nano Matériaux vers une meilleure efficacité énergétique » a été lancé.
- Alerte / Enjeu N°1: Production d’hydrogène décarboné : développement de photo(électro)catalyseurs pour la photolyse de l’eau
Dans la perspective du développement durable et de la réduction des émissions de gaz à effet de serre, l’hydrogène apparait comme un maillon essentiel de la transition énergétique à condition d’avoir une production décarbonée (moins de 5% actuellement). Il s’agit d’un vecteur énergétique très versatile qui peut permettre de stocker massivement les énergies renouvelables intermittentes. Les applications de l’hydrogène « vert » sont multiples et vont de la substitution de l’hydrogène issu du gaz naturel dans le secteur industriel jusqu’au transport, y compris lourd (bus, trains, camions). Il est donc nécessaire d’accroitre radicalement sa production mais également de diversifier les sources d’approvisionnement. Parmi les voies possibles de production de H2 décarboné (valorisation de la biomasse, électrolyse de l’eau à partir d’énergies renouvelables, bio-production, etc.), la décomposition photo(électro)catalytique de l’eau est une des solutions les plus prometteuses, à la fois en termes de coût et d’impact environnemental. Ce procédé utilise un photocatalyseur dispersé ou immobilisé sur un support. L’irradiation du catalyseur immergé dans une solution aqueuse permet la génération d’H2 de grande pureté en utilisant l’énergie solaire. Néanmoins, en raison de la complexité des mécanismes mis en jeu lors de la réaction (absorption de la lumière, transport de charges, catalyse des réactions…), il est difficile de trouver des matériaux répondant à l’ensemble des critères requis. Le principal enjeu consiste à développer des catalyseurs dont les rendements de conversion de l’énergie solaire pour la production d’H2 sont supérieurs à 10% avec des matériaux constitués d’éléments abondants, bon marchés et peu toxiques. Différentes stratégies sont à l’étude pour augmenter les rendements de conversion des matériaux photocatalytiques parmi lesquelles on peut citer le dopage anionique et/ou cationique, la nanostructuration, la fonctionnalisation de surface ou encore le développement de matériaux hétérostructurés.
- Alerte / Enjeu N°2: De nouvelles solutions de stockage électrochimique de l’énergie
La réduction de la consommation d’énergies fossiles ainsi que la production d’énergies renouvelables sont des objectifs incontournables de la transition énergétique. Le développement d’une énergie sûre, durable et compétitive est primordial. La diversification des sources énergies pour parer à l’épuisement des ressources fossiles est devenue un défi scientifique et technologique majeur. De nombreuses sources d’énergies renouvelables sont utilisées pour la production d’électricité parmi lesquelles l’énergie solaire ou l’énergie éolienne qui apparaissent comme des alternatives pertinentes à l’énergie d’origine nucléaire. Cependant, l’intermittence de leur production d’électricité nécessite la mise en place de systèmes de stockage et de conversion énergétique pour assurer le lissage énergétique et une certaine indépendance. Parmi les différents systèmes de stockage de l’énergie, la batterie Li-ion est une des technologies les plus compétitives, puisqu’elle présente une densité d’énergie élevée, un très bon rendement et une longue durée de vie. Très utilisées pour des applications mobiles, elles possèdent également tous les prérequis pour le stockage stationnaire ; cependant la demande en lithium est en constante augmentation et des alternatives à l’utilisation de ce métal doivent être recherchées. Les batteries Na-ion par exemple, même si elles présentent des densités d’énergie inférieures, représentent une technologie en parfaite adéquation avec les concepts du développement durable, le sodium étant nettement moins cher et plus accessible pour l’Europe que le lithium. Elles pourraient constituer une alternative aux accumulateurs Li-ion, en particulier pour le stockage stationnaire de l’énergie intermittente. L’avenir de ce type de dispositifs repose sur les matériaux bien sûr, mais également sur les électrolytes et les nombreuses interfaces présentes en leur sein. Le développement de capteurs, placés à des endroits stratégiques, sera également un enjeu majeur pour l’augmentation de la durée de vie de ces batteries, et pourra générer des phénomènes d’autoréparation.
- Alerte / Enjeu N°3: De nouveaux micro et nano matériaux pour une meilleure efficacité énergétique
Le Projet MiNaMat ciblé sur le développement de nouveaux micro et nano matériaux pour une meilleure efficacité énergétique a démarré par la mise en place de trois plateaux techniques interconnectés de tout premier plan : élaboration, caractérisation et micro et nanostructuration des matériaux.
Le travail de recherche sera développé conjointement par trois instituts. Ce projet repose sur l’excellence et la complémentarité scientifiques des partenaires matérialisé par de nombreux projets ainsi que la longue histoire de projets communs et de multiples collaborations fructueuses. Pour exemple les équipes de l’IPCMS et de l’IJL viennent de publier dans la revue Communications Physics leur étude sur un dispositif expérimental de spintronique permettant de récupérer de l’énergie à partir des fluctuations de la température ambiante. L’IPCMS et l’IS2M ont également développé récemment, dans deux articles successifs publiés dans la revue Advanced Materials, un nouveau concept de composant de spintronique et de nanoélectronique à électron unique pour les technologies de l’information post-CMOS à consommation ultra-faible, puisqu’étant capable de n’utiliser que la fraction de courant minimum théorique à savoir un seul électron. Cet axe de recherche pourrait s’avérer révolutionnaire pour la génération d’électricité propre, il sera largement développé dans le projet MiNaMaT. Les trois instituts travaillent ensemble depuis plus de 30 ans.
Nouvelles Micro- et Nano-technologies pour une électricité verte abondante
Afin de garantir notre sécurité énergétique dans un monde marqué par le dérèglement climatique, les énergies renouvelables doivent se substituer aux énergies fossiles. Cependant, toutes les stratégies de récolte d’énergie présentent des limites : i) Les sources naturelles atteignent des densités de puissance Pd≃100mW/cm2 (solaire) mais n’opèrent pas 24/7 ; ii) les sources artificielles (RF, gradients thermiques…) lorsqu’elles sont présentes, sont autonomes mais limitées (Pd 10^2-10^8 fois plus faible).
L’IPCMS et l’IJL développeront en particulier dans ce projet une nouvelle approche permettant de transformer la chaleur ambiante en électricité. Résumée sur le site web www.spinengine.tech et médiatisée par le CNRS et l’U. de Strasbourg, cette approche combine des concepts de spintronique et de physique quantique. Développer cette technologie permettrait une Pd bien supérieure à l’irradiation solaire sur Terre.
L’IJL utilisera le plateau Elab implanté sur le TUBE DAUM pour fabriquer des hétérostructures à base de MgO un espaceur post-CMOS couramment utilisé en spintronique à l’échelle industrielle. L’IPCMS utilisera son cluster ‘Hybride’ pour fabriquer des hétérostructures à base d’espaceurs moléculaires. L’IPCMS mettra en place une chaine technologique permettant de façonner ces hétérostructures post-CMOS en dispositifs de récolte thermique sous forme de nano-piliers verticaux. Cette chaine aura pour particularité d’avant-garde de ne pas exposer la couche active aux résines, solvants et eau habituellement utilisés. Ceci permet l’intégration de matériaux fonctionnels post-CMOS (ex : molécules dotées de centres paramagnétiques nécessaires pour le récolteur).
- Meilleur stockage de l’énergie
Nano-matériaux pour le stockage d’énergie : L’IS2M a une expertise importante (réseau RS2E) dans le domaine du stockage d’énergie avec notamment les batteries électrochimiques Li-Na-K-ion ou les supercondensateurs réalisées à partir de matériaux carbonés hybrides à propriétés contrôlées. L’institut a été impliqué dans la mise au point du premier prototype de batterie Na-ion (communiqués de presse CNRS) :
https://lejournal.cnrs.fr/articles/batterie-sodium-ion-une-revolution-en-marche
http://archives.cnrs.fr/inc/article/vix2
Les études portent sur la compréhension des mécanismes d’intercalation et leur optimisation à la fois pour améliorer les capacités de stockage mais également dans les procédés de fabrication de nouveaux matériaux à propriétés contrôlés avec la mise en œuvre de méthodes de synthèse originale et respectueuse de l’environnement (précurseurs « verts », solvants aqueux et faibles consommations d’énergie).
Une autre forme de stockage d’énergie est également étudiée à l’IS2M. Il s’agit du stockage d’énergie d’origine mécanique qui est convertie en énergie interfaciale au cours de l’intrusion d’un liquide non-mouillant (eau ou solution aqueuse d’électrolytes) dans un matériau microporeux hydrophobe, permise lors de l’application d’une force mécanique. Les recherches dans ce domaine s’orientent vers l’utilisation de nouveaux matériaux poreux et notamment les Metal-Organic Frameworks (MOFs).
Dans le cadre de ce projet, les mécanismes de charge/décharges (intrusion/extrusion) seront étudiés in operando dans des cellules en phases hétérogènes liquide/solide. Les travaux viseront à l’élaboration d’autres formes d’anodes de batteries (micro/nano structuration par voie de photochimique, synthèse et fonctionnalisation de matériaux poreux) dans une recherche de miniaturisation et à l’étude et l’utilisation à l’échelle mésoscopique de ces matériaux avec l’utilisation de la station de nanoprobing (NanoteraHertz) sous MEB ou microscopie optique et en cellule liquide AFM. Nous nous intéresserons plus spécifiquement aux supercondensateurs où le cycle de charge ne nécessite pas de réaction chimique (oxydo-reduction) comme dans le cas des batteries mais une migration par action d’un champ électrique, des ions dans le matériau poreux. Les voies possibles de charges couplant ces deux a
- Sobriété énergétique : Nano-Matériaux pour le stockage de l’information
Les données numériques générées annuellement à travers le monde se comptent désormais en zettaoctets, soit en milliers de milliards de milliards d’octets. La croissance est si forte que les deux dernières années ont produit à elles seules 90 % des données mondiales. Les recherches de l’IDC (International Data Corporation) montrent que la quantité de données engendrées à l’échelle mondiale continuera à doubler tous les deux ans et atteindra 163 zettaoctets d’ici 2025, soit environ dix fois la quantité de données produites en 2017. Dès lors, l’explosion de la production de données, nécessitant des moyens de stockage et d’analyse de plus en plus importants et, par conséquent, une utilisation croissante de matériaux, pour certains rares, et toujours davantage d’énergie, pose un réel problème en matière d’impact environnemental.
Dans le cadre de ce projet nous allons étudier l’action combiner de pulse ultra-court de lumière ou de courant permettant de retourner l’aimantation et donc de stocker l’information en améliorant l’efficacité énergétique
Dans ce domaine du stockage de haute densité et à faible coût énergétique, la recherche s’est emparée des matériaux 2D d’épaisseur ultime (une couche atomique) comme le graphène associé à d’autres matériaux 2D ou 0D (point quantiques) dans des hétéro-structures dites van der Waals (vdWs). Contrairement à la réalisation d’empilements de couches par croissance de type top-down (3D-2D), l’utilisation des matériaux 2D en structures van der Waals résout les problèmes de contrôle des interfaces qui deviennent prédominantes quand les tailles des dispositifs sont fortement réduites notamment en spintronique. La possibilité de mixer différents types de matériaux 2D, conducteurs, semi-conducteurs, isolant (nitrure de bore hexagonal…) et plus récemment 2D magnétiques, ouvre des perspectives de recherche et d’application inattendues. Un axe de recherche entre l’IPCMS et l’IS2M formalisé par l’ANR MIXES (plusieurs articles en commun) consiste à la réalisation et l’étude de nouveaux dispositifs quantiques (jonction tunnel 0D-2D, filtres de spin 2D) mettant également en jeu le spin de l’électron. Ces dispositifs à blocage de Coulomb ou plus récemment magnéto-coulomb sont réalisables sur différents types de matériaux 2D et seront intégrés dans des structures van der Waals plus complexes avec notamment des 2D magnétiques. L’IPCMS est un expert reconnu dans l’étude de nanocomposants post-CMOS à base de matériaux 2D, avec déjà plusieurs démonstrateurs novateurs de filtre de spin pour l’électronique de spin, de mémoire à un électron, ou de photodétecteurs pour le photovoltaïque. L’IS2M étudie depuis quelques années la façon de fonctionnaliser le graphène par différentes méthodes notamment l’intercalation de métaux et plus récemment les lanthanides pour leurs propriétés magnétiques pour certains, la possibilité de doper très fortement en électrons le graphène et leur aptitude à s’intercaler très facilement sans utiliser de défauts structuraux. Dans le cadre de ce projet, nous optimiserons les conditions d’intercalation pour stabiliser des couches magnétiques 2D entre deux couches de graphène ou dichalcogénure dans une hétérostucture van der Waals. Les propriétés de transport, magnéto-transport seront alors étudiées dans les conditions optimales offertes par notre projet MiNaMat.
- Vers une sobriété énergétique dans la synthèse, l’utilisation et le recyclage de matériaux polymères
L’optimisation des coûts en énergie et plus globalement du cycle-synthèse-utilisation-recyclage des polymères (plus généralement les plastiques), devient un enjeu fondamental pour notre planète. L’IS2M s’intéresse très activement à ces questions notamment dans la synthèse de nouveau matériaux polymères, organiques-inorganiques hybrides, par la revalorisation de matériaux et l’invention/l’utilisation de nouveaux concepts ou l’efficacité énergétique peut-être intégrée comme une fonctionnalité dans la structure même du matériau. C’est le cas d’une approche innovante pour laquelle l’IS2M est précurseur, la NIR-LHC (Near-Infra-Red-Light to Heat Conversion), approche qui consiste à intégrer dans des photo-polymères des molécules, flocons de graphène fonctionnalisés, ou nano-structures organiques-inorganiques, qui ont la propriété de dégager une grande quantité de chaleur, localement (la température de près de 325°C a pu être atteinte avec certains composés) sous irradiation proche IR (donc à faible coût énergétique). Cette fonctionnalité peut être utilisée comme photo-amorceurs pour polymériser les matériaux mais également pour les dégrader (de-polymériser) et permettre leur recyclage à moindre coût. Il a été calculé que, comparé aux méthodes classiques utilisées dans le cycle de vie d’un polymère, ces nouvelles approches pourraient réduire le coût énergétique de près de 80%. Dans le cadre de MiNaMat, nous allons étudier à l’échelle nano, les mécanismes mis en jeux dans cette conversion énergétiques en adaptant ces systèmes à la station de nanoprobing sous MEB et les technique AFM dérivées. Les potentialités de cette approche en termes de réalisation de nano-dispositifs seront exploitées grâce à MiNaMat.
6-5 Matériaux et procédés pour l’énergie nucléaire
Emmanuel Herms (CEA + SFEN/Section Technique 2)
Jean Dhers (Framatome)
Mots Clefs : Energie, nucléaire, vieillissement, réacteurs avancés, fabrication avancée, Fukushima, recyclage
Contexte général concernant les matériaux pour l’énergie nucléaire
Le nucléaire n’a pas été impacté significativement par le COVID car la fourniture d’électricité est une exigence permanente. Cependant il y a eu deux conséquences, la baisse de cette consommation d’électricité et le report de maintenance de réacteurs. Les enjeux actuels concernent ainsi principalement :
- La maîtrise du vieillissement du parc
- L’accroissement de la sûreté
- La capacité à faire évoluer les concepts pour les réacteurs des générations futures
- La maîtrise du vieillissement du parc
L’âge moyen des réacteurs est de 35 ans environ avec une limite de conception originellement fixée à 40 ans mais qui pourrait, en pratique atteindre 60 ans. Cela va nécessiter des investissements (le grand carénage), et des démonstrations auprès des autorités de sûreté.
Le vieillissement des composants en milieu circuit primaire du nucléaire est un enjeu majeur de la prolongation de nos réacteurs, et un enjeu financier important. Cela demande la maitrise des mécanismes de vieillissement et leur simulation pour pouvoir mieux les prédire. Ce vieillissement est à la fois thermique et sous irradiation, et concerne aussi bien les aciers que les polymères des câbles. D’autres aspects potentiels concernent la régénération des structures vieillies par traitement thermique ou la recherche de nouvelles nuances vis-à-vis des problématiques de corrosion sous contrainte.
- L’accroissement de la sûreté
Dans le contexte de l’accroissement de la sûreté lié au Post Fukushima, un enjeu important porte sur la résistance de la gaine du combustible qui, en cas d’accident grave réagi avec la vapeur d’eau et produit des quantités élevées d’hydrogène. L’amélioration de la tenue de cette gaine vis-à-vis de la vapeur d’eau génère une compétition mondiale. Il y a des solutions court terme qui apparaissent (revêtement de Cr) et il faut travailler sur des solutions plus fiables à moyen et long terme (céramique, HEA…).
- La capacité à faire évoluer les concepts pour les réacteurs des générations futures
Les réacteurs avancés ne sont pas prévus avant 2030 pour les SMR et 2050 pour les réacteurs de Génération IV.
Les petits réacteurs modulaires (Small modular Reactors-SMR) sont des réacteurs à Eau Pressurisée (Pressurized water reactors- PWR) avec cependant quelques innovations, soit dans les composants eux-mêmes (échangeur de chaleur), soit dans les techniques de fabrication (compaction isostatique à chaud, Diode Laser, soudage Electron Beam…).
Les réacteurs de génération IV sont des réacteurs qui peuvent fonctionner à haute température (500°C ou plus), dans des milieux corrosifs divers (métal liquide, sels fondus). Il y a là tout un boulevard de R&D une fois le type de réacteur choisi (tenue mécanique à haute température, corrosion, effet de l’irradiation…). Framatome est impliqué dans les réacteurs au sodium, les réacteurs haute température et les réacteurs à sels fondus. Il est indéniable que les études de génération IV ont contribué à mieux connaitre la tenue à la corrosion et à la haute température de plusieurs alliages métalliques, notamment dans les options « métal liquide »(plomb, sodium) et surtout dans l’option « sels fondus »; les études des circuits ou gaines combustibles d’Astrid ont permis de comparer entre elles diverses nuances d’aciers austénitiques et martensitiques. La caractérisation (mécanique, microstructurale) des équipements de réacteurs à l’arrêt (comme Phenix) a aussi été envisagée: Ces travaux ont donc permis des avancées en matière de méthodes et de données, mais pas de décision de construire en France à court terme en relation avec l’évolution de la démarche générale relative à la génération 4. Une démarche de collaboration est engagée depuis de nombreuses années entre les acteurs Français et internationaux sur la conception de systèmes de Génération 4. Le GIF (Gen4 International Forum) reflète ces échanges.
Même si le nucléaire est très conservateur dans le choix de ses matériaux, des besoins d’étude mais aussi de nouveaux matériaux sont apparus pour répondre aux défis du vieillissement, de l’accroissement de la sûreté, et des réacteurs avancés. Néanmoins, pour que ces nouveaux matériaux soient homologués par des codes tels que ceux gérés par l’AFCEN (notamment RCC-M et RSE-M), il faudra prendre en compte l’instruction usuelle nécessaire à la codification qui devrait, dans l’idéal, être accélérée. L’exemple récent du cas de l’inconel 617 dans l’ASME montre que cette évolution est en cours.
Perspectives d’innovations dans le domaine de la science et de l’ingénierie des matériaux pour l’énergie nucléaire
Plus encore que pour le cas de beaucoup d’autres industries, le choix des matériaux dans l’industrie nucléaire est fortement influencé par les processus inhérents à la qualification règlementaire. L’accent particulier nécessairement mis sur l’évaluation de la sûreté des composants a complexifié l’adoption des nouveaux procédés de fabrication qui devaient ainsi avant leur déclinaison dans le secteur nucléaire voir finalisé tout le processus réglementaire de qualification et de normalisation propre à la filière.
Néanmoins, l’évolution conjointe de ces nouveaux procédés en regard de celle du tissu industriel hexagonal et des contraintes propres à la maintenance et à l’approvisionnement permettent d’envisager plusieurs avantages significatifs à l’adoption de certains des nouveaux procédés de fabrication émergents, tels par exemple que :
- Prototypage rapide et raccourcissement du délai d’approvisionnement pour des pièces standardisées
- Re-engineering de composants ou de parties de composants dont la filière d’approvisionnement s’avère obsolète et donc alternative en tant que stratégie de maintenance
- Reconception de certains composants au-delà des standards usuels des moyens de fabrication traditionnels et donc accès à des fonctionnalités améliorées
- Alternative technico-économique aux modes de fabrication existants
- Enfin, comme dans le cas d’autres industries, les nouveaux procédés peuvent dans certaines situations contribuer à promouvoir la résilience de la chaine d’approvisionnement
Les procédés de fabrication additive sont directement pourvoyeurs d’une alternative potentielle lorsque l’exploitant fait face aux trois premiers besoins, les procédés de CIC peuvent s’ajouter à ces derniers dans le quatrième cas.
Une spécificité des procédés de fabrication additive est que ces derniers peuvent aussi offrir une stratégie directe de réparation accessible à l’échelle du site d’exploitation concerné et donc une alternative concrète à la démarche de maintenance.
Enfin, les procédés d’application de revêtements connaissent une évolution très rapide et voient leur domaine d’application potentiel s’élargir en lien avec la reconception de certains composants de réacteurs dans le cadre d’une approche systématique fonctionnelle de ces composants.
On peut citer les exemples de prospects qui suivent dans le cas des réacteurs nucléaires électrogènes, des réacteurs expérimentaux et grandes infrastructures expérimentales intéressant les activités nucléaires (fusion) :
- Dans le cas des réacteurs nucléaires de 4eme génération, les concepteurs se sont trouvés face à certaines impossibilités de conception pour des composants d’internes de cuve pour lesquels les tolérances et procédés de fabrication usuels n’étaient pas compatibles avec les exigences fonctionnelles envisagées [1]. En pratique les procédés de fabrication additive se sont avérées des recours potentiels dans ce type de cas : dans le cas de la préconception de réacteurs de 4eme génération par exemple, des études de faisabilité ont montré que le procédé de fusion sur lit de poudre était susceptible de constituer une option réaliste de fabrication pour des pièces très complexes très difficilement réalisables par les procédés classiques sauf au prix d’une dégradation des exigences fonctionnelles prescrites. Les mêmes procédés ont été envisagés pour des composants hors-cœur suffisamment complexes tels que les échangeurs sodium/gaz [2]. Plusieurs interrogations initiales concernant les matériaux obtenus par voie additive étaient liées à leur performance en termes de durabilité, le niveau de leurs propriétés mécaniques en comparaison avec les matériaux forgés et leur tenue sous irradiation pour les composants « in-core ». La qualité des microstructures obtenues, a minima sur les matériaux conventionnels tels que les alliages inoxydables austénitiques, s’est néanmoins fortement améliorée et les paramètres la conditionnant sont progressivement mieux connus. Les inquiétudes portant sur l’inhomogénéité métallurgique (effet de texture) et la tenue mécanique se lèvent ainsi progressivement [3] même si les exigences de reproductibilité et de durabilité impliqueront des progrès en termes de R&D pour confirmer ce bon comportement d’ensemble. Dans ce cadre, l’optimisation des procédés complexes tels que la fabrication additive fait d’ailleurs l’objet de nouvelles études sur l’apport de l’Intelligence Artificielle à la maîtrise de ces nouvelles technologies et en particulier du lien entre paramètres d’élaboration/microstructures/propriétés d’usage
- Dans le domaine des réacteurs nucléaires électrogènes, le cycle de réalisation de certains composants complexes peut être grandement facilité via l’utilisation des méthodes de fabrication additive ou de CIC. Les initiatives dans le domaine nucléaire identifiées à l’étranger dans cette perspective, montrent les mêmes tendances d’ensemble : la réalisation des composants supérieurs des générateurs de vapeur est par exemple un des cas d’intérêt en raison du caractère géométrique complexe de ces pièces. De premières investigations concernant la tenue des matériaux dans les conditions « in core » semblent encourageants y compris sous irradiation même si la validation formelle de ces aspects nécessitera un volant de R&D encore significatif [4, 5]. En pratique, la situation évolue rapidement et le premier composant « in core » a été placé en réacteur au sein d’un assemblage combustible en mai 2020 dans le réacteur PWR Byron 1 opéré par l’électricien Exelon aux États Unis. Concernant la technologie de compaction isostatique à chaud (CIC) et, à l’image de ce qui s’est passé pour les composants subsea dans le domaine pétrolier, cette méthodologie de fabrication pourrait constituer une alternative technico-économique réaliste aux composants moulés et plusieurs initiatives sont en cours en ce sens. En ce qui concerne les produits moulés, leur spécificité métallurgique (structure austéno-ferritique) implique de plus une sensibilité limitée au vieillissement dans les conditions d’exposition au milieu réacteur ce qui renforce l’intérêt de l’accès à de nouvelles modalités de fabrication. Dans certaines situations spécifiques, le procédé SPS (Spark Plasma Sintering) pourrait aussi constituer un complément ou une alternative au procédé CIC.
- Pour des installations à caractère plus exploratoire visant à la démonstration de la fusion nucléaire, les procédés de CIC et de fabrication additive sont envisagés en vue de faire face à des défis en termes de conception et de réalisation de composants exposés à des conditions très sévères de service (température, irradiation) et aussi car ils constituent le seul moyen d’obtenir un schéma réaliste de fabrication pour des pièces multi-métalliques. Ces techniques sont ainsi envisagées pour la réalisation de certains constituants du divertor et de l’enceinte des futurs Tokamaks DEMO et ITER [6, 7, 8]. Les procédés de fabrication additive constituent aussi une alternative d’intérêt pour la réalisation de certains composants des Stellarators [9, 10]. Les difficultés de réalisation, en particulier des bobines hélicoïdales, qui sont dues au design très complexe des Stellarators ont, en effet, été reconnues dès l’origine comme un des obstacles principaux à leur développement. Le développement en cours de matériaux à gradients de composition permettra aussi, en particulier au service de ces conceptions très complexes, de faciliter le recours à des composants multi-matières tout en préservant les propriétés fonctionnelles exigées par les concepteurs.
- Enfin, le développement des revêtements offre de nombreuses alternatives permettant une approche d’évolution incrémentale pour les réacteurs électrogènes actuels et potentiellement les réacteurs des futures générations. Un cas emblématique est la réalisation de combustibles « tolérants aux accidents » via l’application de dépôts de chrome sur les alliages de zirconium [11]. Ce revêtement déposés via les techniques de PVD ionisé de type HiPIMS (High Power Impulse Magnetron Sputtering) vise à limiter au maximum les phases d’oxydation en phase vapeur de la gaine combustible envisagées dans un cycle accidentel hypothétique. Le transfert technologique de cette démarche est actuellement en cours avec de premières étapes de qualifications. Une étape complémentaire est en cours de développement visant à réaliser à plus long terme un revêtement interne de type CrCx sur les tubes de gainage combustible en vue d’augmenter leur résistance à l’oxydation à haute température même en cas de perte d’intégrité mécanique. Le développement et le paramétrage d’un procédé dédié de type DLI-MOCVD (Direct Liquid Injection Metal Organic Chemical Vapor Deposition) est en cours dans cet objectif et les premières étapes de faisabilité ont été franchies [12, 13]. Ce type de revêtement interne pourra aussi permettre d’envisager une gestion facilitée de l’Interaction Pastille Gaine dans les assemblages combustibles et donc optimiser le pilotage et à travers ce dernier la manœuvrabilité des réacteurs. L’évolution des dépôts durs (alternatives aux alliages de type stellite) et leur réparation est un autre exemple d’application des nouveaux procédés mais de nature plus évolutionnaire. Les nouveaux revêtements sont en cours d’évaluation vis-à-vis de l’optimisation de la démarche anticorrosion sur l’aval du cycle pour les matériaux constitutifs des usines de retraitement du combustible usé soumis à des conditions chimiques très sollicitantes. Dans cette perspective d’utilisation, les procédés HIPIMS ou Cold Spray sont très prometteurs. Les développements en cours sont très prometteurs puisqu’il est permis d’envisager pour ces dernières générations de revêtements des conceptions architecturées et fonctionnalisées adaptées au mieux aux conditions de service [14]. Enfin, l’évolution rapide des procédés rend nécessaire une approche intégrée pour la conception et le choix des revêtements : une démarche de capitalisation systématique des données issues des essais procédés combinées à la modélisation des étapes physico-chimiques mises en jeux lors de l’application est ainsi engagée [15]. L’utilisation des procédés de projection laser permet aussi de combiner un choix de revêtement avec certains des avantages de la fabrication additive. (Bien sûr, dans la définition des procédés, il faut distinguer selon qu’ils concernent des pièces fortement irradiées, des pièces subissant de fortes contraintes mécaniques, ou des pièces modérément irradiées ; les techniques de grenaillage laser et de passivation chimique peuvent aussi contribuer à une meilleure tenue des matériaux, même si elles ne sont pas franchement innovantes).
- Les nouveaux matériaux (dont les matériaux dits « haute entropie ») pourront, à terme, bénéficier de ce type de démarche, en particulier la synthèse par approche combinatoire (évaluation systématique d’une série de nuances d’alliages sur la base de démarches de modélisation numérique et expérimentales à haut débit couplées). Enfin, l’ensemble de ces développements sont également conduits avec une approche visant l’Economie Circulaire dans laquelle on essaie de privilégier la substitution de métaux stratégiques par des solutions architecturées à base de matériaux plus abondants.
- Le procédé de fabrication additive de type arc-fil (ou WAAM) est, par ailleurs, susceptible d’offrir à terme une alternative pour la fabrication de gros composants comme le montrent les premiers développements [16]. Ce procédé est ainsi déjà envisagé dans le cadre de la réalisation de certains projets de SMR à l’international [17].
- Il est, enfin important de signaler que la codification de ces nouveaux procédés progresse activement : la fabrication additive est en cours d’intégration dans les sections de l’ASME consacrées aux appareils sous pression. Les codes ASTM et ISO prennent déjà en compte les matériaux issus de fabrication additive dans les standards d’évaluation (voir ISO NP 23669.3 à titre d’exemple).

Exemple de grille d’assemblage répondant au design préliminaire du projet de réacteur de 4eme génération ASTRID obtenue via les procédés de fabrication additive
Recyclage des métaux de très faible activité (TFA)
En France, les déchets dits “de très faible activité” sont principalement issus du démantèlement des sites nucléaires et d’autres activités industrielles. Ces déchets sont considérés comme “non radioactifs” dans de nombreux pays européens. En France, ils sont considérés comme des déchets radioactifs (très faiblement actifs TFA) et sont stockés dans une installation spécifique.
La législation française impose en effet de considérer comme potentiellement radioactif tous les déchets issus d’une installation nucléaire.
Elle apparait en revanche comme contestable car elle ne permet pas de recycler des matériaux à très faible activité qui ne présentent aucun danger pour l’homme.
Les déchets de très faible activité (TFA) sont des matériaux issus du secteur industriel, il s’agit de la catégorie de déchets la moins dangereuse car la moins radioactive (leur activité est située en dessous de 100 becquerels par gramme). Il s’agit en revanche des déchets les plus difficiles à stocker.
Les TFA sont des déchets qui ont été en contact avec les composants peu radioactifs des centrales nucléaires (tels que les générateurs de vapeur). Ils affichent ainsi un taux de radioactivité très faible, proche de la radioactivité naturelle (les TFA sont d’ailleurs considérés tels quels au bout de quelques années).
Considérés potentiellement contaminés malgré leur radioactivité faible, voire inexistante, les TFA sont systématiquement stockés au Centre industriel d’entreposage et de regroupement (Cires) de l’Andra, dans l’Aube. Ce volume de déchets de très faible activité va considérablement s’accroître avec les opérations de démantèlement d’installations nucléaires à venir. Le volume de TFA devrait en effet atteindre les 2,3 millions de m3 une fois que l’ensemble des opérations de démantèlement du parc nucléaire français auront été achevées. Le stockage d’une telle quantité de déchets apparait comme un véritable défi pour notre pays. La saturation du seul centre de stockage existant, situé à Morvilliers (Aube) est attendue pour 2025.
- Revaloriser les TFA métalliques grâce au traitement par fusion
Parmi les solutions envisagées pour faire évoluer le système de traitement des TFA, le recyclage des métaux par fusion est une des pistes les plus souvent envisagées. Éprouvée en Suède depuis de nombreuses années, cette technique consiste à “nettoyer” les déchets métalliques puis de les fondre afin de les transformer en lingots homogènes et ainsi leur permettre d’être revalorisés sur le marché.
Les TFA métalliques étant faiblement radioactifs, leur traitement par fusion permet de retirer les éventuelles traces de radioactivité et donc de produire un lingot qui ne présente aucun risque pour l’homme.
Concernant les matériaux métalliques, les producteurs évaluent sur la période 2015-2070 à plus de 900.000 tonnes la masse de déchets TFA [très faible activité, NDLR] potentiellement valorisables », indique l’Etat.
Soucieux de se montrer exemplaires en matière de sûreté et de radioprotection, les industriels proposent de conditionner la revalorisation des déchets peu voire pas radioactifs avec un seuil de radioactivité maximal à ne pas excéder.
Baptisé “seuil de libération”, ce type de dispositif, déjà utilisé dans les autres pays de l’Union Européenne, permettrait de s’assurer que le métal recyclé puis revendu ne présente aucun danger pour les citoyens et le grand public.
- L’état français se réoriente vers le recyclage des déchets TFA
L’exécutif va introduire une possibilité de dérogations ciblées permettant une valorisation au cas par cas de déchets radioactifs métalliques de très faible activité.
Le 21 février 2020 le ministre de la Transition écologique et le président de l’Autorité de sûreté nucléaire (ASN) ont annoncé vouloir autoriser la valorisation de certains déchets métalliques de très faible activité.
Les réflexions sont bien avancées chez les industriels. En 2016, EDF a acquis une entreprise suédoise, Studsvik, utilisant un procédé de traitement par fusion qui permet de concentrer la radioactivité dans les résidus, et de reconditionner les métaux en lingots qui sont ensuite réutilisés dans tous types d’industries. Et dans le cadre de la fermeture de la centrale nucléaire de Fessenheim (Haut-Rhin) et du « contrat de territoire » qui vise à le revitaliser, EDF propose de construire un four à fusion qui permettrait ce recyclage des métaux. Il était initialement imaginé sur le site de Tricastin (Drôme), proche de Socodei, une filiale d’EDF déjà spécialisée sur le traitement des métaux contaminés.
- Pression européenne pour le recyclage
En parallèle l’appel d’offre EURATOM 2021 réserve un chapitre complet à l’harmonisation de la gestion des déchets, et en particulier au recyclage des déchets TFA.
En effet des pays majeurs européens comme la Suède et l’Allemagne pratiquent déjà le recyclage des métaux TFA.
L’avenir du démantèlement des réacteurs nucléaires en Europe passera par le recyclage des métaux TFA.
Références
[1] T. Beck, V. Blanc, J.-M. Escleine, M. Pelletier, M. Phelip, et al.. Pre-conceptual design of ASTRID fuel sub-assemblies. ICAPP 2016 – International Congress on Advances Nuclear Power Plants, Apr 2016, San Francisco, United States. Paper 16163
[2] F. Dalle, M. Blat-Yrieix, S. Dubiez-Le Goff, C. Cabet, Ph. Dubuisson, Conventional austenitic steels as out-of-core materials for Generation IV nuclear reactors in Structural Materials for Generation IV Nuclear Reactors
[3] Bassem Barkia, Pascal Aubry, Paul Haghi-Ashtiani, Thierry Auger, Lionel Gosmain, Frédéric Schuster, Hicham Maskrot, On the origin of the high tensile strength and ductility of additively manufactured 316L stainless steel: Multiscale investigation, Journal of Materials Science & Technology 41 (2020) 209–218
[4] David W. Gandy, FASM, Davgandy@epri.com Technical Executive, Nuclear Materials Presented at: Valve Manufacturers Association Technical Seminar Las Vegas March 5-7, 2014
[5] 2015 DOE-NEET: Environmental Cracking and Irradiation Resistant Stainless Steel by Additive Manufacturing (AM) Xiaoyuan Lou (loux@ge.com) Ceramics and Metallurgy Technologies, GE Global Research, Niskayuna, NY 2015 DOE AMM Workshop, Arlington, VA Sep. 29, 2015
[6] Additive manufacturing of ITER first wall panel parts by two approaches: Selective laser melting and electron beam melting Yuan Zhong, Lars-Erik Rännar, Stefan Wikman, Andrey Koptyug, Leifeng Liu, Daqing Cui, Zhijian Shen, Fusion Engineering and Design 116 (2017) 24–33
[7] Suk-Kwon Kim⁎, Chang Wook Shin, Dong Jun Kim, Seong Dae Park, Hyung Gon Jin, Eo Hwak Lee, Jae-Sung Yoon, Dong Won Lee, Bonding techniques and performance qualification of plasma facing components for Korean fusion research, Fusion Engineering and Design 136 (2018) 1510–1513
[8] M. Richoua, F. Gallaya, B. Boswirthb, I. Chuc, G. Dosed, H. Greunerb, G. Kermouchee, M. Lencif, Th. Loewenhofff, R. Maestraccig, E. Meillotg, M. Missirliana, J.Y. Pastorh, A. Quetg, S. Roccellai, E. Tejadoh, M. Wirtzf, E. Viscai, G. Pintsukf, J.H. Youb, Performance assessment of thick W/Cu graded interlayer for DEMO divertor Target, Fusion Engineering and Design 157 (2020) 111610
[9] 3D-printed fusion components concepts and validation forthe UST2 stellarator, V. Queral, Fusion Engineering and Design 96–97 (2015) 343–347
[10] Vicente Queral, Santiago Cabrera, Esther Rincón, and Vicente Mirones, Prospects for Stellarators Based on Additive Manufacturing: Coil Frame Accuracy and Vacuum Vessels, IEEE TRANSACTIONS ON PLASMA SCIENCE, VOL. 46, NO. 5, MAY 2018
[11] J. Bischoff, C. Delafoy, N. Chaari, C. Vauglin, K. Buchanan, et al. Cr-coated cladding development at Framatome. Topfuel 2018 – Light Water Reactor (LWR) Fuel Performance Meeting 2018, Sep 2018, Prague, Czech Republic. cea-02328963
[12] Michau, Alexandre and Maury, Francis and Schuster, Frédéric and Lomello, Fernando and Brachet, Jean-Christophe and Rouesne, Elodie and Le Saux, Matthieu and Boichot, Raphaël and Pons, Michel High-temperature oxidation resistance of chromium-based coatings deposited by DLI-MOCVD for enhanced protection of the inner surface of long tubes. (2018) Surface and Coatings Technology, 349. 1048-1057. ISSN 0257-8972
[13] A. Michau, Y. Gazal, F. Addou, F. Maury, T. Duguet, R. Boichot, M. Pons, E. Monsifrot, H. Maskrot, F. Schuster, Scale up of a DLI-MOCVD process for the internal treatment of a batch of 16 nuclear fuel cladding segments with a CrCx protective coating, Surface & Coatings Technology 375 (2019) 894–902
[14] F. Schuster, HIPIMS TECHNOLOGY FOR EXTREME ENVIRONMENTS, 45th International Conference on Metallurgical Coatings and Thin Films (ICMCTF), 2018
[15] F. Schuster, Advanced manufacturing technologies for low carbon energy : opportunities for nuclear applications, 5th International Workshop on Structural Materials for Innovative Nuclear Systems (SMINS-5) organized in cooperation with the IAEA
[16] He, X., Xie, C., Xiao, L. et al. Microstructure and impact toughness of 16MND5 reactor pressure vessel steel manufactured by electrical additive manufacturing. J. Iron Steel Res. Int. 27, 992–1004 (2020). https://doi.org/10.1007/s42243-020-00467-0
[17] Roadmap for Regulatory Acceptance of Advanced Manufacturing Methods in the Nuclear Energy Industry, Nuclear Energy Institute, May 13, 2019
6-6 Matériaux poreux pour l’énergie et l’environnement
Vanessa Fierro et Alain Celzard
Institut Jean Lamour, Equipe Matériaux Biosourcés, Département N2EV
Mots Clefs : matériaux poreux biosourcés, mécanosynthèse, carbones nanostructurés, énergie, environnement
Les matériaux poreux ont un bel avenir devant eux car ils sont de plus en plus utilisés pour la séparation, le stockage et la compression des gaz et, comme support de catalyseurs dans les applications liées à l’énergie, telles que les électrodes de piles à combustible, électrolyseurs et supercondensateurs. Le défi reste d’obtenir ces matériaux à partir de matières premières renouvelables au lieu d’utiliser des précurseurs pétrochimiques.
Nombre de ces matières renouvelables sont dérivées d’extraits de plantes, en particulier de polyphénols tels que la lignine, le phloroglucinol ou le tanin ou d’autres résidus de la bioraffinerie tels que les humines. Leur polymérisation permet d’obtenir, selon les conditions expérimentales, des mousses rigides, des gels solides ou des résines. La priorité est donnée à l’eau comme milieu réactionnel et à l’utilisation de la mécanosynthèse pour la nanostructuration de ces matériaux poreux, mais aussi pour le dopage avec des hétéroatomes et des métaux de transition une fois que les résines sont carbonisées.
Les gels et les mousses organiques sont utilisés comme isolants thermiques et acoustiques. Les résines peuvent être utilisées pour l’impression 3D et comme précurseurs de matériaux à porosité hiérarchisée et parfaitement contrôlée après carbonisation. Les matériaux imprimés en 3D peuvent être utilisés pour la séparation de gaz ou comme support de catalyseurs, offrant une perte de charge extrêmement basse. Parmi les applications les plus importantes de la séparation des gaz dans les années à venir figurent l’épuration de biogaz, la purification de gaz naturel, la séparation de CO2 des gaz de combustion ou la séparation de gaz nobles de l’air. Les matériaux carbonés produits à partir d’une grande variété de résines de différentes compositions et avec différentes échelles de porosité permettent d’envisager des matériaux à haute valeur ajouté tels que tamis moléculaires, électrodes, catalyseurs ou écrans électromagnétiques.
Si des matériaux biosourcés présentent déjà de très bonnes performances pour toutes ces applications, une volonté politique et des moyens seront nécessaires pour les faire véritablement accepter en tant qu’alternatives et les imposer dans le monde industriel.
6-7 Matériaux du futur : les Métamatériaux
Badreddine ASSOUAR – Institut Jean Lamour / Laboratoire N2EV
Mots Clefs : Métamatériaux, acoustique, intelligence artificielle, électromagnétisme, bio-ingénierie, énergie
Notre monde est fait de matériaux plus ou moins avancés, structures multi-échelles, communication, d’outils d’intelligence artificielle, utilisation des données, maîtrise des procédés… Les matériaux, de manière générale, permettent d’opérer les défis que nos sociétés ont et auront à affronter, que cela soit pour la transition énergétique, numérique ou environnementale.
Les matériaux forment un des piliers principaux de ces différentes transitions.
Une nouvelle catégorie de matériaux innovants, les « métamatériaux », préparent les outils de demain.
« En physique, en acoustique ou électromagnétisme, le terme métamatériau désigne un matériau composite artificiel qui présente des propriétés qu’on ne retrouve pas dans un matériau naturel ».
Il s’agit en général de structures composites et artificielles, qui se comportent, sous certaines conditions, comme des matériaux homogènes n’existant pas à l’état naturel. Il existe plusieurs types de métamatériaux relatifs aux diffèrent types d’ondes : acoustiques, élastiques, électromagnétiques, mécaniques … L’émergence des métamatériaux acoustiques, notamment, au début des années 2000 a ouvert un champ nouveau en physique, traitant des propriétés uniques et disruptives qu’ils présentent et des applications très prometteuses et concrètes qui en découlent.
Les métamatériaux ont dépassé la phase de l’émergence malgré leur jeune âge, et leur développement en termes de recherche fondamentale et appliquée est bien avancé. Un certain nombre de preuves de concept a même vu le jour pour les applications liées à l’absorption acoustique, à l’holographie et l’imagerie acoustique, aux antennes et radars HF, à la furtivité ou encore à la collecte d’énergie. La grande force des métamatériaux est qu’ils offrent de nouvelles fonctionnalités et de meilleures performances par rapport aux matériaux existant et aux démonstrateurs associés. Ils présentent également un fort intérêt autant pour les applications civiles que militaires. La maturation qui est en train d’être atteinte par ces matériaux artificiels, notamment avec l’avènement de l’intelligence artificielle, les positionne au premier plan des technologies émergentes et peu consommatrices en énergie. Depuis peu, des premiers transferts industriels commencent à s’opérer notamment dans les domaines de l’automobile, l’aéronautique, le bâtiment, où des produits finis à base de métamatériaux ont été réalisés et commercialisés.
Les métamatériaux feront indubitablement partie des enjeux majeurs d’avenir tant sur le plan scientifique qu’industriel. La transition complète de la phase recherche vers la phase de l’innovation nécessitera tout de même un investissement certain du monde académique et industriel.
6-8 Matériaux et Mobilité
Contributeurs : François MOUSSY, Éric MAIRE, Danièle QUANTIN, Jean-Yves GUEDOU
Mots Clefs : automobile, aéronautique, environnement, services
- Constat Post COVID sur le thème
Au-delà des périodes de confinement et donc de « gel » de la mobilité, la situation tant de l’automobile que de l’aéronautique ne sera pas la même avant et après la COVID 19.
-
- Les stratégies des constructeurs n’avaient pas prévu une telle situation et celles-ci doivent être repensées en tenant compte de paramètres d’incertitudes forts.
- Le repositionnement sur le marché des constructeurs automobiles va dépendre de la situation sanitaire de chaque pays et de l‘accompagnement associé. Des risques économiques existent pour les sous-traitants de la filière. Les pays d’Asie risquent d’en sortir encore plus forts.
- Les filières déjà très « numériques » vont voir encore une accélération dans ce domaine comme toute l’industrie d’ailleurs
- Les utilisateurs vont très probablement revoir leurs pratiques ( moindres déplacements, vacances à plus courtes distances, usage de transports légers en ville, déménagement hors des grandes villes facilité par le télétravail , transports à longue distance en France via le train plutôt que l’avion – moins de déplacements professionnels pressés -…) cependant dans une logique peut être individuelle ( peur des contacts ) alors que les transports collectifs sont une meilleure solution environnementale ( et donc des progrès pour des solutions techniques et services sont à développer trouver)
- Les utilisateurs sautent le pas vers des véhicules hybrides ou électriques grâce aux incitations financières mais pas que (sensibilité « écologique » en plus de l’économique).
- Réparabilité, réutilisation de pièces (en particulière de carrosseries continueront à se développer dans un marché parallèle au neuf constructeur qui doit être contrôlé et garanti. Il y a peut-être des méthodes de contrôle non destructif à adapter pour qualifier les matériaux de ces pièces.
- Il y a tout un pan de développements et d’industrialisation à accélérer, production d’hydrogène, stockage, batteries, mais aussi en pensant économie circulaire.
- C’est aussi l’opportunité de repenser la chaine de valeur autour d’un “Service mobilité” et pas seulement l’objet mobilité par exemple l’auto partage qui au-delà de la tenue mécanique d’un véhicule à utilisateurs multiples (suivi maintenance spécifique) nécessitera une évolution des matériaux et de leur nettoyabilité, anti bactérien, antivirus, anti salissures, assainissement à l’ozone, réduction des contacts ….
- Des rêves à la Jules Verne vont aussi très probablement s’accélérer, taxis volants, robots taxi…
- Alerte/Enjeu N° 1: Des matériaux adaptés aux challenges
La course à l’allègement va continuer tout en recherchant l’augmentation de la durée de vie des structures et des moteurs des véhicules routiers, aériens, aérospatiaux. Les nouveaux matériaux qui seront développés auront des combinaisons de propriétés supérieures pour permettre d’alléger encore plus les structures des véhicules pour en réduire la consommation énergétique et matériaux eux-mêmes (durée de vie allongée).
Les matériaux de haute technologie du fait de leur composition chimique impactent fortement l’environnement lors de leur fabrication et de leur utilisation et c’est un point d’attention environnemental. Donc la science des matériaux a évidemment des choses à dire et à faire sur le sujet de la recyclabilité.
La réduction des émissions de cette activité humaine passera sans doute plus par une diminution du transport individuel que par l’amélioration incrémentale des propriétés et de la durée de vie.
- Alerte Enjeu N°2 (Automobile): S’intéresser aux matériaux mais également à leur mise en œuvre.
Un exemple : profilage par roulage car procédé ancien mais étant l’un des seuls permettant de former à froid des aciers THLE. Ce procédé pourrait être plus utilisé en particulier l’architecture des véhicules électriques doit autoriser plus de composants rectilignes. De même que pour l’emboutissage, la simulation numérique pourrait repousser les limites de ce procédé pour des aciers TTHLE voire des alliages d’aluminium difficilement extrudables.
Il y a un intérêt notable à développer des fournisseurs français de technologies de mise en œuvre comme DREISTERN.
- Alerte/Enjeu N° 3 (aéronautique): Les voyages aériens « de masse » seront peut-être très fortement réduits après la période Covid-19.
Les besoins des compagnies aériennes pourraient évoluer sensiblement d’où recherche d’avions à plus faible coût d’achat et d’exploitation. Les matériaux peuvent être impactés.
- Alerte/Enjeu N°4 (Aéronautique) : L’avion à Hydrogène ?
Il y a un sujet qui fait actuellement l’objet d’un véritable emballement politico-médiatique (sans doute exagéré !), l’avion à hydrogène.
C’est aujourd’hui un débat plus stratégique que technique mais il va falloir aller plus loin dans les détails technologiques et l’aspect matériaux devra être pris en compte. L’hydrogène est un élément particulier : de par son atome de très petite taille, il est très réactif et sujet à diffusion facile dans les métaux avec risque de fragilisation et autres conséquences.
La seule expérience de propulsion avec de l’hydrogène est actuellement le domaine spatial, où cela est plutôt satisfaisant. Mais les conditions de fonctionnement aéronautique sont très différentes de celles du spatial, en particulier l’aspect temps – durabilité est de plusieurs ordres de grandeur plus important dans l’aéronautique, ce qui va générer de nouvelles contraintes.
7-La conception des futurs matériaux passe par le numérique
7 - La simulation numérique au cœur de l’Industrie 4.0 de l’élaboration, de la transformation et du recyclage des matériaux
Marc Bernacki et Nathalie Bozzolo ; MINES ParisTech CEMEF, Sophia Antipolis
Benoît Appolaire, Institut Jean Lamour, Nancy
Mots Clefs : Industrie du futur, Matériau numérique, Simulation numérique à haute performance, Nouveaux matériaux, Nouveaux procédés
L’importance de la simulation numérique pour la recherche en Science des Matériaux n’est plus à démontrer et elle constitue le socle de l’Industrie 4.0, que ce soit pour l’élaboration, la transformation ou encore le recyclage des matériaux. Présente dans le paysage de la recherche académique et industrielle depuis une trentaine d’années, elle sert généralement l’un des trois objectifs suivants, le plus souvent interdépendants :
- la découverte et le développement de nouveaux matériaux et alliages ;
- l’optimisation d’alliages existants vis-à-vis de leurs propriétés ;
- et l’optimisation de procédés en termes d’efficacité (économies d’énergie et de matière) et de robustesse.
L’évolution du domaine suit l’accroissement continu de la puissance des moyens de calcul. Parce qu’il est maintenant possible de réaliser des simulations de plus en plus réalistes à une échelle donnée, on a perçu plus récemment tout l’intérêt pour les matériaux de structure
- de simulations multi-échelles et multiphysiques,
- et d’une démarche dite ICME (Integrated Computational Materials Engineering), où les processus d’optimisation intègrent tous les maillons de la chaîne de production et d’utilisation d’un matériau. Ces deux items sont bien évidemment liés, toutes les échelles étant impliquées dans l’ICME, et les simulations multi-échelles trouvant souvent leur intérêt dans une optique ICME.
Constat Post COVID sur le thème
Dans le contexte de la crise sanitaire 2020, les difficultés de déplacement des personnes et d’accès aux moyens expérimentaux ou industriels ont plus que jamais fait apparaître qu’il est essentiel de disposer de moyens de calculs numériques, non seulement pour accélérer l’innovation (dans la logique Industrie 4.0), mais aussi, parfois, pour éviter l’interruption totale d’activité.
Simuler les matériaux et les procédés associés permettra un gain de temps considérable dans le développement des matériaux et procédés du futur. Aujourd’hui, le « matériau numérique » commence à être employé pour des pièces à haute valeur ajoutée, il est destiné à se généraliser et à court terme conditionnera la compétitivité de nos entreprises.
Les gains considérables de performance des moyens de calcul, des méthodes numériques et des techniques expérimentales dans la dernière décennie permettent aujourd’hui d’avoir accès à l’information locale au cœur de la matière et de la modéliser. De nouvelles stratégies de modélisation commencent donc à apparaître où la physique considérée dans les simulations à l’échelle macroscopique se nourrit de simulations réalisées à l’échelle de la microstructure. Tous les types de matériaux, et donc tous les secteurs d’activités seront à terme concernés par cette révolution.
Alerte / Enjeu N°1: La France ne doit pas manquer de se placer parmi les leaders mondiaux du « matériau numérique »
La thématique du matériau numérique est en pleine expansion et deviendra vite un gage de compétitivité pour l’élaboration et la mise en forme des matériaux du futur. Également connue sous la désignation ICME (Integrated Computational Materials Engineering) et considérée comme stratégique depuis plusieurs années dans le monde anglosaxon, la thématique a bénéficié et continue de bénéficier de financements très importants, notamment aux Etats-Unis [1]. Si l’on veut que la simulation numérique en métallurgie et plus largement que le matériau numérique contribue de manière efficace aux enjeux de société que la crise du Covid a exacerbés, à savoir l’impact environnemental et la réindustrialisation du pays, il paraît nécessaire de soutenir un programme national sur l’exemple du Materials Genome Initiative aux USA, qui a ses contreparties en Chine et en Allemagne. La France fait partie des pays les plus en pointe pour le développement et l’utilisation d’outils numériques sur plusieurs segments du domaine, cette position doit être maintenue en continuant et en amplifiant les efforts de recherche et de transfert industriel dans le domaine. Un grand programme national associant les meilleurs laboratoires académiques et les acteurs industriels serait un dispositif adapté pour relever ce défi.
- Recommandations/ Propositions :
La science des matériaux et donc le matériau numérique engagent toutes les échelles depuis celle des électrons jusqu’à celles des structures. Aussi, la difficulté essentielle de simulations pertinentes, qu’on s’intéresse aux propriétés ou aux procédés, tient à cette imbrication d’échelles. De manière théorique, on peut dessiner des schémas où les différentes échelles sont représentées et reliées dans un mouvement ascendant. En pratique, il faut reconnaitre que très peu d’études ont réussi à associer plus de deux échelles. Ce constat suggère que l’effort pour dépasser deux échelles est considérable et généralement hors de la portée d’une seule ou deux équipes, en particulier dans des projets de recherche aux enveloppes budgétaires très contraintes. La démarche qui semble la seule viable, même avec des moyens de calcul croissants et même en supposant que leur croissance continuera de s’accélérer, consiste en un chaînage de modèles aux différentes échelles, en profitant par ailleurs des nouvelles possibilités offertes par l’intelligence artificielle.
En examinant les succès et les échecs dans le domaine de par le monde ces dernières années, un programme ambitieux mais réaliste, évitant les écueils qu’ont rencontrés nos prédécesseurs, pourra être construit en s’appuyant sur les compétences présentes dans nos laboratoires de recherche. Fédérer la communauté autour de ces sujets dont se réclament déjà de nombreuses équipes dans un grand programme national permettra de structurer et d’augmenter l’efficience de l’activité française sur ces sujets. En s’inspirant des grands organismes publics de recherche qui se sont déjà emparés du sujet, grâce à leur structuration autour de missions bien définies, il est temps de construire un programme ambitieux.
Pour qu’il soit efficace, un tel programme ne doit pas se disperser sur de trop nombreuses familles de matériaux présentant des spécificités très différentes en termes de procédés et de propriétés. Il sera donc nécessaire de réfléchir à l’opportunité de développer un programme tenant compte des matériaux d’intérêt stratégique tels ceux garantissant la compétitivité de l’industrie aéronautique française (superalliages, alliages de titane), mais également de la potentialité de nouveaux matériaux comme les alliages à haute entropie ou de nouveaux procédés comme la fabrication additive, tout en intégrant les enjeux environnementaux sur l’utilisation de ressources disponibles et non-polluantes.
Par ailleurs, il faudra imaginer un cadre suffisamment flexible pour préserver la liberté, et donc la créativité, des différents acteurs. Cela passera sûrement par la définition de formats d’échanges et l’implémentation/adaptation d’outils dédiés, en examinant attentivement ce que peuvent apporter certaines pratiques en science de l’information et des données.
Il est par ailleurs essentiel d’assurer la transférabilité des outils en milieu industriel, ce qui suppose l’implication des industriels des secteurs concernés dès la construction et dans toutes les phases du projet.
Alerte / Enjeu N°2 : La formation de jeunes talents dans le domaine du matériau numérique
Le déploiement du matériau numérique dans le secteur industriel est également une opportunité d’emploi de jeunes talents formés à ces nouveaux outils.
- Recommandations/ Propositions :
Promouvoir le matériau numérique dans les programmes de formation d’ingénieurs en sciences et génie des matériaux et développer une offre de formation continue pour l’adaptation des personnels en poste à ces nouveaux outils. Ces formations pourraient du reste être adossées au grand programme national évoqué ci-dessus.
Conclusion
La révolution numérique est en marche dans le secteur des matériaux. La crise sanitaire du COVID 19 et les difficultés de toutes sortes qu’elle a engendré dans le secteur industriel, ont révélé l’urgence de disposer d’outils numériques prédictifs performants et robustes. La France doit maintenir et conforter sa position parmi les pays les plus en pointe dans le développement et l’industrialisation du « matériau numérique » pour garantir la compétitivité de ses entreprises. Elle peut pour cela s’appuyer sur ses centres de recherche d’excellence et un tissu industriel proactif dans le domaine.
Référence
[1] “Modeling Across Scales: A Roadmapping Study for Connecting Materials Models and Simulations Across Length and Time Scales”. A Study Organized by The Minerals, Metals & Materials Society. Copyright © 2015 by The Minerals, Metals & Materials Society, Warrendale, PA 15086.
DOI: 10.7449/multiscale_1 ISBN: 978-0-692-37606-5
Electronic copies of this report are available online at www.tms.org/multiscalestudy